оо
со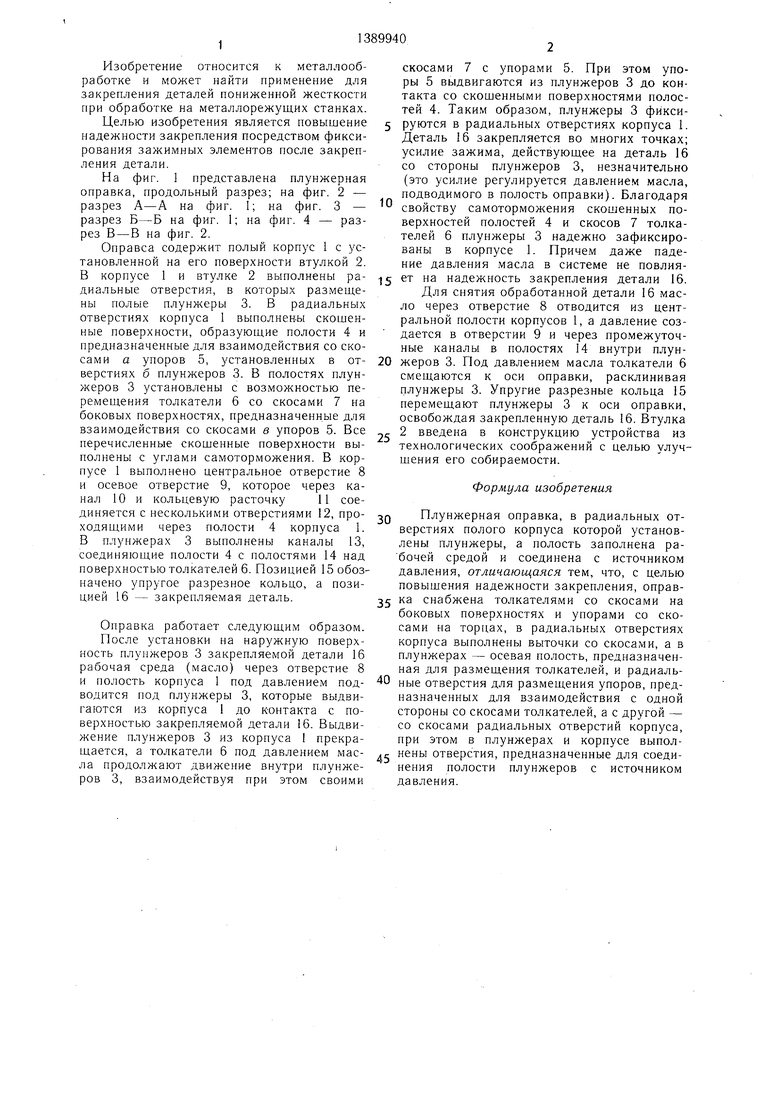
| название | год | авторы | номер документа |
|---|---|---|---|
| Кулачковая оправка | 1986 |
|
SU1342618A1 |
| Кулачковая оправка | 1986 |
|
SU1404193A1 |
| Плунжерная оправка | 1985 |
|
SU1274856A1 |
| Клиноплунжерная оправка | 1979 |
|
SU863196A1 |
| Сегментная оправка | 1986 |
|
SU1400793A1 |
| Зажимное устройство | 1989 |
|
SU1653906A1 |
| Оправка | 1985 |
|
SU1315160A1 |
| Оправка | 1979 |
|
SU856675A1 |
| Оправка | 1983 |
|
SU1138259A1 |
| Оправка | 1987 |
|
SU1442330A2 |
Изобретение относится к металлообработке и может найти применение при закреплении деталей пониженной жесткости. Цель изобретения - повышение надежности закрепления посредством фиксирования зажимных элементов после закрепления детали. В радиальных отверстиях корпуса 1 установлены плунжеры 3, в полостях 14 которых расположены толкатели 6 со скосами 7 на боковых поверхностях. В отверстиях б плунжеров 3 установлены упоры 5 со Слосами и на торцах. В корпусе 1 и плунжерах 3 выполнены отверстия, предназначенные для соединения полостей 14 плунжеров 3 с источником давления. После установк на поверхность плунжеров 3 деталн рабочая среда подается в полость корпуса 1 и плунжеры 3 выдвигаются, закрепляя деталь, затем перемещаются толкатели 6, раздвигая упоры 5, которые заклиниваются в полостях 4 корпуса 1, фиксируя плунжеры 3. 4 ил. а а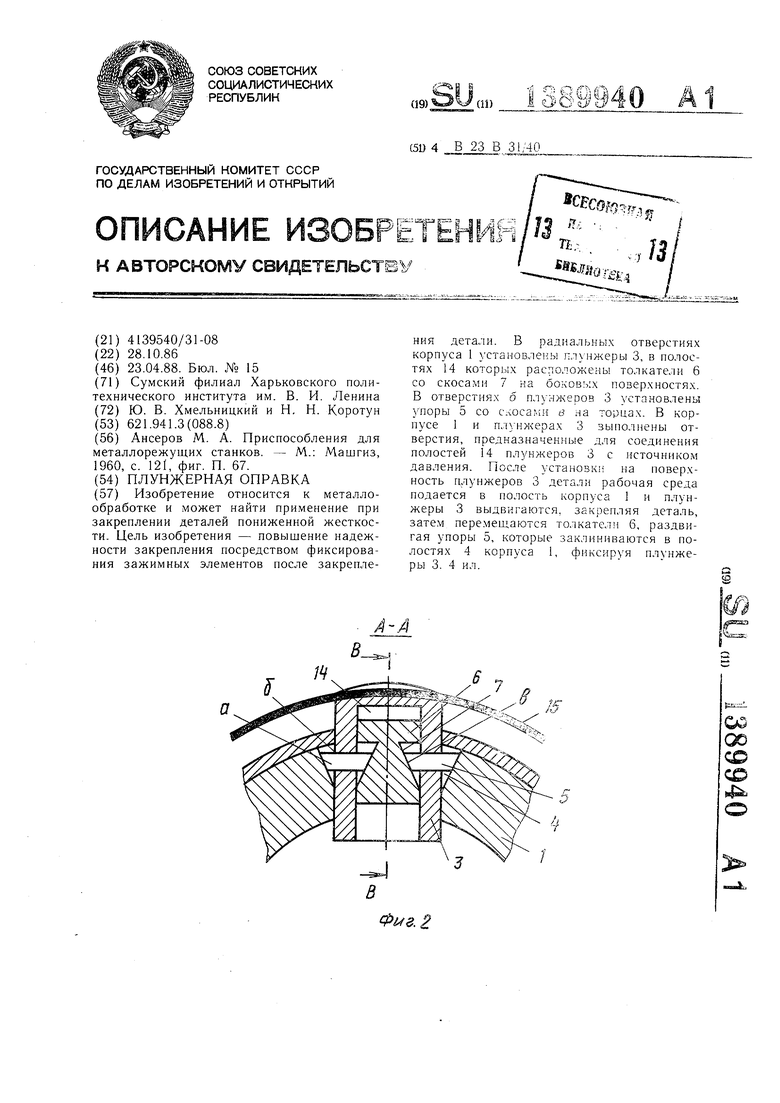
Фиа2
Изобретение относится к металлообработке и может найти применение для закрепления деталей пониженной жесткости при обработке на металлорежущих станках.
Целью изобретения является повышение надежности закрепления посредством фиксирования зажимных элементов после закрепления детали.
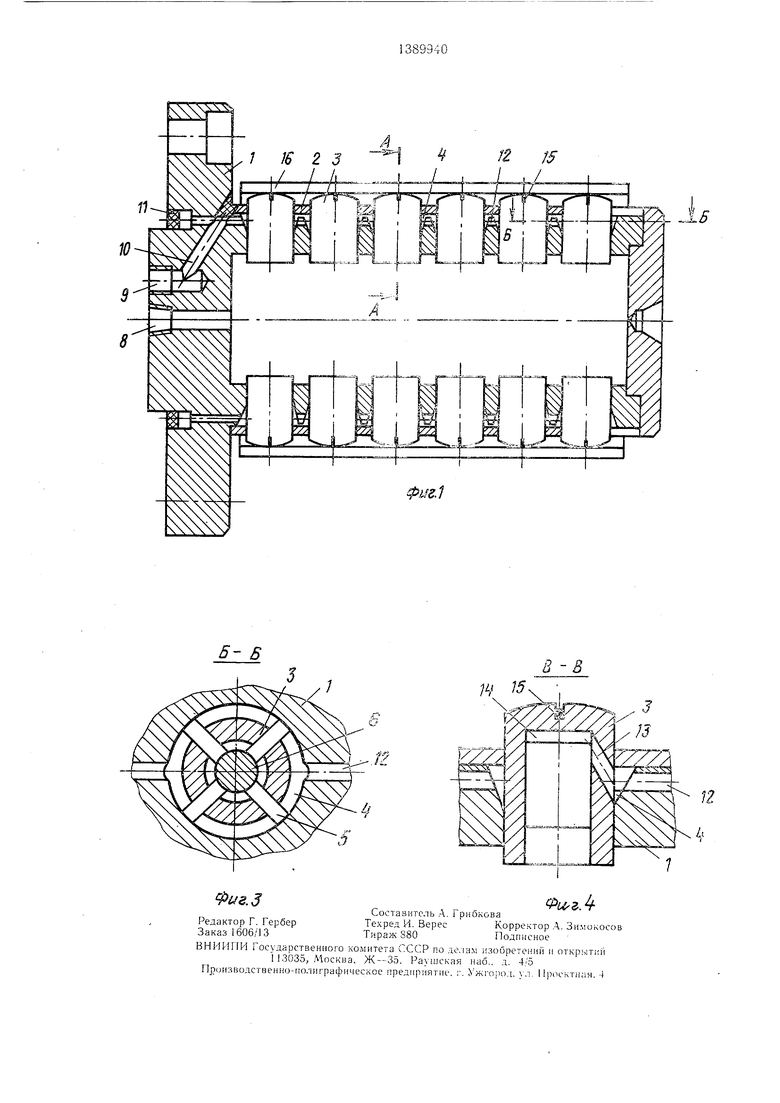
На фиг. 1 представлена плунжерная оправка, продольный разрез; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2.
Оправса содержит полый корпус 1 с установленной на его поверхности втулкой 2. В корпусе 1 и втулке 2 выполнены радиальные отверстия, в которых размеш,е- ны полые плунжеры 3. В радиальных отверстиях корпуса 1 выполнен-ы скошенные поверхности, образующие полости 4 и предназначенные для взаимодействия со скосами а упоров 5, установленных в отверстиях б плунжеров 3. В полостях плунжеров 3 установлены с возможностью перемещения толкатели 6 со скосами 7 на боковых поверхностях, предназначенные для взаимодействия со скосами в упоров 5. Все перечисленные скошенные поверхности выполнены с углами самоторможения. В корпусе 1 выполнено центральное отверстие 8 и осевое отверстие 9, которое через канал 10 и кольцевую расточку 11 соединяется с несколькими отверстиями 12, проходящими через полости 4 корпуса 1. В плунжерах 3 выполнены каналы 13, соединяющие полости 4 с полостями 14 над поверхностью толкателей 6. Позицией 15 обозначено упругое разрезное кольцо, а позицией 16 - закрепляемая деталь.
Оправка работает следующим образом.
После установки на наружную поверхность плунжеров 3 закрепляемой детали 16 рабочая среда (масло) через отверстие 8 и полость корпуса 1 под давлением подводится пОхО, плунжеры 3, которые выдвигаются из корпуса 1 до контакта с поверхностью закрепляемой детали 16. Выдвижение плунжеров 3 из корпуса 1 прекращается, а толкатели 6 под давлением масла продолжают движение внутри плунжеров 3, взаимодействуя при этом своими
0
скосами 7 с упорами 5. При этом упоры 5 выдвигаются из нлунжеров 3 до контакта со скощенными поверхностями полостей 4. Таким образом, плунжеры 3 фикси- руются в радиальных отверстиях корпуса 1. Деталь 16 закрепляется во многих точках; усилие зажима, действующее на деталь 16 со стороны плунжеров 3, незначительно (это усилие регулируется давление.м масла, подводимого в полость оправки). Благодаря свойству самоторможения скошенных поверхностей полостей 4 и скосов 7 толкателей 6 плунжеры 3 надежно зафиксированы в корпусе 1. Причем даже падение давления масла в системе не повлия5 ет на надежность закрепления детали 16. Для снятия обработанной детали 16 масло через отверстие 8 отводится из центральной полости корпусов 1, а давление создается в отверстии 9 и через промежуточные каналы в полостях 14 внутри плун0 жеров 3. Под давлением масла толкатели 6 смещаются к оси оправки, расклинивая плунжеры 3. Упругие разрезные кольца 15 перемещают плунжеры 3 к оси оправки, освобождая закрепленную деталь 16. Втулка
5 2 введена в конструкцию устройства из технологических соображений с целью улучшения его собираемости.
Формула изобретения
Q Плунжерная оправка, в радиальных отверстиях полого корпуса которой установлены плунжеры, а полость заполнена ра- бочей средой и соединена с источником давления, отличающаяся тем, что, с целью повышения надежности закрепления, оправ5 ка снабжена толкателями со скосами на боковых поверхностях и упорами со скосами на торцах, в радиальных отверстиях корпуса выполнены выточки со скосами, а в плунжерах - осевая полость, предназначенная для размещения толкателей, и радиаль0 ные отверстия для размещения упоров, предназначенных для взаимодействия с одной стороны со скосами толкателей, а с другой - со скосами радиальных отверстий корпуса, при этом в плунжерах и корпусе выполг нены отверстия, предназначенные для соединения полости плунжеров с источником давления.
; /6- 2 j
. .. тлшшг
5- в
д
/ /
в -в
/4 5
| Ансеров М | |||
| А | |||
| Приспособления для металлорежущих станков | |||
| - М.: Машгиз, 1960, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| П | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
