(21)4141262/25-27
(22)15.07.86
(46) 15.04.88. Бюл. № 14
(72) В. Н. Лузай
(53) 621.791.763.037.3(088.8)
(56) Авторское свидетельство СССР
№ 876341, кл. В 23 К 11/06, 1979.
Авторское свидетельство СССР № 1055606, кл. В 23 К 11/06, 1982.
Авторское свидетельство СССР № 472772, кл. В 23 К 11/28, 1973.
Авторское свидетельство СССР № 1016109, кл. В 23 К 11/10, 1981.
(54) ГОЛОВКА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ
(57) изобретение относится к оборудованию для контактной шовной сварки, а именно к оборудованию для сборки корпусов интегральных схем. Целью изобретения является упрощение конструкции и повышение долговечности роликового электрода. Вал имеет проточку с отверстием со стороны торцовой поверхности роликового электрода. Механизм устранения проскальзывания выполнен в виде вихревой трубы. Газ вводят в направлении враш,ения электрода. При этом воздух из штуцера 11 через кольцевую выточку 12 и сопло закручивается в вихрь в завихрите- ле 8. Горячий поток выходит в атмосферу«че- рез отверстия в гайке 10. Врашаюш.ийся холодный поток обдувает электрод 4, охлаждая и одновременно вращая его. 2 ил.
i
СЛ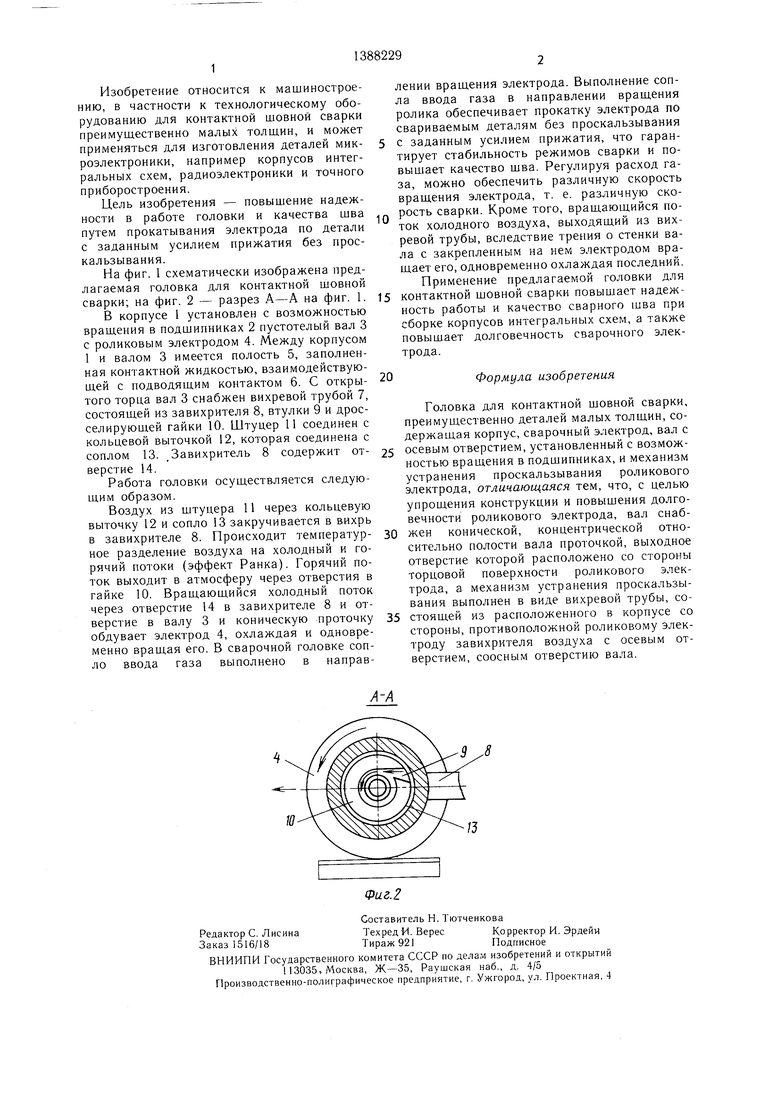
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| ГОРЕЛКА ВОДООХЛАЖДАЕМАЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2484933C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Электродная головка для контактной шовной сварки металлов | 1981 |
|
SU1016109A1 |
| Головка для контактной сварки | 1981 |
|
SU1013169A1 |
| Клещи для контактной точечной сварки | 1973 |
|
SU472772A1 |
| Устройство для зачистки сварочных роликовых электродов | 1976 |
|
SU695779A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| ЩЕЛЕВОЙ ТЕПЛООБМЕННИК | 2011 |
|
RU2472089C1 |
со
00
00 to
N5
аг.1
Изобретение относится к машиностроению, в частности к технологическому оборудованию для контактной шовной сварки преимуш,ественно малых толшин, и может применяться для изготовления деталей микроэлектроники, например корпусов интегральных схем, радиоэлектроники и точного приборостроения.
Цель изобретения - повышение надежности в работе головки и качества шва путем прокатывания электрода по детали с заданным усилием прижатия без проскальзывания.
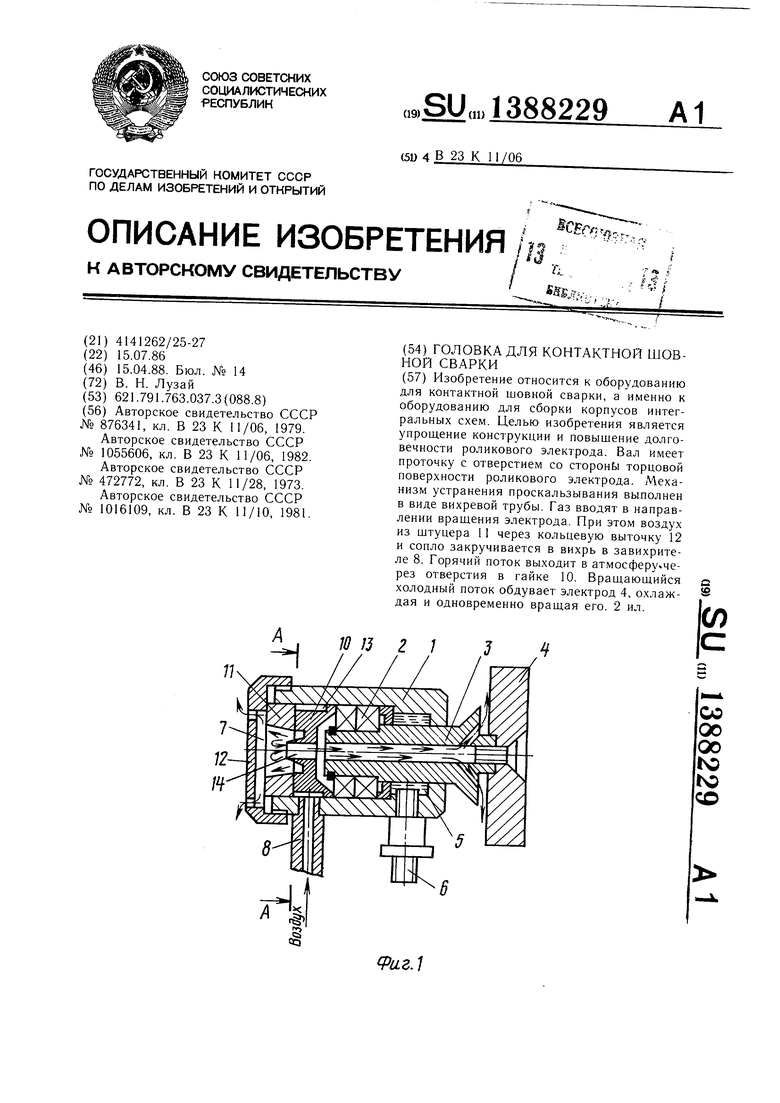
На фиг. 1 схематически изображена предлагаемая головка для контактной шовной сварки; на фиг. 2 - разрез А-А на фиг. 1.
В корпусе 1 установлен с возможностью враш.ения в подшипниках 2 пустотелый вал 3 с роликовым электродом 4. Между корпусом 1 и валом 3 имеется полость 5, заполненная контактной жидкостью, взаимодействую- ш,ей с подводяш,им контактом 6. С открытого торца вал 3 снабжен вихревой трубой 7, состояш,ей из завихрителя 8, втулки 9 и дрос- селируюш.ей гайки 10. Штуцер 11 соединен с кольцевой выточкой 12, которая соединена с соплом 13. Завихритель 8 содержит отверстие 14.
Работа головки осуществляется следую- ш,им образом.
Воздух из штуцера 11 через кольцевую выточку 12 и сопло 13 закручивается в вихрь в завихрителе 8. Происходит температурное разделение воздуха на холодный и горячий потоки (эффект Ранка). Горячий поток выходит в атмосферу через отверстия в гайке 10. Вращающийся холодный поток через отверстие 14 в завихрителе 8 и отверстие в валу 3 и коническую проточку обдувает электрод 4, охлаждая и одновременно вращая его. В сварочной головке сопло ввода газа выполнено в направлении вращения электрода. Выполнение сопла ввода газа в направлении вращения ролика обеспечивает прокатку электрода по свариваемым деталям без проскальзывания
с заданным усилием прижатия, что гарантирует стабильность режимов сварки и повышает качество шва. Регулируя расход газа, можно обеспечить различную скорость вращения электрода, т. е. различную скорость сварки. Кроме того, вращающийся поток холодного воздуха, выходящий из вихревой трубы, вследствие трения о стенки вала с закрепленным на нем электродом вращает его, одновременно охлаждая последний. Применение предлагаемой головки для
контактной шовной сварки повышает надежность работы и качество сварного шва при сборке корпусов интегральных схем, а также повышает долговечность сварочного электрода.
20
Формула изобретения
Головка для контактной шовной сварки, преимущественно деталей малых толщин, содержащая корпус, сварочный электрод, вал с
осевым отверстием, установленный с возможностью вращения в подшипниках, и механизм устранения проскальзывания роликового электрода, отличающаяся тем, что, с целью упрощения конструкции и повыщения долговечности роликового электрода, вал снабжен конической, концентрической относительно полости вала проточкой, выходное отверстие которой расположено со стороны торцовой поверхности роликового электрода, а механизм устранения проскальзывания выполнен в виде вихревой трубы, состоящей из расположенного в корпусе со стороны, противоположной роликовому электроду завихрителя воздуха с осевым отверстием, соосным отверстию вала.
/3
