05
ЭО
СО
(ai.
Изобретение относнтсл к электродуговой сварке и может быть использовано при механизированной электродуговой сварке плавящимся электродом в среде защитных тазов стыковых и угловых швов металла толщиной более 10 мм,
Цель изобретения - повышение производительности и повышение качества сварных швов путем уменьшения разбрызгивания злектродного металла.
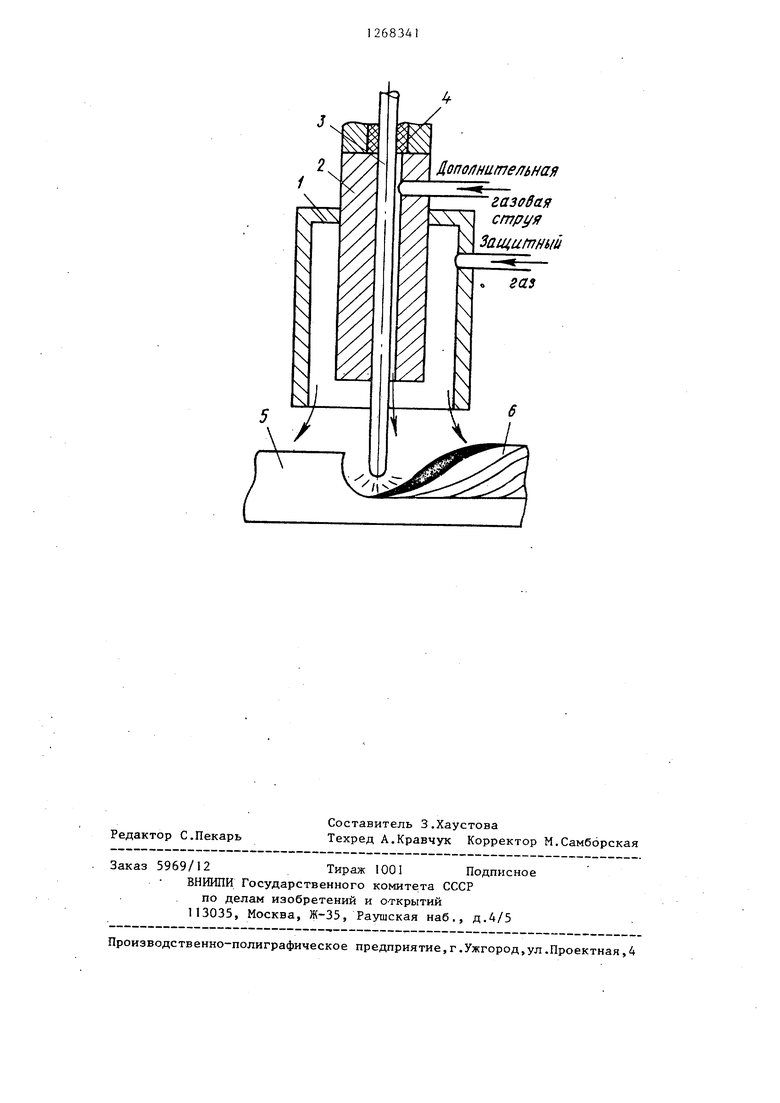
На чертеже представлена схема осуществления способа.
Технология способа состоит в следующем ,
Сварку ведут устройством, состоящим из сопла 1, через которое подают защитньй газ, мундщтука 2, через внутреннее отверстие которого подают электродную проволоку 3 и дополн ительную газовую струю, и из уплотнения 4 для запора газа. Электродную проволоку берут с диаметром, равным 0,65-0,9 диаметра внутреннего отверстия ,
При возбуждении электрической дуги между электродом 3 и свариваемым металлом 5 образуется ванна жидкого металла 6. Дополнительная газовая струя, которую подают через внутреннее отверстие мундштука, имея большую скорость, попадает на зеркало сварочной ванны и оттесняет жидкий металл из-под дуги, способствуя заглублению электродной проволоки,
При выборе диаметра электродной проволоки более 0,9 диаметра отверстия центральная струя не будет эффективно работать, так как проволока будет очень плотно закрывать выходное отверстие газа. При выборе его меньще 0,65 нарущается съем электрического тока с мундщтука, процесс сварки теряет стабильность.
Пример. Проводят сварку на следующих режимах: диаметр проволоки 2,0 мм; сварочный ток 390-410 А; напряжение 31-33 В; расход углекислоты 740 л /ч; скорость сварки 20 м/ч, с различными соотношениями между диаметром электродной проволоки и диаметром отверстия мундштука,
Результаты сварки представлены в таблице,
Предлагаем1 ш способ дуговой сварки по сравнению с известными способами позволяет повысить производительность процесса путем увеличения глубины проплавления основного металла а также снизить разбрызгивание и набрызгивание злектродного металла за счет заглубления дуги в основной металл.
Формула изобретения
Способ дуговой сварки, при котором возбуждают дугу между электродной проволокой, которую подают через внутреннее отверстие мундщтука, и свариваемым металлом и ведут сварку с подачей защитного газа через сопло горелки и внутреннее отверстие мундщтука, отличающийся тем, что, с целью повышения качества сварки путем уменьшения разбрызгивания металла электродной проволоки, электродную проволоку берут с диаметром, равным 0,65-0,9 диаметра внутреннего отверстия мундштука.
1,0 4,2 25,0 Стабильный
/
Д,опо/}нате/7ьная
газоЗая cmpi/ff
Защитный
газ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Горелка для дуговой сварки плавящимся электродом | 1986 |
|
SU1388226A1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU112808A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
Изобретение относится к области сварки,в частности к способам дуговой сварки, и может быть применено в различных отраслях машиностроения при изготовлении сварных конструкций толщиной более 10 мм. Целью изобретения является повышение качества сварки. Способ заключается в том, что сварку ведут с подачей защитного газа через сопло горелки и отверстие в мундштуке, через которое подают также электродную проволоку. При этом электродную проволоку берут с диаметром 0,65-0,9 диаметра отверстия мундштука. Это позволяет увеличить глубину проплавления и уменьшить разбрызгивание металла электродi ной проволоки. 1 ил., 1 табл. (/)
| Акулов А.И | |||
| и др | |||
| Оборудование и технология сварки плавлением.М.: Машиностроение, 1977, с.48-49, рис.40 | |||
| Горелка для дуговой сварки вСРЕдЕ зАщиТНыХ гАзОВ | 1979 |
|
SU821096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
