.
Фиг.1
№ 1 73
/ / / Изобретение относится к обработке металлов давлениеМ| в частности к устройствам для изготовления круп ногабаритных поковок типа втулок с Фланцем штамповкой на прессах. Известен штамп для штамповки поковок, содержащий верхнюю и нижнюю половины для выполнения осадки заго товки, а также пуансон для ее раздачи, расположенный в нижней полови не штампа l. Недостатком устройства является то,что в нем не обеспечивается зако ченность технологического цикла пол чения поковки заданной формы, так как избыток металла, вытесняемого раздаточным пуансоном после заполне ния замкнутой полости штампа, остается над пуансоном и в дальнейшем в резается или вырубается с применени другого технологического оборудован Наиболее близким к изобретению п Технической сущности и достигаемому результату является штамп для выдав ливания деталей, содержаний верхнюю плиту с пуансоном, нижнюю плиту, среднюю плиту, связанную посредство промежуточных элементов с верхней плитой, а также матрицу и приводные упоры, размещенные в радиашьных пазах, выполненных на обращенных одна к другой поверхностях верхней и сре ней плит 2 3, Недостатком известного штампа яв дяется невозможность получения на нем деталей типа втулки. Цель изобретения - расширение но менклатуры получаемых деталей путем обеспечения возможности получения деталей типа втулок. Указанная цель достигается тем, что штамп для выдавливания деталей, содержащий верхнюю плиту с пуансоном, нижнюю плиту, среднюю плиту, связанную посредством промежуточных элементов с верхней плитой, а также матрицу и приводные подвижные упоры размещенные в радиальных nasatx, выполненных на обращенных одна к другой поверхностях верхней и средней плит, снабжен сменныМ пуансоном, в нижней плите выполнено отверстие для установки сменного пуансона, а матрица размещена в средней плите На фиг. 1 изображен штамп, общий вид; разрез; на фиг. 2 - вид А на фиг. 1; йа фиг. 3 - положение элемен тов штампа после формирования поковки; на фиг. 4 - то же, в момент прошивки; на фиг. 5 - то же, после прошивки. Штамп .для выдавливания детгшей со держит верхнюю плиту, выполненную в виде обойлм 1 с установленным в ней пуансоном 2, среднюю плиту, выполненную в виде матрицы 3 с формовочным ручьем 4, установленную на нижней п.пите 5, размещенной на выдвижном столе 6 пресса. В верхней обойме 1 выполнены Т-образные пазы 7, в которых размещены передвижные упоры 8, закрепленные в пазах 7 с помощью ограничителей 9. В средней части боковых поверхностей 10 обоймы 1 выполнены окна 11. Матрица 3 выполнена с кольцевым пазом 12, совмещаемым с окнами 11 в рабочем положении штампа. Окна 11 и кольцевой паз 12 образуют замок для соединения обоймы 1 с матрицей 3, например, с помощью штырей 13. Нижняя плита 5 применяется при выполнении различных технологических операций и снабжается либо нижним смзнным прошивнем 14, либо используется окно 15, совмещаемое с выталкивателем 16 пресса (фиг. 5). Для сквозной прошивки в комплект устройства входит сменный прсяиивень 17. Обойма 1 снабжена сменной вставкой 18, размещенной в центральной части обойкы - зоне касания с обрабатываемой заготовкой 19. Вставка 18 выполняется из высокопрочного материала. Устройство работает следующим образом. Перед началом работы на стол 6 пресса устанавливают нижнюю плиту 5, снабженную нижним сменным прсжоивнем : 14, На плите 5 монтируют матрицу 3, в формовочный ручей 4 которой устанавливают заготовку 19. Затем на матрицу 3 ходом траверсы пресса подают обойму 1, которую перемещают вниз до соприкосновения вставки 18 с верхним торцом матрицы 3. Этим движением осуществляют операцию обжатия заготовки 19, при которой происходит образование предварительной формы изделия, причем в нижней части заготов и 19 нижним прошивнем 14 вьадавливают нижнюю полость, а в верхней части пуансоном 2 - верхнюю полость до образования в заготовке 19 перемычки 20. В формовочном ручье 4 матрицы 3 осуществляют придание заготовке 19 заданной формы изделия, при этом формоизменение происходит вследствие течения металла в стороны, перпендикулярные к движению пуансона 2 и прошивня 14. В крайнем нижнем положении обоймы 1 окна 11 боковых поверхностей 10 совмещаются с кольцевым пазом 12 матрицы 3. В окна 11 устанавливают штыри 13, концы которых входят в кольцевой паз 12 матрицы 3. Этим осуществляется жесткое соединение обоймы 1 с матрицей 3 (фиг. 3). Ходом траверсы пресса вверх обойму 1 вместе с матрицей 3 поднимают, освобождая плиту 5. В этом положении ходом стола б пресса на рабочую позицию устанавливают плиту 5 с окном 15, которое совмещается с выталкивателем 16 пресса. Матрицу 3 с обоймой 1 опускают на плиту 5 и уби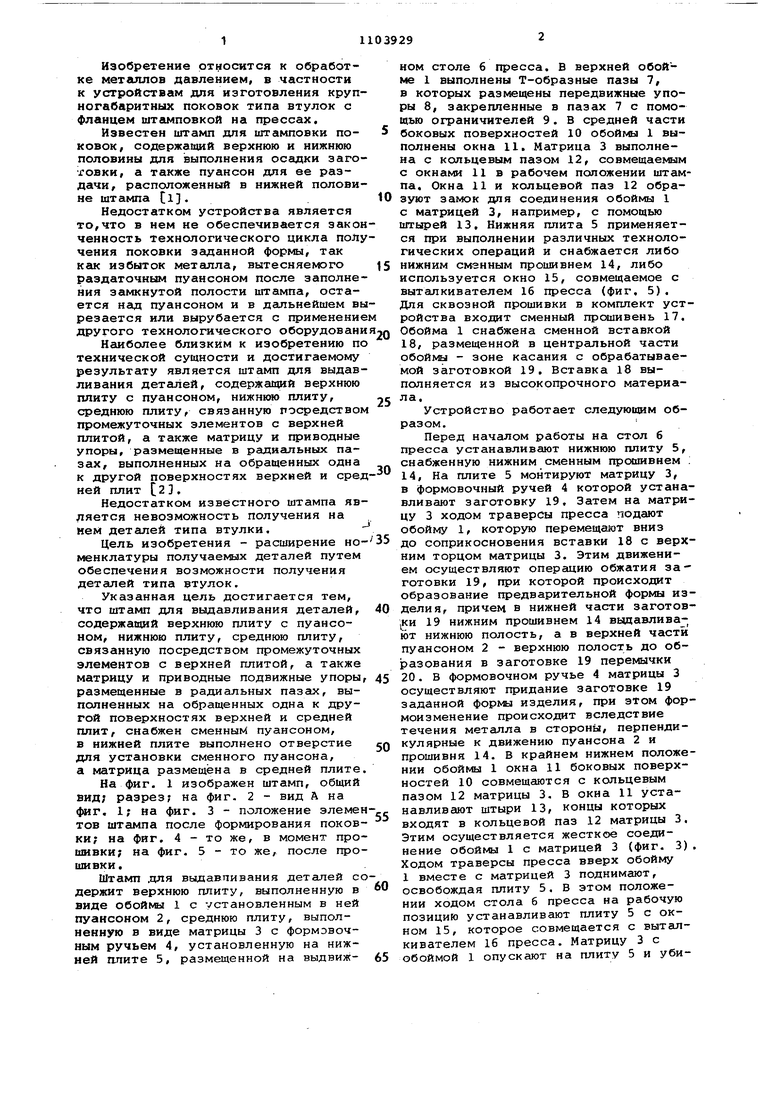

| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
ШТАМП ДЛЯ ШадАВЛИВАНИЯ ДЕТАЛЕЙ, содержащий верхнюю плиту с пуансоном, нижнюю плиту, среднюю плиту, связанную посредством промежуточных с верхней плитой, а также матрицу и приводные подвижные упоры,размещенные в радиальных пазах, выполненных на обращенных одна к другой поверхностях верхней и средней плит, отли.ч ающи и с я тем, что, с целью расзиирения номенклатуры получаемых деталей, путем Обеспечения возможности получения деталей типа втулок, он снабжен сменным пуансоном, в нижней плите выполнено отверстие для установки cvtenного пуансона, а матрица размещена ,1 в средней плите. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ безоблойной штамповки деталей | 1960 |
|
SU131201A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для штамповки деталей | 1979 |
|
SU841767A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
