N
К
а
(Л
«
20
1Ч
ftt. f
1
штифтах 4 смонтированы с. возможностью качания кулачки 5, с другой - зубчатые колеса 6, которые входят в зацепление с зубьями 7, выполненными на коническом хвостовике тлги 2, В кулачках 5 выполнены резьбовые отверстия , в которых размещены плунжеры, Б отверстиях которых, в свою очередь, расположены толкатели, подпружиненные пружинами и упирающиеся в оси 3 кулачков 5. В окнах плунжеров и в отверстиях толкателей размещены
пальцы. В крышке 17, жестко связанной с корпусом , имеется отверстие, в котором установлен стержень 18 с резьбой, ввинченный в резьбовое отверстие тяги 2. Стержень 18 связан с крьпикой 17 при помощи двух пружинных колец 19. После.установки детали 20 включают привод тяги 2. Последняя поворачивается против часовой стрелки и поворачивает кулачки 5. Происходит закрепление детали 2 с самоустановкой кулачков 5. 5 ил.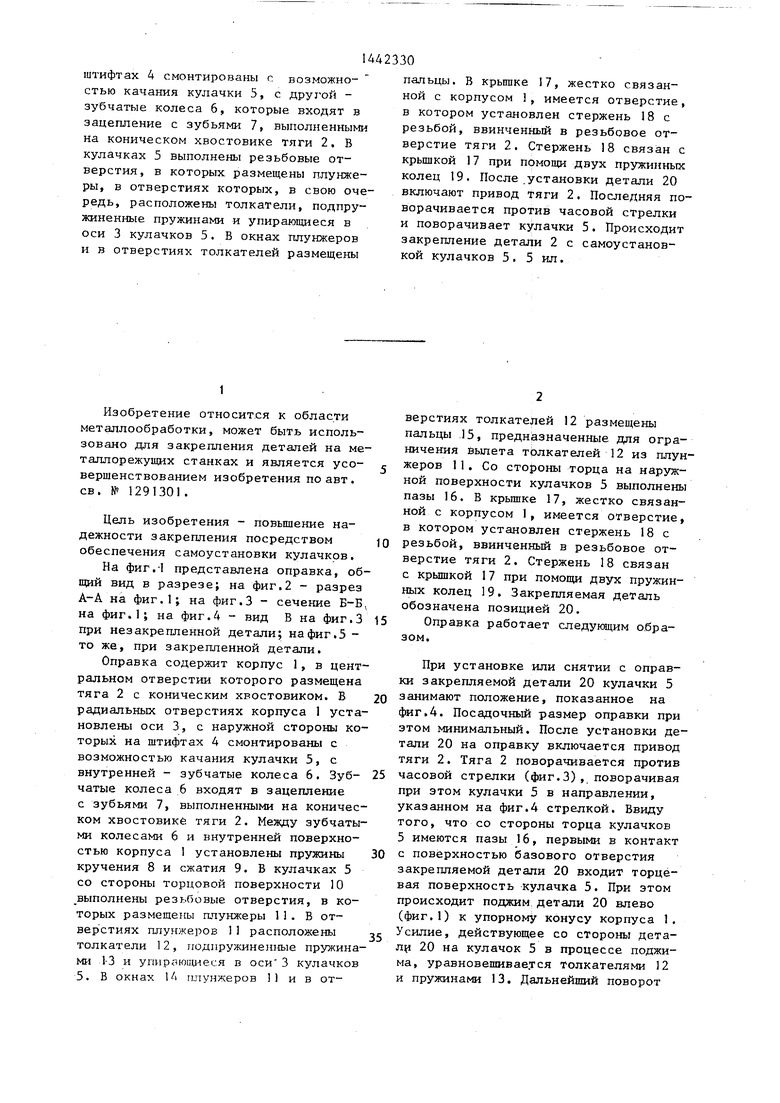

| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1985 |
|
SU1291301A1 |
| Кулачковая оправка | 1986 |
|
SU1404193A1 |
| Кулачковая оправка | 1986 |
|
SU1342618A1 |
| Плавающая оправка | 1991 |
|
SU1816570A1 |
| Оправка | 1982 |
|
SU1093418A1 |
| Оправка | 1983 |
|
SU1140894A1 |
| Оправка | 1987 |
|
SU1502221A1 |
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| Оправка | 1985 |
|
SU1301573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |

Изобретение относится к области металлообработки и может быть использовано для закрепления деталей на металлорежупщх станках. Цель изобретения - повышение надежности работы оправки посредством обеспечения самоустановки кулачков. В центральном отверстии корпуса 1 размещена тяга 2 с коническим хвостовиком. В радиальных отверстиях корпуса 1 установлены оси 3, с одной стороны которых на
1
Изобретение относится к области металлообработки, может быть использовано для закрепления деталей на металлорежущих станках и является усо- верщенствованием изобретения по авт. св. № 1291301.
Цель изобретения - повьпление надежности закрепления посредством обеспечения самоустановки кулачков.
На фиг.-1 представлена оправка, общий вид в разрезе; на фиг.2 - разрез А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - вид В на фиг.З при незакрепленной детали; на фиг.5 - то же, при закрепленной детали.
Оправка содержит корпус 1, в центральном отверстии которого размещена тяга 2 с коническим хвостовиком. В радиальных отверстиях корпуса 1 установлены оси 3, с наружной стороны которых на штифтах 4 смонтированы с возможностью качания кулачки 5, с внутренней - зубчатые колеса 6. Зуб- чатые колеса 6 входят в зацепление с зубьями 7, выполненными на коническом хвостовике тяги 2. Между зубчатыми колесами 6 и внутренней поверхностью корпуса 1 установлены пружины кручения 8 и сжатия 9. В кулачках 5 со стороны торцовой поверхности 10 выполнены резьбовые отверстия, в которых размещены плунжеры 11. В от- вер стиях плунжеров 1 1 расположены толкатели 12, подпружиненные пружинами 1-3 и упираюпщеся в оси 3 кулачков 5. В окнах 1А плунжеров Пив отверстиях толкателей 12 размещены пальцы 15, предназначенные для ограничения Ёылета толкателей 12 из плунжеров 11. Со стороны торца на наружной поверхности кулачков 5 выполнены пазы 16. В крьшке 17, жестко связанной с корпусом I, имеется отверстие, в котором установлен стержень 18 с резьбой, ввинченный в резьбовое отверстие тяги 2. Стержень 18 связан с крышкой 17 при помощи двух пружинных колец 19. Закрепляемая деталь обозначена позицией 20.
Оправка работает следующим образом.
При установке или снятии с оправки закрепляемой детали 20 кулачки 5 занимают положение, показанное на фиг.4. Посадочный размер оправки при этом минимальный. После установки детали 20 на оправку включается привод тяги 2. Тяга 2 поворачивается против часовой стрелки (фиг.З),. поворачивая при зтом кулачки 5 в направлении, указанном на фиг.4 стрелкой. Ввиду того, что со стороны торца кулачков 5 имеются пазы 16, первыми в контакт с поверхностью базового отверстия закрепляемой детали 20 входит торцевая поверхность кулачка 5. При этом происходит поджим детали 20 влево (фиг.1) к упорному конусу корпуса 1. Усилие, действующее со стороны дета- Л(1 20 на кулачок 5 в процессе поджима, уравновешивается толкателями 12 и пружинами 13. Дальнейший поворот
9иг.г
16
Вид В
. Ч
8
.З
8ид В
| Устройство для выгрузки сырого крахмала и т.п. материалов из емкости | 1959 |
|
SU129130A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
