Изобретение относится к обработке метаапов давлением, в частности к правке местных деформаций, и может быть использовано в различных отрас- лях народного хозяйства при производстве конструкций с повышенными требованиями к точности их изготовления.
Цель изобретения - повып1ение ка- чества правки.
На чертеже представлена схема правки местных деформаций детали тел вращения.
Способ осуществляется, следующим образом.
На контрольную оправку 1, закрепленную на планшайбе манипулятора 2, устанавливают деталь 3. Верхний торец детали поджимается гайкой 4 через шайбу 5, тарельчатую пружину 6 и опорный диск 7, в котором предусмотрен круговой паз для фиксации верхней кромки детали. Этим обеспечивается в процессе обработки поджатие де- тали 3 и ее перемещение по наружной поверхности оправки 1 вниз при деформировании металла роликом 8.
Затем деталь слегка простукивают слесарным молотком по всей наружной поверхности и по звуку определяют зо- ны местной кривизны (хлопуны), т.е. места неприлеганий стенки детали к оправке. Такие места отмечаются мелом, как по ширине в окружном нап- равлении, так и по высоте образующей
После этого обкатной ролик В поджимают к наружной поверхности детали перекрывая на 5-10 мм верхнюю границу хлопуна в том случае, если де- формации подвергается участок металла, лежащий вьме хлопуна, либо к нижней границе, если деформации подвергается участок, лежащий ниже хлопуна. Затем производят деформацию ме- талла участков стенки детали 3, прилегающих к оправке 1, в вертикальном направлении при одновременном вращении планшайбы 2. При этом ролик 8 совершает возвратно-поступательное движение, оправка 1 с деталью 3 вращается, образуя зигзагообразную траекторию перемещения ролика по поверхности детали.
В процессе деформирования происходит раздача металла в радиальном и тангенциальном направлениях, увеличивается периметр сечения детали 3, усч траняя хлопун. Под действием усилия.
создаваемого тарельчатой пружиной 6, деталь 3 проседает с постепенным приближением ее контуров к контуру поверхности контрольной оправ ки 1 .
Аналогичные операции правки детали производят до тех пор, пока ее внутренняя поверхность полностью не ложится на поверхность контрольной оправки. Отсутствие хлопунов определяют легким постукиванием слесарным молотком по всей наружной поверхност детали. Звонкий металлический звук свидетельствует об отсутствии хлопуна. Если деталь Не прилегает в каком то месте, то операцию правки следует повторить. Для этого необходимо сместить ролик 8 в радиальном направлени таким образом, чтобы его траектория при деформировании не совпадала с предьщущими следами. Это достигается незначительным поворотом планшайбы 2
В случае правки плоских деталей, днищ и т.д. последовательность выполнения технологического процесса правки местных деформаций аналогична Разница состоит в том, что пластическому деформированию подвергают тольк прилегающую к хлопуну зону металла на расстоянии до 150-200 мм, т.е. вокруг него. При правке хлопунов в конструкциях из термически упрочняемых материалов зону хлопуна нагревают до 160-180°С и производят пластическое деформирование со степенью деформации 0,3-0,5%.
Пример. Штампованную деталь из сплава 12Х18Н10Т, толщиной стенки 1 мм, устанавливают на контрольную оправку. После этого деталь по наружной поверхности слегка простукивают слесарным молотком и отмечшот мелом место неприлегания внутренней поверхности детали к оправке. Затем поджимают обкатной ролик к наружной поверхности детали с усилием Р 800-900 кГС, обеспечивающим степень деформации 0,3-0,5%, так, чтобы перекрыть на 5-10 мм верхнюю границу хлопуна. После этого одновременно включают вращение планшайбы и пере- меп;ение обкатного ролика. Изделие совершает один оборот, а ролик перемещается по зигзагообразной траектории от верхней границы хлопуна до верхнего торца детали. Формула изобретения
1. Способ правки местной кривизны на полых изделиях, включающий ус313881384
тановку изделия на оправку,раздачу егополагают в зоне местной кривизны изв радиальном направлении,пластическуюдалия на заданном расстоянии от ее
деформацию его наружной поверхностиграницы, а степень деформации раздаобкаткбй роликом по периметру изде- .чи изделия устанавливают в пределах
ЛИЯ, отличающийся тем,0,3-0,5%, что, с целью повышения качества правки, обкатку осуществляют в зонах, 2. Способ по п,1, отличаюрасположенных по периметру изделиящ и и с я тем, что, с целью обеспепр обе стороны зоны его местной кри- |Qчения правки термически упрочняющихвизны, по зигзагообразной траектории,ся алюминиевых сплавов зону обкатки
при этом крайние точки траектории рас-нагревают до 160-180°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2201828C2 |
| Устройство для калибровки кольцевых изделий | 1980 |
|
SU940906A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2010 |
|
RU2530229C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
| Способ калибровки тонкостенных оболочек | 1987 |
|
SU1480932A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| УСТРОЙСТВО ДЛЯ ПРЕЦИЗИОННОЙ НАРУЖНОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ НЕЖЕСТКИХ ДЕТАЛЕЙ ТИПА ВАЛОВ | 2001 |
|
RU2226452C2 |
| РОЛИК ОБКАТНОЙ ДВУХРАДИУСНЫЙ | 2013 |
|
RU2530600C1 |
Изобретение относится к области обработки металлов давлением, в частности к правке местных деформаций в деталях, и может быть использовано в различных отраслях народного хозяйства при производстве конструкций с повьшенными требованиями к точности изготовления. Цель изобретения - повышение качества правки. При правке детали 3 пластическому деформированию прокаткой роликом 8 подвергают прилегающую к хлопуну зону металла по зигзагообразной кривой, перекрывая его на 5-10 мм и раздавая прилегающий к хлопуну металл в тангенциальном и радиальном направлениях со степенью деформации ,3-0,5%. В случае правки термически упрочняющихся алюминиевых сплавов зону обкатки предварительно нагревают до 160- 180 С. 1 з.п. ф-лы, 1 шт. (Л J/Kiffffmifltat /re/tfftfufeffujf e iufttf 00 00 ex со cx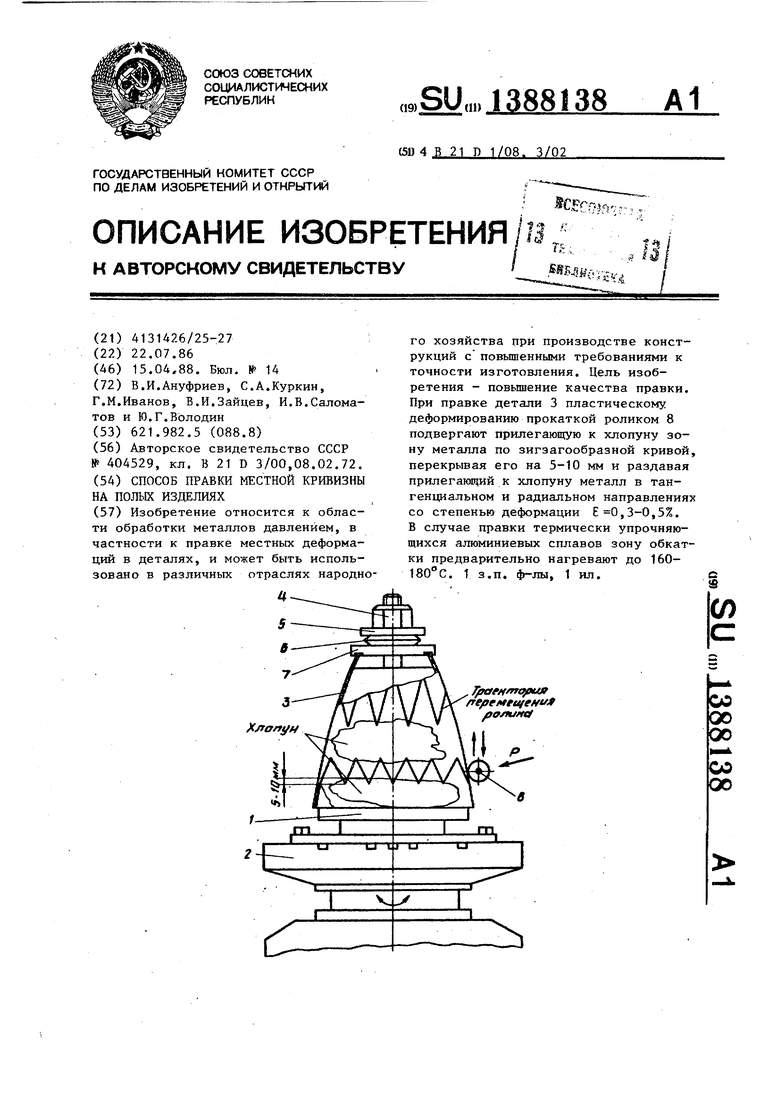
| ВПТБ | 0 |
|
SU404529A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
