выпадания колец до начала поворота лотка. Устройство содержит корпус 1, на котором смонтирован приемный лоток 19 с приводом его поворота в виде силового цилиндра 25. Приемный лоток 19 шарнирно соединен со штоком 26 силового цилиндра 25. Шток 26 посредством шарнирной тяги 28 соединен с удерживающим упором 21. Упор 21 установлен в корпусе 1 с возможностью поворота. Благодаря этому обеспечивается синхронизация движения поворотного лотка 19 и удерживающего упора 21, исключается возможность падения кольца мимо стержня клапана. Кроме того, снижается брак благодаря повышению точности сварки клапана с кольцом. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для наплавки клапанов двигателей внутреннего сгорания | 1987 |
|
SU1454629A1 |
| Установка для наплавки клапанов двигателей внутреннего сгорания | 1977 |
|
SU897438A1 |
| СГ.СОЮЗНАЙ [ Институт электросварки им. Е. О. Патока \, „ гг tsMiUKfljiri.ilb-T-J^i^''' ^^^'•^'-It - . .-^ -»- I- Lf л1_ | 1971 |
|
SU292400A1 |
| Автоматическая линия для обработки изделий | 1977 |
|
SU707773A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| Технологический модуль для объемной штамповки | 1990 |
|
SU1776214A3 |
| Устройство для сборки винтов с кольцами | 1980 |
|
SU973288A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1997 |
|
RU2157295C2 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
Изобретение относится к сварке, в частности к устройствам для сборки деталей типа стержень и кольцо, и может быть использовано в установках для индукционной наплавки клапанов двигателей внутреннего сгорания жаростойким сплавом. Цель изобретения - повышение надежности путем исключения 22. S ел Фиг.З
Изобретение относится к сварке, в частности к устройствам для сборки деталей типа стержень и кольцо, и может быть использовано в установках для индукционной наплавки клапанов двигателей внутреннего сгорания (ДВС) жаростойким сплавом.
Цель изобретения - повышение надежности путем исключения выпадания колец до начала поворота лотка.
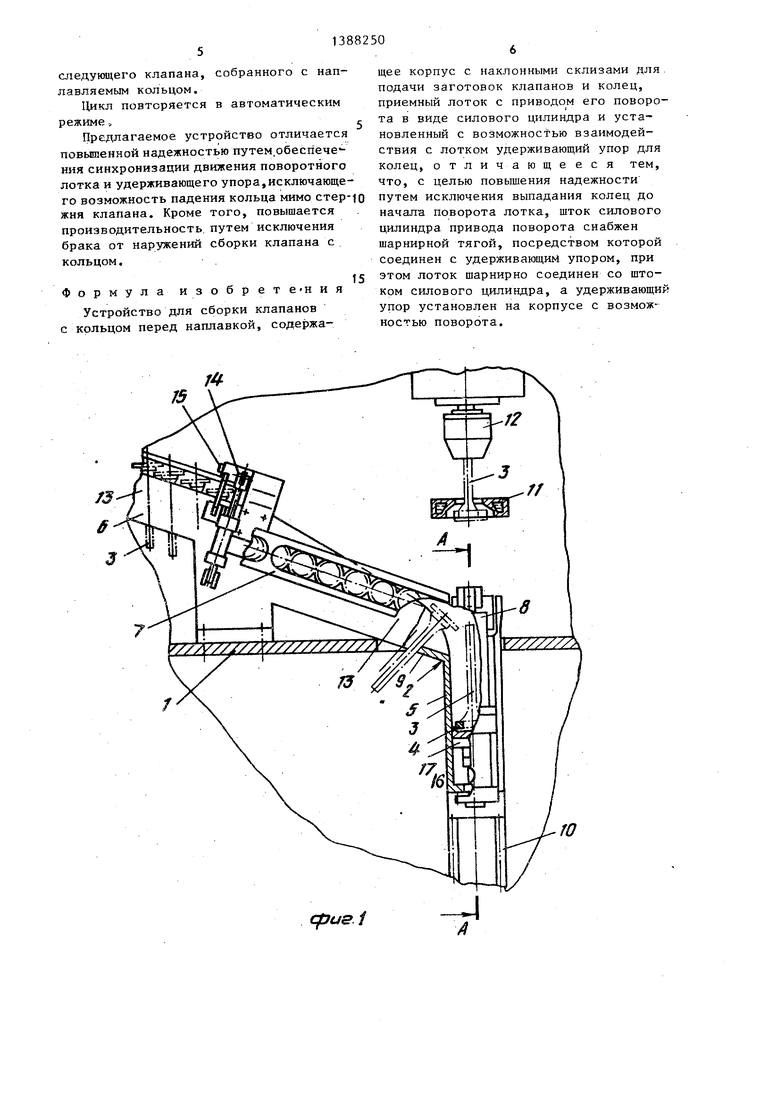
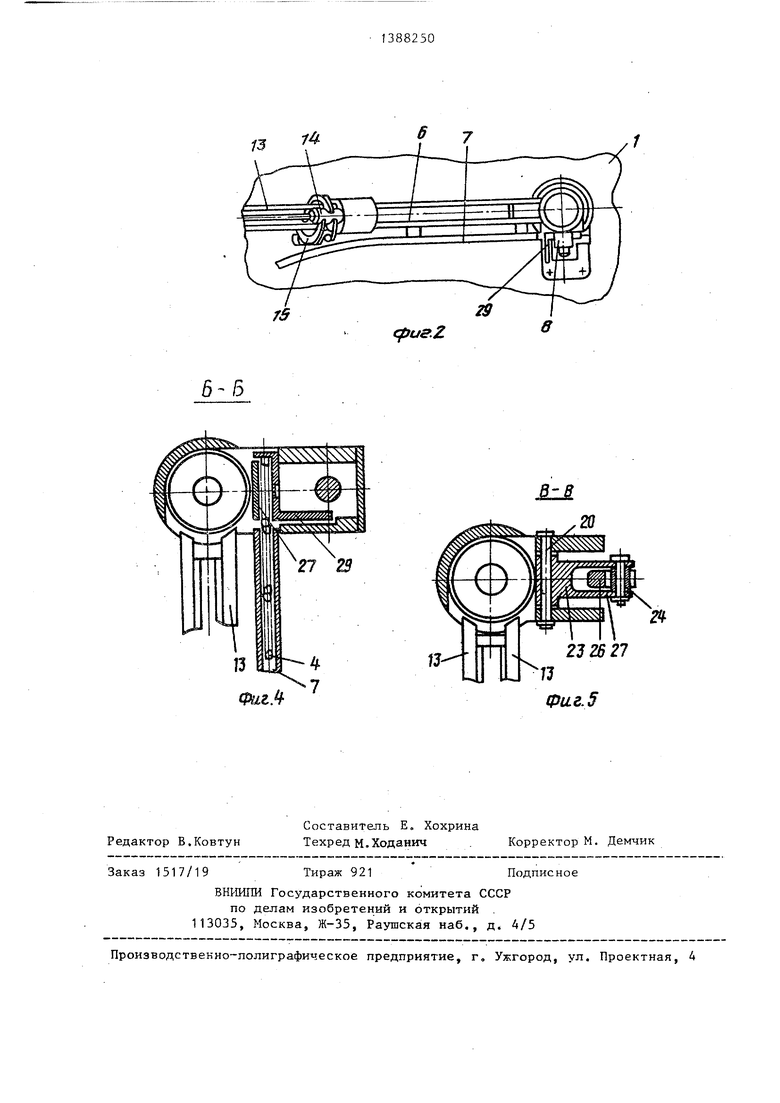
На фиг.1 изображено устройство для сборки клаг;ана с кольцом перед подачей их на наплавку; на фиг.2 - то же, вид сверху; на фиг.З - вариант взаимосвязи поворотного лотка с открывающейся стенкой и приводом, разрез А-А на фиг.1 (в увеличенном масштабе); на фиг.4-разрез на фиг.З; на фиг.5 - разрез на фиг.З.
Устройство для сборки клапана с кольцом (фигЛ) содержит корпус 1. На корпус 1 (фиг.1 и 2 )смонтировано приспособление 2 для сборки заготов- ки клапана З.с наплавляемым кольцом, 4, включающее вертикально установленный трубчатьш корпус 5, примыкающие к нему наклонные склизы 6 и 7 соответственно для подачи заготовок кла- паноЕ и колец, приемник 8 кольца, служащий для приема и отделения одного кольца из ряда находящихся в склизе колец и последующей подачи этого кольца на стержень клапана. Кроме то- го, у верхней части трубчатого корпуса 5 установлен упор 9.
На корпусе 1 также смонтировано устройство 10 для подачи собранной с кольцом заготовки клапана на нап-
5
0
5
0
5
40
лав ку в индуктор 11 . Зажимный патрон 12 служит для удержания клапана в индукторе при наплавке.
Склиз 6 образован двумя параллельными направляющими пластинами 13, расположенными под углом к трубчатому корпусу 5, достаточным для перемещения клапанов под действием их собственного веса. На склизе 6 смонтировано приспособление 14 для отделения одного клапана из ряда образованного клапанами на склизе. Приспособление 14 представляет собой известный в технике отсекатель, содержащий установленное на оси коромысло 15, связанное с приводом, например, в виде пневмоцилиндра.
Склиз 7 имеет коробчатую форму, вытянутую в сечении в вертикальном направлении по форме кольца 4, установленного на ребре. Для качания колец под действием собственного веса склиз 7 имеет общий наклон к горизонтали. Возле трубчатого корпуса 5 склиз 7 примыкает к приемнику 8 кольца.
Устройство 10 для подачи клапана на наплавку в индуктор выполнено в виде пневмоцилиндра 16, на штоке которого установлена платформа 17 с кольцевым коническим буртом 18. Платформа 17 введена в трубчатый корпус- 5 и предназначена для приема подаваемого головкой вниз клапана.
Приемник 8 (фиг.3-5) кольца смонтирован в верхней части трубчатого корпуса 5 и состоит из поворотного лотка 19, установленного .с возможностью вращения вокруг оси 20 и удерживающего упора 21, шарнирно установленного над лотком 19 с возможностью поворота вокруг оси 22, закрепленного на трубчатом корпусе 5.
Под углом к поворотному лотку 19 прикреплена вилка 23, на которой установлен ролик 24.
1 На трубчатом корпусе 5 с внешней стороны его и ниже приемника 8. смонтирован привод поворотного лотка в виде пневмоцилиндра 25, в штоке 26 которого имеется паз 27, охватывающий ролик 24 в вертикальном направлении с возможностью горизонтального перемещения ролика в пазу.
На свободном конце штока 26 смонтирована шарнирная тяга 28, соединяющая щток 26 с удерживающим упором 21 приемника 8. К торцу поворотного лотка 19 по существу перпендикулярно склизу 7 для подачи колец прикреплена пластина 29 (фиг.2 и 4) служащая для перекрытия склиза 7 з момент подачи кольца на стержень клапана.
Устройство снабжено системой управления (не показана), которая обеспечивает работу, в автоматическом режиме .
Устройство работает следующим образом.
Дается команда на выдачу одного клапана. Коромысло 15, совершая кача- тельное движение, одним плечом отпускает удерживаемый клапан, а другим перекрывает склиз 6, препятствуя движению следующих клапанов. Под действием силы собственного веса клапан 3 перемещается по склизу 6 к трубчатому корпусу 5о Достигнув трубчатого корпуса 5 и ударяясь стержнем об упор 9, клапан 3 ориентируется головкой вниз и падает внутрь трубчатого корпуса 5. Внутри трубчатого корпуса клапан 3, опираясь головкой на платформу . 17, занимает вертикальное положение.
Дается команда на надевание наплавляемого кольца на стержень клапана. Срабатьшает пневмоцилиндр 25, шток 26 перемещается вверх. При этом одновременно начинают поворачиваться лоток 19, приводимый в движение вилкой 23 и роликом 24, и удерживающий упор 21, приводимый в движение шарнирной тягой 28. Поворачиваясь вокруг осей 20 и 22, лоток 19 и удерживающий упор 21 одновременно отклоняются в сторону внутренней полости трубчатого корпуса 5, в которой находится кла
0
5
0
5
0
5
0
5
пан. Пространство лотка 19, в котором находится кольцо, не раскрывается сразу, не давая выпасть кольцу, а только в конечной стадии поворота лотка 19 удерживающий упор 21 отклоняется настолько, что кольцо может выпасть.
При этом л оток 19 уже находится над клапаном и кольцо надевается на стержень клапана, падая внутрь трубчатого корпуса 5..Укладьгоаясь на го- ловке клапана 3, наплавляемое кольцо 4 направляется коническим буртом 18 платформы 17 для занятия положения, при котором оно оплавляется.
Одновременно с подачей кольца, т.е. при поворота лотка 19, пластина 29, перекрывая склиз 7, запирает его.
При перемещении штока 26 вниз поворотный лоток 19 и удерживающий упор 21 под воздействием вилки 23 с роликом 24 и щарнирной тяги 28 возвращается в исходное-положение, вновь образуя пространство для приема очередного кольца в лоток 19. При этом пластина 29 открьшает склиз 7 и ряд колец перемещается по нему вниз, досылая нижнее кольцо в лоток 19, ограниченный с одной стороны удерживакицим упором 21.
Далее дается команда на подачу собранной с кольцом заготовки клапана в индуктор на наплавку. Срабатывает- пневмоцилиндр 16. При этом платформа 17, установленная на штоке цилиндра 16, поднимаясь, подает установленный на платформе клапан 3 с надетым наплавляемым кольцом 4 в индуктор 11 и зажимной патрон 12. По достижении клапаном индуктора стержень клапана прижимается в патроне и согласно системе управления подаются команды на. вращение патрона и включение индуктора на перемещение платформы 17 пнев- моцилиндром 16 в исходное положение.
Во время расплавления в поле тока индуктора 11 кольца 4 из жаростойкого сплава и наплавления его на заготовку клапана 3, вращаемого в индукторе для равномерности наплавки по окружности, с помощью системы управления осуществляется подача в трубчатый корпус 5 очередной пары деталей клапана и кольца.
По окончании наплавки предыдущего клапана и выгрузки его из индуктора дается команда на подачу на наплавку
следующего клапана, собранного с наплавляемым кольцом.
Цикл повторяется в автоматическим режиме,
Предлагаемое устройство отличается повышенной надежностью путем,обеспечения синхронизации движения поворотного лотка и удерживающего у пор а, исключающего возможность падения кольца мимо стержня клапана. Кроме того, повышается производительность, путем исключения брака от наружений сборки клапана с кольцом.
Формула изобрет е-н и j
Устройство для сборки клапанов с кольцом перед наплавкой, содержаю
/«
сриг 1
о
5
щее корпус с наклонными склизами для подачи заготовок клапанов и колец, приемный лоток с приводом его поворота в виде силового цилиндра и установленный с возможностью взаимодействия с лотком удерживающий упор для колец, о тличающе еся тем, что, с целью повышения надежности путем исключения выпадания колец до начала поворота лотка, шток силового цилиндра привода поворота снабжен шарнирной тягой, посредством которой соединен с удерживающим упором, при этом лоток шарнирно соединен со штоком силового цилиндра, а удерживающий упор установлен на корпусе с возможностью поворота.
W
5-6
f 7
fffue.Z
| Установка для наплавки клапанов двигателей внутреннего сгорания | 1977 |
|
SU897438A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
