Изобретение относится к обработке металлов давлением, в частности.1 к производству фасонных изделий трубопроводов.
Целью изобретения является повышение надежности и долговечности оснастки и оборудования является повышение надежности и долговечности оснастки и оборудования путем снижения давления при штамповке.
На фиг. 1 изображено положение пуансонов в матрице и форма заготовки перед началом вытяжки; на фиг, 2 - положение, пуансонов и форма штуцера после окончания вытяжки.
Вытяжка штуцера приводится следующим образом.
На трубоотрезном станке отрезают заготовки необходимой длины из толстой и тонких труб. На заготовке из толстой трубы пробивают эллипсное отверстие, большая ось которого расположена вдоль оси заготовки. Она определяется по формуле;
а лгр-2г ш,
где duj - внутренний диаметр штуцера;
Го - радиус отбортовки по выпуклой поверхности;.
Ьш - высота штуцера. Малая ось эллипсного отверстия рассчитывается по формуле:
Ь бш+2г0+2Як-2Ик- л г0-2г ш, гдеНк - внутренний радиус трубы-заготозки;
h« - расстояние от центра сечения заготовки до хорды, соединяющей начало отбортовки штуцера.
Затем тонкая труба помещается внутрь толстой и концы заготовки отбортовывают- ся штамповкой или раскаткой по радиусу пуансонов. После чего заготовка 1 помещается в разъемную матрицу 2 и с торцов усилием гидроцилиндров закрывается пуансонами 3 и 4..
Полость заготовки через отверстия в пуансоне 4 заполняется жидкостью, при этом через отверстия в пуансоне 3 выпускается, воздух. Как только полость заготовки заполняется жидкостью включается рабочий ход
00
о со
пуансонов 3 и 4. От осевого сжатия в поло- сти заготовки создается давление, которое выпучивает стенку заготовки по форме матрицы, т.е. отбортовывает штуцер в толстой трубе и формирует штуцер с донышком в тонкой трубе.
По окончании вытяжки, степень которой контролируется по манометру, показывающему величину давления в полости заготовки, пуансоны 3 и 4 разводятся, а тройник 5 извлекается из матрицы 2, после чего у него отрезается донышко тонкой трубы.
Так могут изготавливаться не только тройники и крестовины, но и другие фитинги.
Во время вытяжки от действия внутреннего давления и основного сжатия заготовки внутренний и внешний слой приобретают единую форму и плотно приле0
5
0
гают друг к другу, что исключает расслоение,
Формула изобретения Способ вытяжки штуцеров на трубах, включающий укладку заготовки в матрицу, герметизацию полости заготовки с последующей подачей наполнителя в полость заготовки, торцовую осадку заготовки с одновременным образованием штуцера давлением наполнителя, отличающий- с я тем, что, с целью повышения надежности и долговечности оборудования путем снижения давления при штамповке, заготовку выполняют двухслойной, перед укладкой в матрицу в наружном ее слое пробивают эл- липсное отверстие, большая ось которого параллельна оси заготовки, при этом толщина наружного слоя составляет нё менее 0,8 от толщины двухслойной заготовки.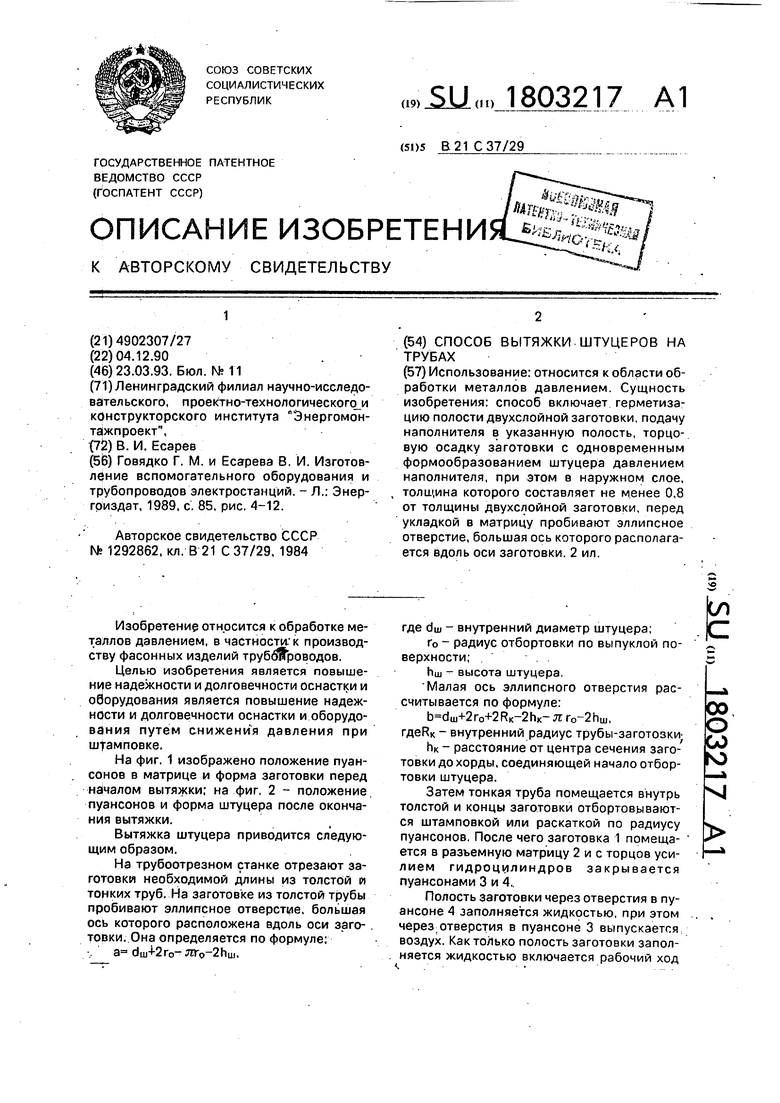

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Устройство для изготовления тройников | 1980 |
|
SU927358A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2404003C1 |
| Способ изготовления трубчатых тройников | 1960 |
|
SU136698A1 |
Использование: относится к области обработки металлов давлением. Сущность изобретения: способ включает герметизацию полости двухслойной заготовки, подачу наполнителя в указанную полость, торцовую осадку заготовки с одновременным формообразованием штуцера давлением наполнителя, при этом в наружном слое, толщина которого составляет не менее 0,8 от толщины двухслойной заготовки, перед укладкой в матрицу пробивают эллипсисе отверстие, большая ось которого располагается вдоль оси заготовки. 2 ил.
| Говядко Г | |||
| М | |||
| и Есарева В | |||
| И | |||
| Изготовление вспомогательного оборудования и трубопроводов электростанций | |||
| - Л.: Энер- гоиздат, 1989, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления полых тонкостенных изделий | 1984 |
|
SU1292862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
