Изобретение относится к устройствам неразрушающего контроля качества изделий и может найти применение в различных отраслях промышленности.
Целью изобретения является повышение производительности контроля за счет снабжения устройства дополнительной кареткой с ультразвуковь м преобразователем и установки на обе каретки электродвигателей с регуляторами их вращения.
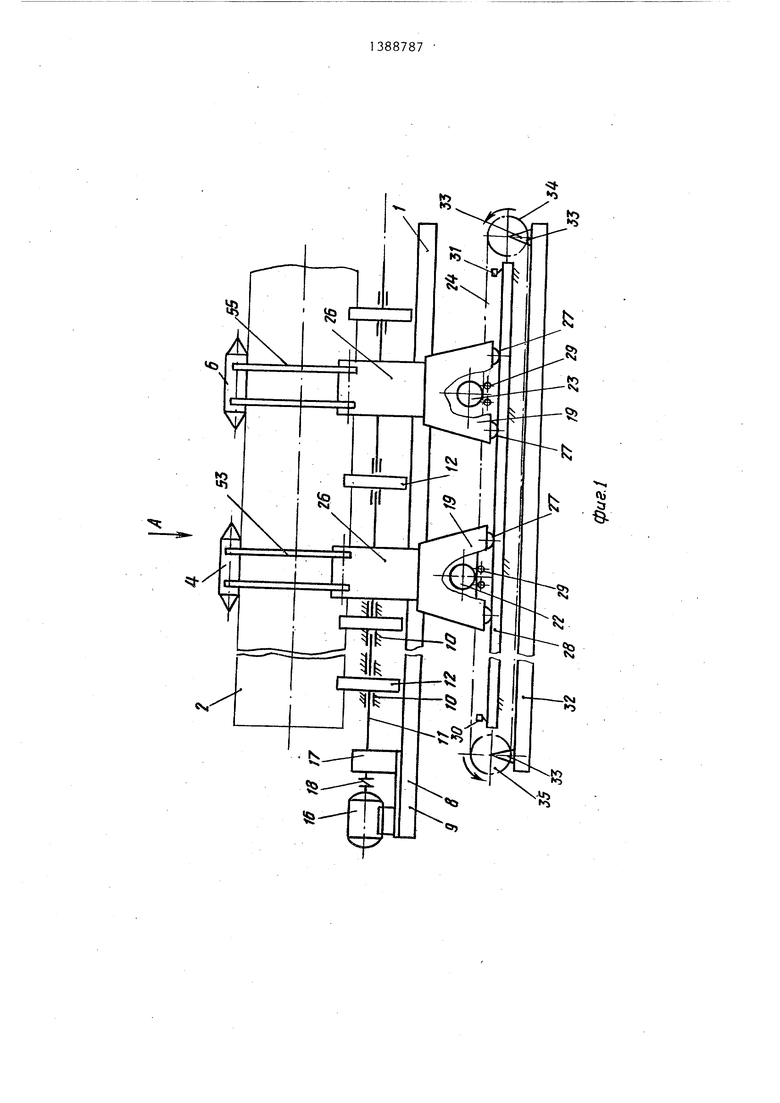
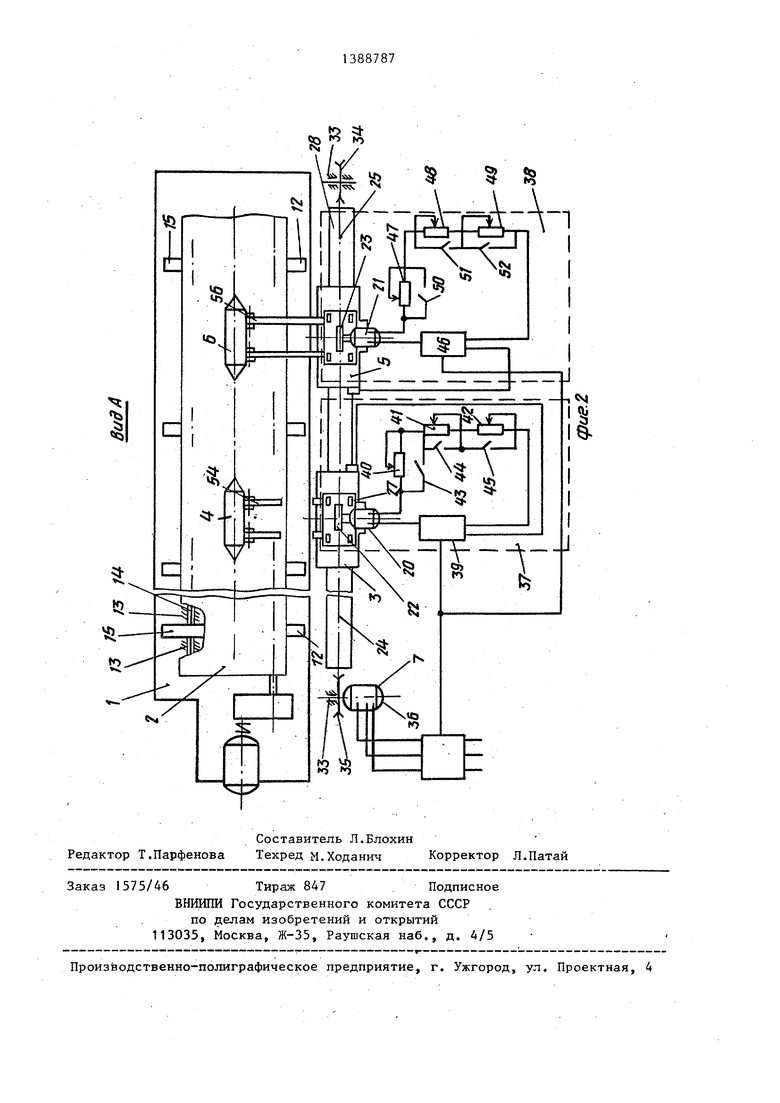
На фиг.1 изображено устройство для неразрушающего контроля изделий; на фиг.2 - вид А. на фиг.1.
Устройство для неразрушающего контроля изделий содержит основание 1, размещенный на нем механизм вращения контролируемого изделия 2, каретку 3 с ультразвуковым преобразовате- лем 4 и дополнительную каретку 5 ,с феррозондовым преобразователем 6 и общим приводом 7.
Механизм вращения изделия 2 выполнен в виде, например, роликропорного вращателя 8, состоящего из станины 9 с опорами 10, в которых установлен приводной вал 11 с приводными роликами 2, а в опорах 13 установлен вал 14 с неприводными роликами 15. Конт- ролируемое изделие 2 установлено на приводные и неприводные ролики 12 и 15. Приводные ролики 12 соединены с электродвигателем 16 через вал 11, редуктор 17 и муфту 18.
Каретка 3 с ультразвуковым преобразователем 4 и дополнительная каретка 5 с феррозондовым преобразователем б выполнены в виде отдельных рам 19, на -каждой из которых закреплен электропривод (20 и 21), на выходном валу каждого из которых находятся зубчатые колеса 22 и 23 соответственно, находящиеся в постоянном зацеплении с одной ветвью 24 бесконечной цепи 25 общего привода 7. Каретки 3 и 5 соответственно с ультразвуковым и феррозондовым преобразователями 4 и 6 снабжены подвижным кронштейном 26, имеющим возможность вертикально- го перемещения относительно рамы 19. Опорными роликами 27 рамы 19 каждой каретки 3 и 5 опирается на направляющую 28. В зоне зацепления колес 22 и 23 с бесконечной цепью 25 находятся поддерживающие роли ки 29 (под ветвью 24). Для ограничения хода кареток 3 и 5 установлены выключатели 30 и
31. :
Привод 7 перемещения кареток 3 и 5 с преобразователями 4 и б содерясит основание 32, на котором установлены опоры 33 с неприводным зубчатым колесом 34 и приводным зубчатым колесом 35 с электродвигателем 36. Зубчатые колеса 34 и 35 соединены бесконечной цепью 25, одна ветвь 24 которой находится в постоянном зацеплении с зубчатыми колесами 22 и 23 каждой каретки (3 и 5) с преобразователями 4 и 6.
Каждая каретка (3 и 5) с преобразователями 4. и 6 снабжена механизмами 37 и 38 координации перемещения соот- ветстве,нно. Механизм 37 координации перемещения каретки 3 снабжен регулятором скорости, выполненным в виде реле (не показано), тиристорного привода 39 и последовательно соединенных между собой регулируемь:х резисторов 40-42 и с электроприводом 20. Параллельно к регулируемому резистору 40 подсоединен контакт 43, соответственно к резистору 41 - контакт 44, к резистору 42 - контакт 45 реле. Электропривод 20, зубчатое колесо 22 и регулятор скорости образуют механизм. 37 координации перемещения.
Механизм 38 координации перемещения каретки 5 с преобразователем 6 снабжен также регулятором скорости, выполненным в виде реле (не показано), тиристорного привода 46 и последовательно соединенных между собой регулируемых резисторов 47-49 с электроприводом .21. Параллельно к регулируемому резистору 47 подсоединен контакт 50, соответственно к резистору 48 - контакт 51, к резистору 49 - контакт 52 реле. Электропривод 21, зубчатое колесо 23 и регулятор скорости образуют механизм 38 координации перемещения.
На каретке 3 ультразвуковой преобразователь 4 установлен на штанге 53 с помощью шарнира 54, феррозондо- вый преобразователь 6 каретки 5 установлен на штанге 55 с помощью шарнира 56.
Устройство работает следующим образом. .
Предварительно на установленный на основании I механизм перемещения изделия 2,. выполненный в виде ролико- опорного вращателя,8, укладьшают контролируемое изделие 2, включают электродвигатель 16, вращение вала которого через муфту 18, редуктор 17
и приводной вал 1I, закрепленный в опорах 10, установленный на станине 9, передается на приводные ролики 12, в результате чего приводные ролики 12, вращаясь, приводят во вращение контролируемое изделие 2, а оно заставляет вращаться неприводные ролики 15 с валом 14, установленным в
звукового контроля и контактами 43, 44,45 блокируются резисторы 40-42, в результате чего скорость вращения электродвигателя 20 увеличивается, увеличивается и скорость вращения зубчатого колеса 22 так, что его линейная скорость с тановится больше линейной скорости перемещающейся беско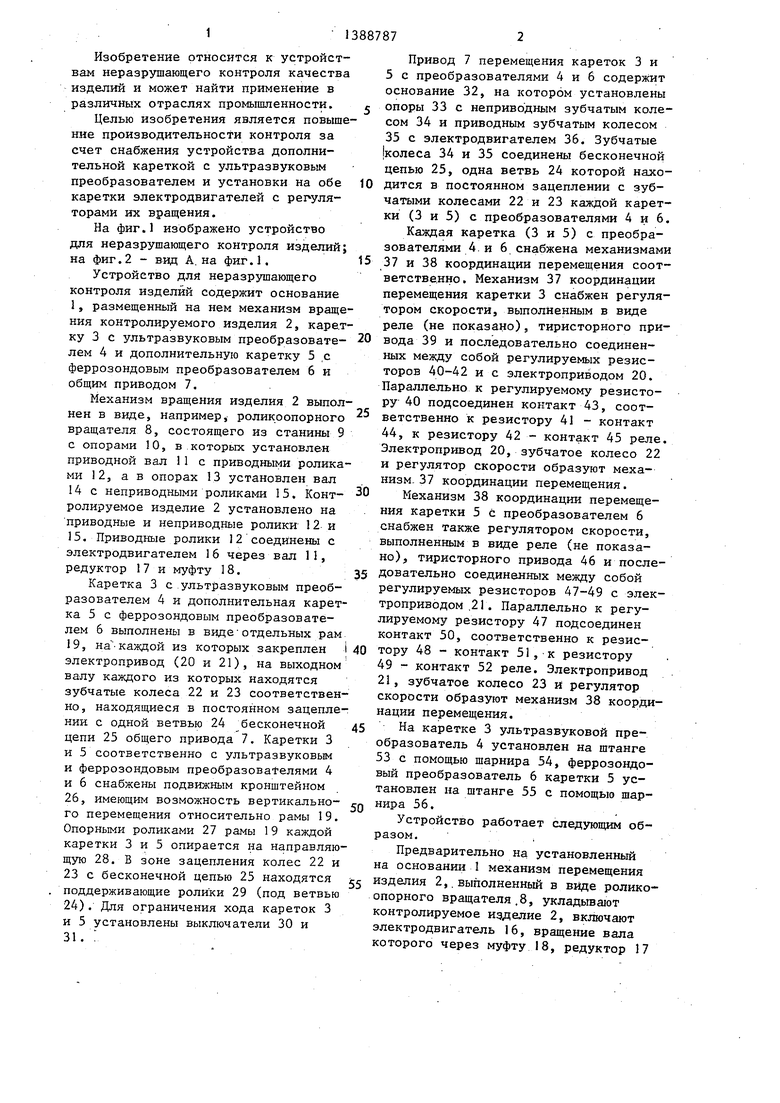
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля трубчатых изделий | 1986 |
|
SU1415177A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Сканирующее устройство | 1982 |
|
SU1019325A1 |
| Устройство для контроля изделий | 1991 |
|
SU1826060A1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1987 |
|
SU1587433A1 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Устройство для ультразвукового контроля труб | 1987 |
|
SU1677620A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство для неразрушающего контроля поверхности электропроводящих объектов | 1989 |
|
SU1682903A1 |
Изобретение относится к устройствам для неразрушающего контроля. Целью изобретения является повышение производительности контроля за счет возможности регулирования скорости перемещения ультразвуковых преобразователей при появлении сигнала и возможности повторного сканирования в месте появления сигнала. Устройство содержит бесконечную цепь, две каретки с электродвигателями, на валах которых установлены зубчатые колеса, взаимодействующие с бесконечной цепью. На каретках установлены ультразвуковые преобразователи, а электродвигатели кареток снабжены механизмами координации перемещения и регуляторами скорости вращения электродвигателя. Для вращения контролируемого изделия используется механизм вращения. В процессе контроля одновременно производится вращение контролируемого изделия механизмом вращения и перемещение ультразвуковых преобразователей вдоль . контролируемого изделия за счет того, что бесконечная цепь вращает вал двигателя каретки в ту же сторону, в которую вращается сам вал при подаче напряжения. Но включением регулятора скорости линейная скорость зубчатого колеса на валу двигателя каретки изменяется относительно линейной скорости бесконечной цепи, что дает возможность регулировать линейную скорость преобразователя и при необходимости выполнить повторный контроль без возвращения каретки в исход- ное положение. 2 ил. 1 з.п. ф-лы. S (Л 00 оо 00 00 SI
опорах 13, жестко соединенных со ста-iQ нечной цепи. Это приводит к перемешениной 9. Одновременно с этим включается привод 7 перемещения каретки 3 с ультразвуковым преобразователем 4, соединенным с помощью шарнира 54 со штангой 53 кронштейна 26 и каретки 5 с феррозондовым преобразователем 6, соединенным шарниром 56 со штангой 55 кронштейна 26 этой каретки. В результате этого электродвигатель 36 вращает приводное зубчатое колесо 35, которое, перемещая бесконечную цепь 25, вращает неприводное зубчатое колесо 34, установленное в,опоре 33, жестко связанной с основанием 32, Одновременно с этим с помощью механизмов 37 и 38 координации перемещения соответственно кареток 3 и 5 с преобразователями 4 и 6, содержащих тиристорные приводы 39 и 46, вращаются от электроприводов 20 и 2 зубчатые колеса 22 и 23, находящиеся в постоянном зацеплении с ветвью 24 бесконечной цепи 25. При этом бесконечная цепь перемещается в сторону зоны контроля, а зубчатые колеса 22 и 23 соответственно кареток 3 и 5 с ультразвуковым 4 и феррозондовым 6 преобразователями вращаются в противоположную сторону. В этом случае их линейная -скорость V меньше линейной скорости Vg перемещения бесконечной цепи. Образовавшаяся разность этих скоростей (jflV), является линейной скоростью перемещения по направляющей 28 на опорных роликах 27, установленных на раме 19, соответствующих кареток 3 и 5 с ультразвуковым 4 и феррозондовым 6 преобразователями. При этом с помощью тиристорных приводов 39 и 46, регулируемых резисторов 40-42 и 47-49 для обоих кареток устанавливается одинаковая линейная скорость, т.е. перемещаются они вдоль вращающегося контролируемого изделия синхронно до тех пор п-ока дефектоскопической аппаратурой (не показано) не будет обнаружен дефект. В этом случае по сигналу от дефекта включаются все реле каретки З -ультра15
20
25
30
35
40
50
55
нию каретки 3 на 1-2 шага назад в зону дефекта. После этого обесточивается одно реле (не показано) и контакты 43 его размьшаются, что обеспечивает вращение зубчатого колеса 22 каретки 3 со скоростью, линейной скорости перемещения бесконечной цепи 25, так как их вращение ос: тцест- вляется в противоположные стороны - каретка 3 с ультразвуковым преобразователем 4 останавливается. Б результате вращения контролируемого изделия 2 в этом случае сканирование идет по кольцевой траектории. По сигналу датчика (не показан) через оборот, например, трубы 2, если дефект не ос-- наружен повторно, размыкаются контакты 44 второго реле (не показано), В этом случае линейная скорость вращаю- щегося зубчатого колеса 22 уменьшается, но остается меньше ДУ, Это обеспечивает перемептение каретки 3 вдоль контролируемого изделия 2 в техно-, логическом направлении, при этом шаг винтовой линии меньше шага сканирования. Если через 1-2 оборота изделия (так запрограммировано) дефект не будет обнаружен (ложное срабатывание от помехи)5 подается команда на отключение контактов 45 третьего реле. В этом случае скорость перемещения каретки 3 увеличивается и продолжается поиск следуюш;их дефектов с заданным шагом винтовой линии сканирования. Винтовая траектория сканирования образуется врв-щением контролируемого изделия 2 приводньши роликами 12, неприводньн-ш- роликами :15 и перемеш;еш-1ем кареток 3 и 5 с ультразвуковым и феррозондовым преобразователями 4 и 6 вдоль С2ГО образующей.
Если же повторным сканированием дефект обнарулсен, вкл;очается марки- ратор (не показан), отмечая место обнаруженного дефекта. Аналогичным образом работает схема управления каретки 5 с феррозондовым преобразователем 6.
5
0
5
0
5
0
0
5
нию каретки 3 на 1-2 шага назад в зону дефекта. После этого обесточивается одно реле (не показано) и контакты 43 его размьшаются, что обеспечивает вращение зубчатого колеса 22 каретки 3 со скоростью, линейной скорости перемещения бесконечной цепи 25, так как их вращение ос: тцест- вляется в противоположные стороны - каретка 3 с ультразвуковым преобразователем 4 останавливается. Б результате вращения контролируемого изделия 2 в этом случае сканирование идет по кольцевой траектории. По сигналу датчика (не показан) через оборот, например, трубы 2, если дефект не ос-- наружен повторно, размыкаются контакты 44 второго реле (не показано), В этом случае линейная скорость вращаю- . щегося зубчатого колеса 22 уменьшается, но остается меньше ДУ, Это обеспечивает перемептение каретки 3 вдоль контролируемого изделия 2 в техно-, логическом направлении, при этом шаг винтовой линии меньше шага сканирования. Если через 1-2 оборота изделия (так запрограммировано) дефект не будет обнаружен (ложное срабатывание от помехи)5 подается команда на отключение контактов 45 третьего реле. В этом случае скорость перемещения каретки 3 увеличивается и продолжается поиск следуюш;их дефектов с заданным шагом винтовой линии сканирования. Винтовая траектория сканирования образуется врв-щением контролируемого изделия 2 приводньши роликами 12, неприводньн-ш- роликами :15 и перемеш;еш-1ем кареток 3 и 5 с ультразвуковым и феррозондовым преобразователями 4 и 6 вдоль С2ГО образующей.
Если же повторным сканированием дефект обнарулсен, вкл;очается марки- ратор (не показан), отмечая место обнаруженного дефекта. Аналогичным образом работает схема управления каретки 5 с феррозондовым преобразователем 6.
В процессе сканирования при обнаружении дефектов уменьшается скорость перемещения кареток 3 и 5 относительно друг друга, и это обстоя- тельство может привести к столкновению этих кареток 3 и 5 и их поломке. Для исключения этого каждая каретка (3 и 5) снабжена концевыми выключателями (не показаны), которые при замы- кании контактов от соприкосновения кареток 3 и 5 блокируют с помощью реле (не показано) резисторы 41 и 42 при замыкании контактов 44 и 45 реле (не показано) или блокируют резисто- ры 47-49 контактами 50-52. Это приводит к остановке той каретки, резисторы которой блокированы. Как только одна каретка отойдет от остановившейся каретки, блокировочные контакты размыкаются и обе каретки начинают перемещаться синхронно вдоль контро-, лируемогр изделия.
После того, как оба преобразователя 4 и 6 (ультразвуковой и феррозон- довый ) сойдут с поверхности контролируемого изделия 2 подается команда на останов общего привода 7 и кареток 3,и 5, Если же по каким-либо причинам приводы 7j20 и 21 е выключаются, перемещазощиеся тележки 3 и 5 рамой 19 размыкают контакты концевого выключателя 31, установленного вблизи неприводного зубчатого колеса 34 в этом случае привод 1 выключается. Аналогичным образом срабатывает концевой выключатель 30 приводного зубчатого .колеса 35 при возврате кареток 3 и 5 в исходное положение. Для этого осуществляют реверс приводного колеса 35. Каретки 3 и 5 возвращают- чя в исходное положение с транспортной скоростью., которая в несколько
О 5 0
5 о
5
раз больше рабочей и равна V. Перемещение кареток 3 и 5 осуществляется в результате того, что зубчатые колеса 22 и 23 находятся в постоянном зацеплении с бесконечной цепью 25 общего привода 7. Поддерживающие ролики 29 обеспечивают постоянный контакт зубчатых колес 22 и 23 с ветвью 24 бесконечной цепи 25.
Формула изобретения
I
es«
Й
§ 3 И
.
1 ГЗЛ
isSr
| ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 0 |
|
SU219850A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
