(21)4138938/31-02
(22)27.10,86
(46) 15„04„88, Бюл. № 14
(72) Ш.М.Шейхалиев, В.В.Кузьмин,
ИоАоГригорович, ИоВ„Шаронов,
ОсА.Иванов, ДоСоСибирцев и ВсАоШашмурин
(53)621.762„2 (088о8)
(56)Патент ФРГ № 2542870,
кл. В 22 F 9/00, опублико 1979, Авторское свидетельство СССР № 1302546, кл., В 22 F 9/08, 1985
(54)УСТАНОВКА ДЛЯ ГИДРОДИНАМИЧЕСКОГО РАСПЫЛЕНИЯ РАСПЛАВА
(57)Изобретение относится к порошковой металлургии, в частности к устройствам для получения порошков распылением расплавов металлов Цель изобретения - расширение технологических возможностей, повышение надежности работы установки и улучшение качества конечного продукта за счет обеспечения регулировки режимов распыленияо Сущность предлагаемого
технического решения состоит в том, что в установке, включающей размещенный в герметичном корпусе и соединенный с пневмовакуумной системой обогреваемый тигель, в донной части которого установлены распылительные форсунки, перед входом в форсунки .образована промежуточная камера, соединенная с полостью тигля отверстием После получения расплава в тигле он поступает в промежуточную камеру, из которой через форсунки попадает в камеру распыления Для обеспечения дозированной подачи.расплава над промежуточной камерой в полости тигля с возможно стью осевого перемещения установлен вертикальный полый стержень, который, отсекая расплав в,.промежуточной камере, обеспечивает подвод к нему рабочего давления от пневмовакуумной системы для ее полного опорожнения от расплава, обеспечивая также продувку форсунок, 3 з.п. ф-лы, 2 ило, 1 табЛо
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидродинамического распыления легкоплавких расплавов | 1987 |
|
SU1496929A1 |
| Устройство для гидродинамического распыления расплавов | 1985 |
|
SU1302546A1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ПРИМЕНЯЕМОГО В 3D-ПЕЧАТИ | 2019 |
|
RU2770923C1 |
| Установка для получения металлических порошков из расплавов металлов и сплавов | 2020 |
|
RU2730313C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СВЕРХМЕЛКОГО НИЗКОПЛАВКОГО СФЕРИЧЕСКОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА С ПРИМЕНЕНИЕМ КАПЕЛЬНОГО РАСПЫЛЕНИЯ | 2019 |
|
RU2765190C1 |
| Устройство для получения порошков распылением легкоплавких металлов | 1983 |
|
SU1110036A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2018 |
|
RU2680322C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2015858C1 |
| Способ изготовления металлических порошковых материалов методом газового распыления | 2023 |
|
RU2821965C1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
00 00 00
00
СА:
1
Изобретение относится к порошковой металлургии, в частности к устройствам для получения порошков распылением расплавов металлов . с
Цель изобретения - расширение технологических возможностей, повышение надежности работы установки и улучшение качества конечного продукта за счет обеспечения регулировки режи- 10 мов распыления непосредственно в зоне форсунок I
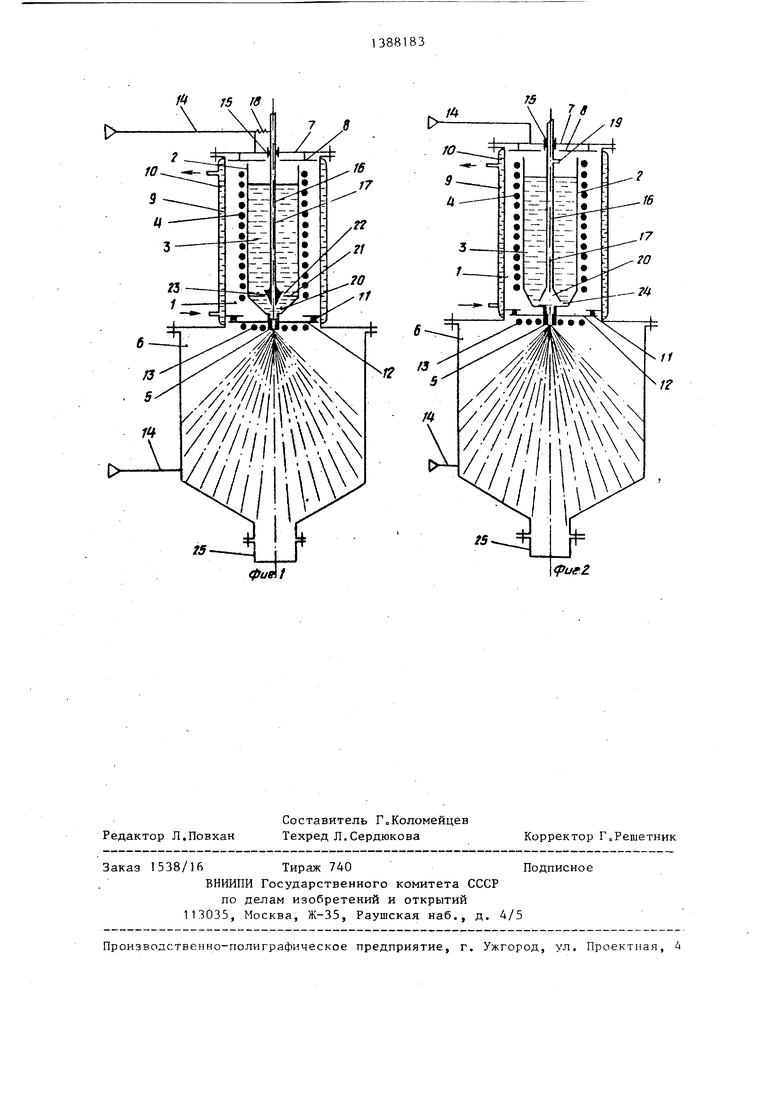
На фиго изображена установка, разрез, первьй вариант;
на фиг о 2 - то же, второй вариант„ 15
Установка включает герметичный корпус I, в котором размещен тигель 2 для расплава 3, снабженный нагревателем 4 о В донной части тигля 2 установлены одна или несколько распыли- 0 тельных форсунок 5, соединяющих полость тигля 2 с распылительной камерой бо Корпус 1 сверху закрыт сьем- ной крыщкой 7, на которой закреплен теплоотражательный экран 8. Боковая поверхность 9 корпуса 1 снабжена во- доохлаждаемой рубашкой 10 и соединена через теплоизолирующую прокладку 11 с .донной частью 12, снабженной нагревателем 13 К полостям корпуса 30
1и камеры 6 подключены автономные трубопроводы пневмовакуумной системы 14 В полость тигля 2 через герметизирующее уплотнение 15 в крышке 7 введен с возможностью осевого переме-п 35
.щения вертикальный полый (трубчатый) стержень 16„ Полость 17 стержня 16 соединена с пневмовакуумной системой либо через автономный трубопровод 18. {сМофиГсО , либо через посредство 40 полости корпуса 1 и радиального от-- верстия 19 в стержне 16 (см.фиг.2) В нижней части тигля 2 образована промежуточная камера 20, ограниченная либо внутренней поверхностью нижней 45 части тигля 2 и горизонтальной перегородкой 21 (фиг„1), либо дном тигля
2и стенками расииряющейся нижней части внутренней полости 17 стержня
16 (фиГо2)„ Для стока остатков рас- 50 плава 3 перегородка 21 и дно тигля 2 могут быть выполнены с уклоном к центруо В перегородке 21 выполнено центральное отверстие 22„ В него введен стержень 16, имеющий в зоне 55 отверстия 22 поверхность 23 переменного диаметра, например коническую, сферическую и т„п„ Во втором вариан388183,2
те исполнения устройства (фиг.2) при малом лламетре стержня 16 для повышения надежности перекрытия зоны входа расплава 3 в форсунку 5 стержень 16 выполняют расширенным книзу. Промежуточная камера 20 соединяется в этом случае с полостью тигля 2 через кольцевой зазор 24 между нижним торцом стержня 16 и дном тигля 2. В нижней части камеры 6 закреплен сьемный сборник 25 для порошка
Установка работает следующим образом
При опущенном до упора стержне 16 производят загрузку металла в тигель 2, закрывают корпус 1 крышкой 7, герметизируют и вакуумируют полости корпуса 1 распылительной 6 и промежуточной 20 камер Включают нагреватель 4, подвод охлаждающего агента в рубашку 10 и расплавляют металл. При достижении в расплаве 3 рабочей температуры, превьш1ающей температуру плавления металла примерно на .50 С, производят выдержку, необходимую для дегазации и повышения качества металла, и включают нагреватель 13.
После нагрева донной части 12 корпуса 1 на 5 - 10° С вьш1е температуры плавления металла, в полость корпуса 1 подают под рабочим давлением сжатый инертный газ« В зависимости от требований к чистоте конечного продукта а распылительной камере 6 может быть остановлен вакуум или произведено заполнение ее инерт- кым газом под атмосферным давлением Приподнимая стержень 16, регулируют сечение отверстий 22 или 24 и, соответственно, подачу расплава 3 из полости тигля 2 в промежуточную камеру 20. Привод перемещения стержня 16 не .показан Одновременно нагревателем 13 регулируют величину нагрева расплава 3 в камере 20 и контактирующей с донной частью 12 форсунки 5, необходимую для формирования порошка заданной формы и дисперсности Расплав 3 под напором переходит через распылительную форсунку 5, диспергируется и охлаждается в камере 6
Изменением сечения отверстий 22 или кольцевого зазора 24 компенсируют влияние гидростатического напора расплава 3 на величину расхода расплава 3 через форсунку 5.
3
Полученный порошок собирают в сборнике 25.
При необходимости порционного распыления, догрузки тигля 2, выгрузки порошка и других операциях, требущих остановки распыления, стержень 16 опускают до упора в перегородку 21, герметично перекрывая отверстие 22 При исполнении стерж- ня 16 с радиальным отверстием 19 (фиг„2) полное перекрытие кольцевого зазора 2А производят только для обеспечения порционного (дискретного) распыления и остановки процесса,
Регулировка взаимосвязей режимов распыления за счет изменения температуры расплава 3 в промежуточной камере 20, его давления и расхода через форсунку 5 с целью получения однородного по фракционному составу и форме порошка может быть осуществлена с помощью АСУТП,
После окончания распыления опускают стержень 16 до упора в перего- родку 21 или дно тигля 2 и продолжают подачу рабочего давления в промежуточную камеру 20 до ее полного опорожнения от расплава 3, обеспечивая продувку форсунки 5.
Такое решение позволяет при вертикальном перемещении стержня изменять кольцевой зазор меязду наружной поверхностью стержня и кромкой от- верстия в перегородках. Тем самым при прочих равных условиях изменяют количество расплава, поступающего в промежуточную камеру, и соответственно его скорость в форсунках, определяющую дисперсность и форму распыляемых частиц. При порционной разливке перемещением стержня до упора в перегородку можно полностью перекрыть подачу расплава к форсункам, исключи
вытекание расплава через форсунки
ПОД действием гидростатического напора при отключенном рабочем давлени в тигле. Для удаления (выдувания) остатков расплава из промежуточной камеры для предотвращения забивания форсунки при остановке процесса рас- пыления камера связана с пневмовакуумной системой через полость тигля.
В другом варианте предложенного устройства промежуточная камера образована дном тигля и стенками внут- ренней полости вертикального стержня. В зтом случае отверстием, связывающим промежуточную камеру с по
Q
0
5
..
Э
0
834
лостью тигля, является кольцевой зазор между нижней кромкой стержня и дном тигля о Вертикальным перемещением стержня изменяют сечение зазора вплоть до полного его перекрытия при упоре в дно тигля. Для обеспечения прочности корпуса при высоких сочетаниях давлений и температур и одно- веменном исключении охлаждения расплава в зоне формирования факела распыления боковая часть корпуса выполнена водоохлаждаемой, а контактирующая с форсунками донная часть- обогреваемойо
Вариант установки на фиг.1 более надежен и гибок в эксплуатации, на фиг о 2 - проще по конструкции„
Пример. Установка для гидродинамического распьшения олова выполнена с тиглем 2 емкостью 10 л, объем корпуса при этом составляет 29 л. Тигель 2, форсунка 5 и стержень 16 выполнены из коррозионностойкой стали Стержень 16 изготовлен из трубки диаметром 12x2 мм Один из концов трубки развальцован до сферической формы с максимальным диаметром больше диаметра отверстия 22 в перегородке 21 „Вокруг тигля 2 на тепло- и электроизолирующих бусинках установлен нагреватель 4 из нихромовой проволоки диаметром 2 мм Обогреваемая донная часть 12 изготовлена из жаропрочной стали и снабжена нихромо- вым нагревателем 13 с диаметром проволоки 1,4 ммо Соединение донной части 12 с боковой водоохлаждаемой поверхностью корпуса 9 осуществлено через прокладку 11 из асбеста, пропитанного тальком Все соединения и вводы выполнены герметичными,
При распылении алюминия и его сплавов тигель 2, стержень 16 и форсунку 5 изготавливают из графита или корунда
Предлагаемая установка позволяет получать партии порошков цветных металлов и сплавов с температурой плавления до 1250 К
При распылении олова и его сплавов исходный металл в слитках или гранулах общей массой до 10 кг загружали в тигель 2, герметизировали корпус 1 и камеру 6, вакуумировали внутренние полости до абсолютного давления 1,3 - 1,5 Па и разогревали нагревателем 4 до температуры расплава 555 Ко При этом происходит дега
513
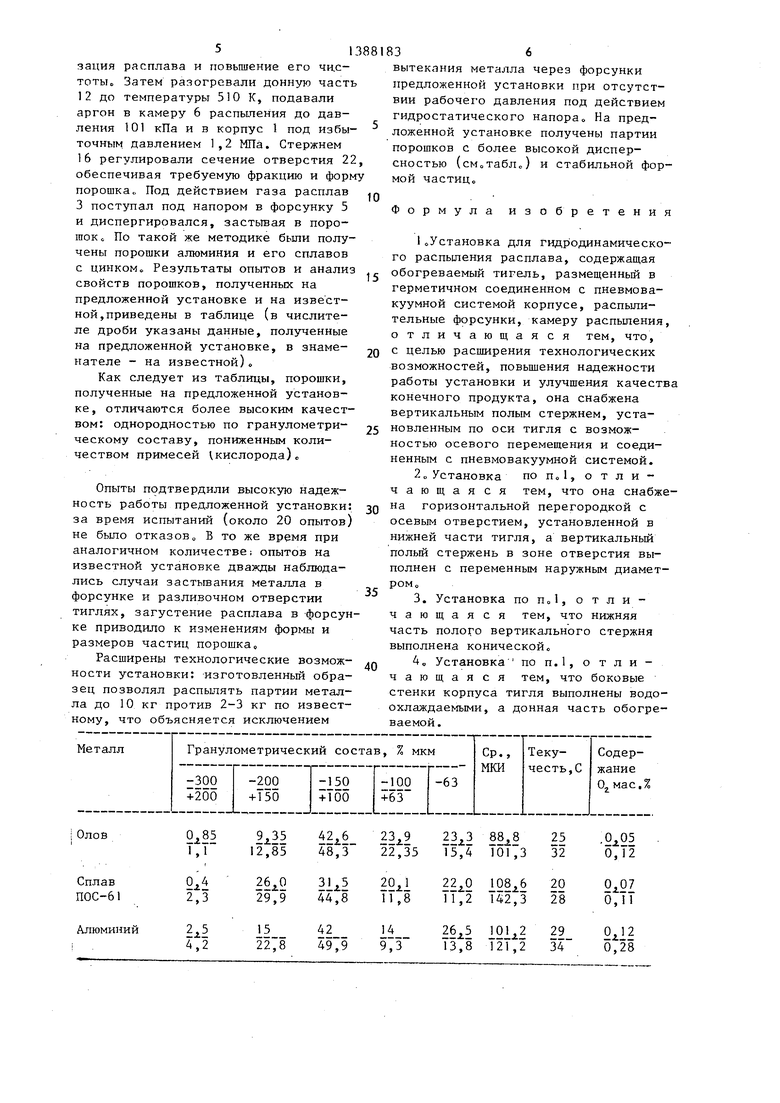
зация расплава и повышение его чистоты Затем разогревали донную часть 12 до температуры 510 К, подавали аргон в камеру 6 распыления до давления 101 кПа и в корпус 1 под избы- точным давлением 1,2 МПа. Стержнем 16 регулировали сечение отверстия 22 обеспечивая требуемую фракдию и форм порошка,, Под действием газа расплав 3 поступал под напором в форсунку 5 и диспергировался, застьгоая в порошок « По такой же методике были получены порошки алюминия и его сплавов с цинкомс Результаты опытов и анализ свойств порошков, полученных на предложенной установке и на известной, приведены в таблице (в числителе дроби указаны данные, полученные на предложенной установке, в знаменателе - на известной)
Как следует из таблицы, порошки, полученные на предложенной установке, отличаются более высоким качеством: однородностью по гранулометрическому составу, пониженным количеством примесей I,кислорода)
Опыты подтвердили высокую надежность работы предложенной установки: за время испытаний (около 20 опытов) не было отказов В то же время при аналогичном количестве; опытов на известной установке дважды наблюдались случаи застывания металла в форсунке и разливочном отверстии тиглях, загустение расплава в -форсунке приводило к изменениям формы и размеров частиц порошка
Расширены технологические возможности установки: изготовленный образец позволял распылять партии металла до 10 кг против 2-3 кг по известному, что объясняется исключением
Сплав ПОС-61
Алюминий
836
вытекания металла через форсунки предложенной установки при отсутствии рабочего давления под действием гидростатического напора На предложенной установке получены партии порошков с более высокой дисперсностью (смоТабЛо) и стабильной формой частиц
Формула изобретения
1 Установка для Гидр одинамическо- го распыления расплава, содержащая обогреваемый тигель, размещенный в герметичном соединенном с пневмовакуумной системой корпусе, распьши- тельные форсунки, камеру распыления, отличающаяся тем, что,
с целью расширения технологических возможностей, повьш1ения надежности работы установки и улучшения качества конечного продукта, она снабжена вертикальным полым стержнем, установленным по оси тигля с возможностью осевого перемещения и соединенным с пневмовакуумной системой.
2„ Установка по , отличающаяся тем, что она снабжена горизонтальной перегородкой с осевым отверстием, установленной в нижней части тигля, а вертикальный полый стержень в зоне отверстия выполнен с переменным наружным диаметром
4„ Установка по п.1, о т л и - чающаяся тем, что боковые стенки корпуса тигля выполнены водо- охлаждаемь1ми, а донная часть обогреваемой.
/ rs re
16
fpufl
