Изобретение относится к электродуговой сварке, наплавке и пайке в среде защитного газа, в частности к устройствам с управляемым переносом электродного металла, может применяться для нанесения электрических контактов, микросварки, местной металлизации.
Цель изобретения - использование плавящегося электрода с низкой электропроводностью без нагрева индуктора.
На чертеже схематически показана предлагаемая горелка для дуговой сварки плавящимся электродом.
Горелка содержит корпус 1, в котором размещены высокочастотный индуктор 2, подвижный мундштук 3, помещенный в направляющую втулку 4. Мундштук возвращается в исходное положение пружиной 5, в верхней части горелки индуктор прижимается к корпусу крышкой 6, в нижней части на корпусе закреплено сопло 7. Мунд- щтук 3 выполнен с фланцем, примыкающим к торцу индуктора 2. В корпус по трубке подается защитный газ, который через кольцевой паз и отверстия во втулке 4 поступает в зону сварки. На выходные зажимы высокочастотного индуктора 2 подаются импульсы тока, получаемые от разряда конденсатора (конденсатор и коммутирующее устройство не показаны). К корпусу горелки и к изделию 8 подводится напряжение от источника питания сварочной дуги.
Горелка работает следующим образом.
С помощью подающего механизма (не показан) в зону сварки подается плавящийся электрод 9 до упора его в изделие 8. Между электродом 9 и изделием 8 возбуждается электрическая дуга. Электрод 9 расплавляется и на его конце образуется капля расплавленного металла, которая доходит до торца мундштука, после чего плавление электроды прекращается вследствие увеличения теплоотвода от капли в мундштук. При этом дуга продолжает гореть, разогревая изделие.
После достаточного прогрева изделия на зажимы индуктора 2 подают импульсы тока от разряда конденсатора, благодаря чему в рабочем объеме индуктора 2 возникает сильное высокочастотное электромагнитное поле. В фланце мундштука 3 индуктируется высокочастотный ток большой величины, создающий электромагнитное поле. Взаимодействие этих полей приводит к движению мундштука вниз с большой скоростью и отделению капли расплавленного металла от
электрода. Эффективность передачи энергии мундштука зависит от электропроводности материала мундштука, диаметра фланца мундштука, а также от величины зазора
между индуктором и мундштуком. С учетом этого мундштук изготовлен из меди, диаметр фланца мундштука равен наружному диаметру индуктора, а для уменьщения зазора между индуктором и мундщтуком в ис- ходном положении предусмотрена пружина, которая плотно прижимает фланец мундщту- ка к торцовой поверхности высокочастотного индуктора. При уменьшении диаметра фланца мундщтука передача энергии ухудшается, скорость перемещения мундщтука падает.
При диаметре фланца мундштука больше, чем диаметр индуктора усложняется конструкция горелки, в то время как скорость движения мундштука практически не изменяется. В горелке применяется многовит- ковый плоский индуктор многократного
0 использования, помещенный в корпус и изолированный от него изоляцией на основе эпоксидных смол. Такой индуктор обеспечивает равномерность давления по всей площади фланца мундщтука. Изменяя ско5 рость перемещения мундштука, можно изменять характер переноса электродного металла к изделию, а также получать различные скорости движения капель.
Предлагаемая горелка в сравнении с прототипом обеспечивает возможность использо0 вания плавящегося электрода из проволоки с низкой электропроводностью, например титана, без перегрева индуктора, а также не требует сложных зарядно-разрядных цепей конденсатора.
35
Формула изобретения
40
1.Горелка для дуговой сварки плавящимся электродом, содержащая корпус, расположенный в нем мундштук, закрепленное на корпусе сопло для подачи защитного газа, а также высокочастотный индуктор, отличающаяся тем, что, с целью использования плавящегося электрода с низкой электропроводностью без перегрева индуктора, она снабжена установленной в корпусе направляющей втулкой для мундштука,
45 мундштук выполнен с фланцем, расположенным у торца индуктора, и установлен с возможностью продольного перемещения, а индуктор установлен в корпусе.
2.Горелка по п. 1, отличающаяся тем, что диаметр фланца мундштука равен наружно50 му диаметру индуктора.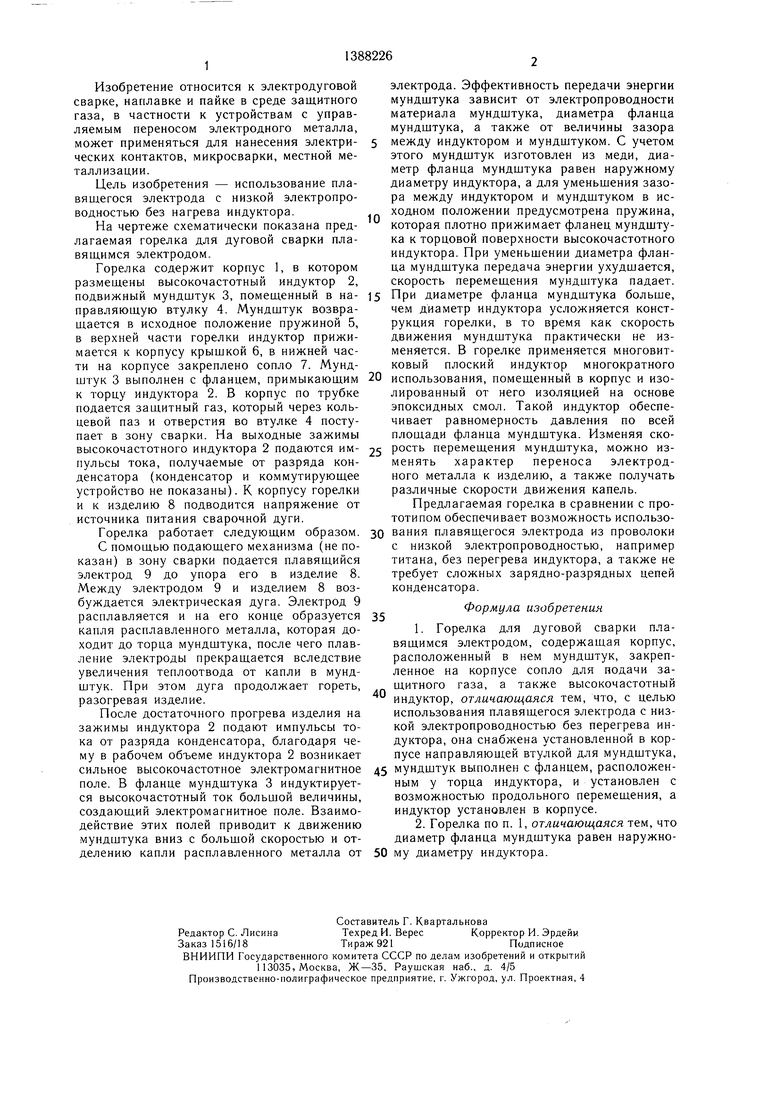
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU856706A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Способ дуговой сварки | 1982 |
|
SU1268341A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1342646A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
Изобретение относится к дуговой сварке, наплавке и пайке в среде защитного газа, в частности к устройствам с управляемым переносом электродного металла, может применяться для нанесения электрических контактов, микросварки, местной меЗои и/пн1ни газ таллизации. Цель изобретения - использование плавящегося электрода с низкой электропроводностью без перегрева индуктора. На зажимы индуктора 2 подают импульсы тока от разряда конденсатора. Вследствие этого в рабочем объеме индуктора 2 возникает высокочастотное электромагнитное поле. Во фланце мундштука 3 индуктируется высокочастотный ток, создающий электромагнитное поле. Взаимодействие этих полей приводит к движению мундштука 3 с большой скоростью вниз и отделению капли расплавленного металла от электрода. Мундштук 3 изготовлен из меди. Диаметр фланца мундштука 3 равен наружному диаметру индуктора 2. Для уменьшения зазора между индуктором 2 и мундштуком 3 фланец мундштука 3 подпружинен относительно торца индуктора 2. I з.п.ф-лы, 1 ил. I (Л со 00 00 ND О аг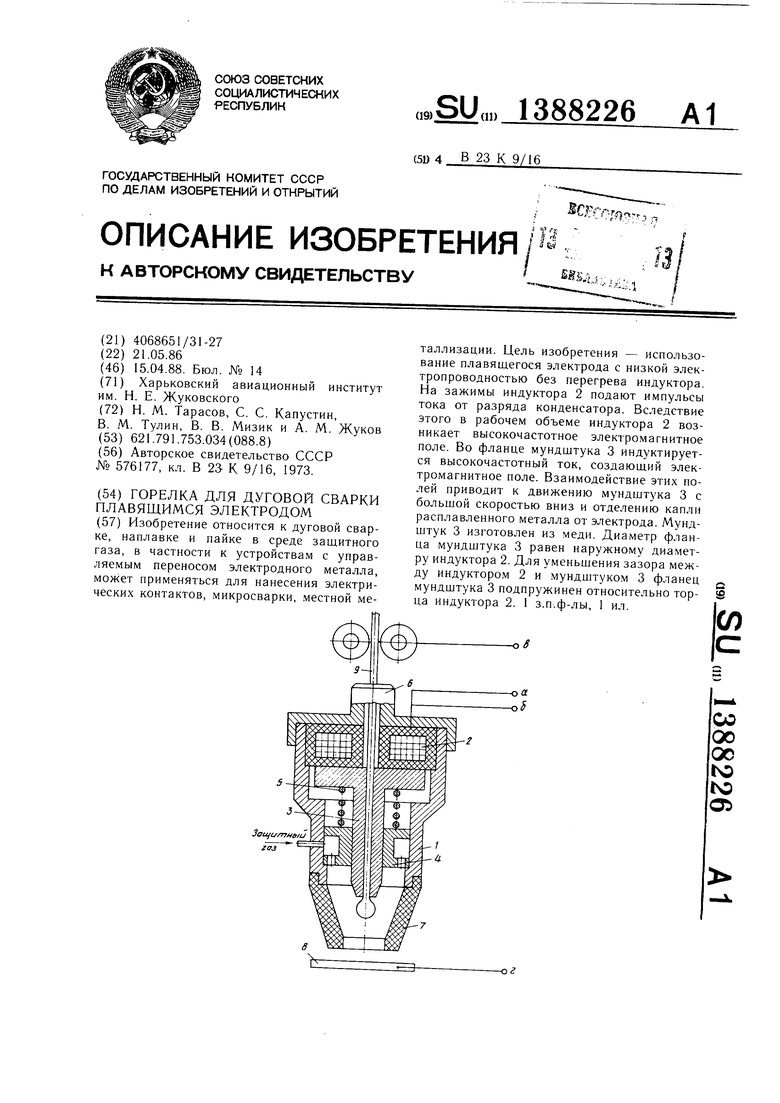
| Горелка для дуговой сварки | 1973 |
|
SU576177A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
