со
00 () СО
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании внутренних резьб на
трубах.
Цель изобретения - повышение качества накатываемой резьбы.
На фиг. 1 представлена общая схема способа; на фиг. 2 - то же, вид сбоку.
На подготовленную под накатку внутреннюю поверхность трубы 1 подают в осевом направлении резьбонакатный инструмент, состоящий из резьбонакатных роликов 2. Одновременно трубу 1 по наружному диаметру обкатывают гладкими роликами 3, обкатной диаметр которых соответствует возможному минимальному диаметру Ашн. трубы, по допускаемым предельным отклонениям соответствующего сортамента труб. В результате обкатки наружный и внутренний диаметры трубы уменьщаются на определенную величину.
Необходимость в обкатке наружного диаметра тонкостенной трубы до возможного ее минимального значения вызвана тем, что если подготовить внутреннюю поверхность трубы под накатку резьбы и после этого накатывать резьбу, то ввиду значительных радиальных сил накатывания тонкостенная труба теряет устойчивость. Если подготовить жесткую внешнюю рубашку по наружному диаметру трубы, то она будет малоэффективна.
Для труб больших размеров предельные отклонения составляют ±1,0%, в то время как допуск по среднему диаметру накатываемой резьбы на порядок меньше.
Предлагаемый способ может быть осуществлен при накатывании внутренней конической резьбы на трубе 102х6/В40Х, у кото
5
рой щаг резьбы ,233 мм, угол конуса 2°51 высота профиля ,5 мм, на трубонарезном станке. Трубу с подготовленной под накатку поверхностью устанавливают в шпинделе станка и вращают с частотой 63 об/мин (скорость накатывания V 20 м/мин).
Накатное устройство устанавливают в резцедержателе станка и подают на вращающуюся трубу. Гладкие ролики 3, расположенные по плоскости ближе к трубе, чем резь- бонакатные ролики 2, захватывают трубу по наружному диаметру и редуцируют ее до возможно минимального диаметра данного сортамента. Кроме того, в процессе накатывания обкатные ролики обеспечивают жесткость наружного диаметра трубы, чГо является необходимым условием для получения точной резьбы.
Способ позволяет получать точные резьбы на тонкостенных трубах за счет стабильного 0 размера наружного диаметра трубы, который в данном случае является базовым размером, а также за счет исправления погрешностей формы трубы в процессе обработки.
Формула изобретения
Способ получения внутренних резьб на тонкостенных трубах, при котором заготовку обкатывают по наружному диаметру гладкими роликами и одновременно по внутреннему диаметру резьбонакатным инструментом, отличающийся тем, что, с целью повышения качества накатываемой резьбы, заготовку обкатывают гладкими роликами до минимально допустимого наружного диаметра, соответствующего данному сортаменту трубы.
5
0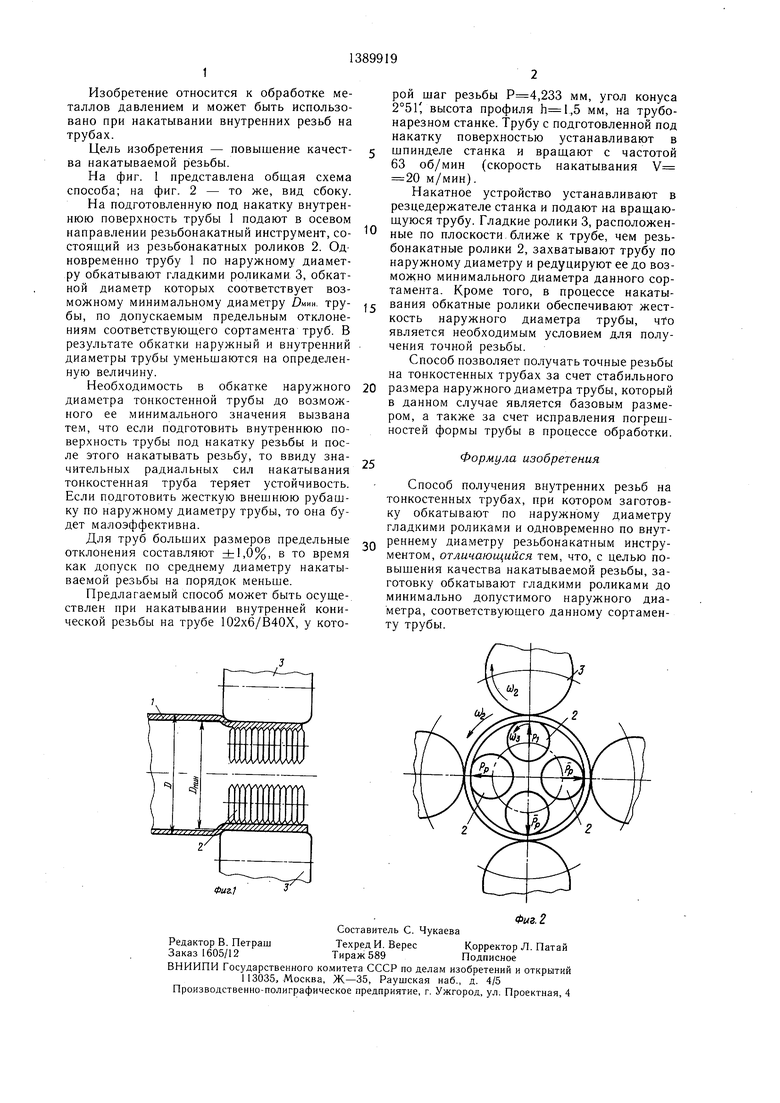
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка для накатки резьбы на тонкостенных трубах | 1979 |
|
SU782937A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОНАКАТНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2384382C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2019352C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании внутренних резьб на тонкостенных трубах. Цель - повышение качества резьбы. В процессе накатывания внутреннюю поверхность трубы обрабатывают резьбонакатным инструментом, а наружную поверхность одновременно обкатывают гладкими роликами до минимального наружного диаметра, который допустим для данного сортамента труб. Получение точных резьб обеспечивается за счет стабильного размера наружного диаметра трубы и исправления погрешностей ее формы в процессе накатывания. 2 ил. с 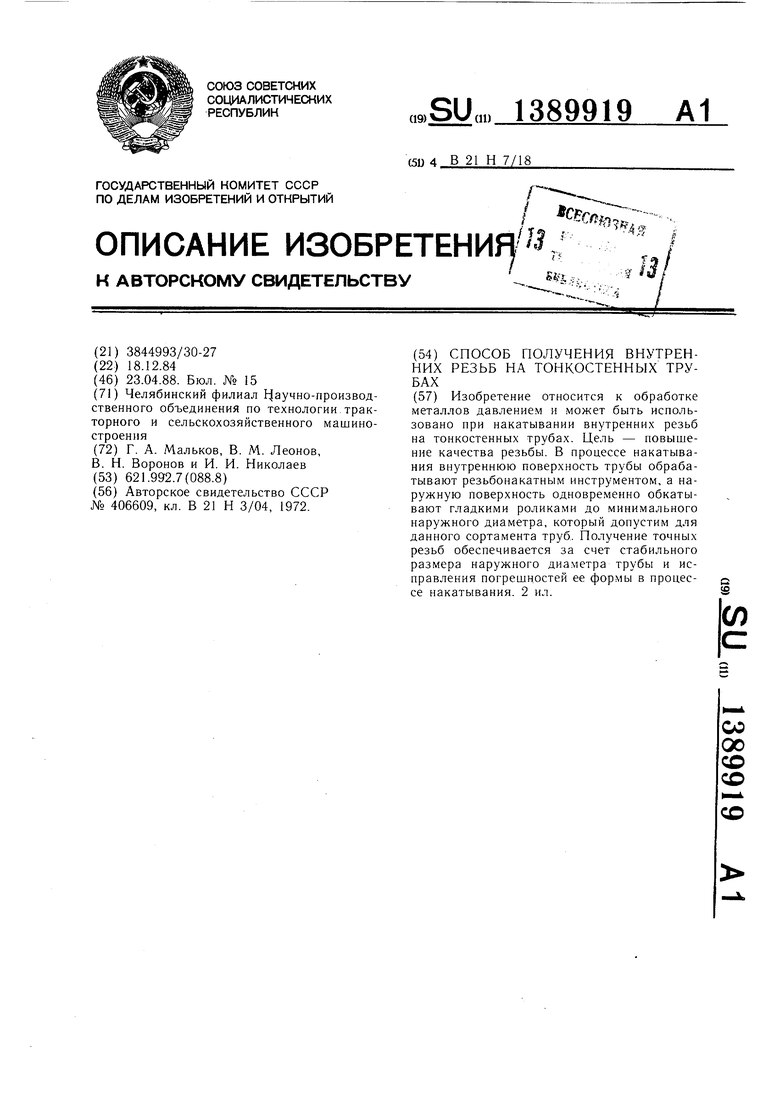
Фиг.1
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 0 |
|
SU406609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
