со ас со со со оо
Изобретение относится к машиностроению, а именно к способам шлифования поверхностей, например дорожек качения подшипников, валов, роликов и т.п.
Цель изобретения - повышение производительности и снижения шероховатости обрабатываемой поверхности путем поддержания неизменной величины соотношения частот враш,ения шлифовального круга и изготовки при выборе дробной части этого
га и заготовки (фиг. 1). При величинах этой части, равных 0,1; 0,3; 0,7 и 0,9, шероховатость поверхности получается наименьшая.
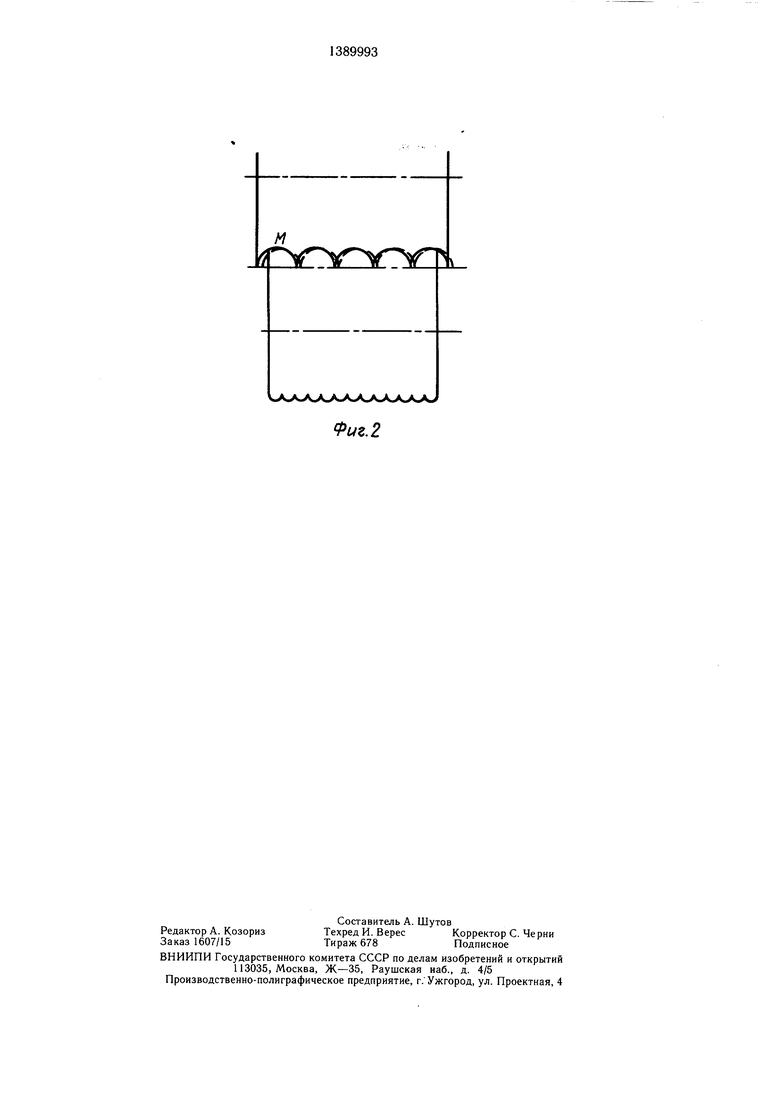
Это объясняется следуюшим. Если соотношение частот вращения круга и заготовки целое, то произвольная точка М заготовки, сделав один оборот, снова встречается с той же точкой рабочей поверхности круга (фиг. 2). В этом случае выПкр
соотношения из ряда 0,1; 0,3; 0,7 и 0.9, ю сота неровностей заготовки равна глубине
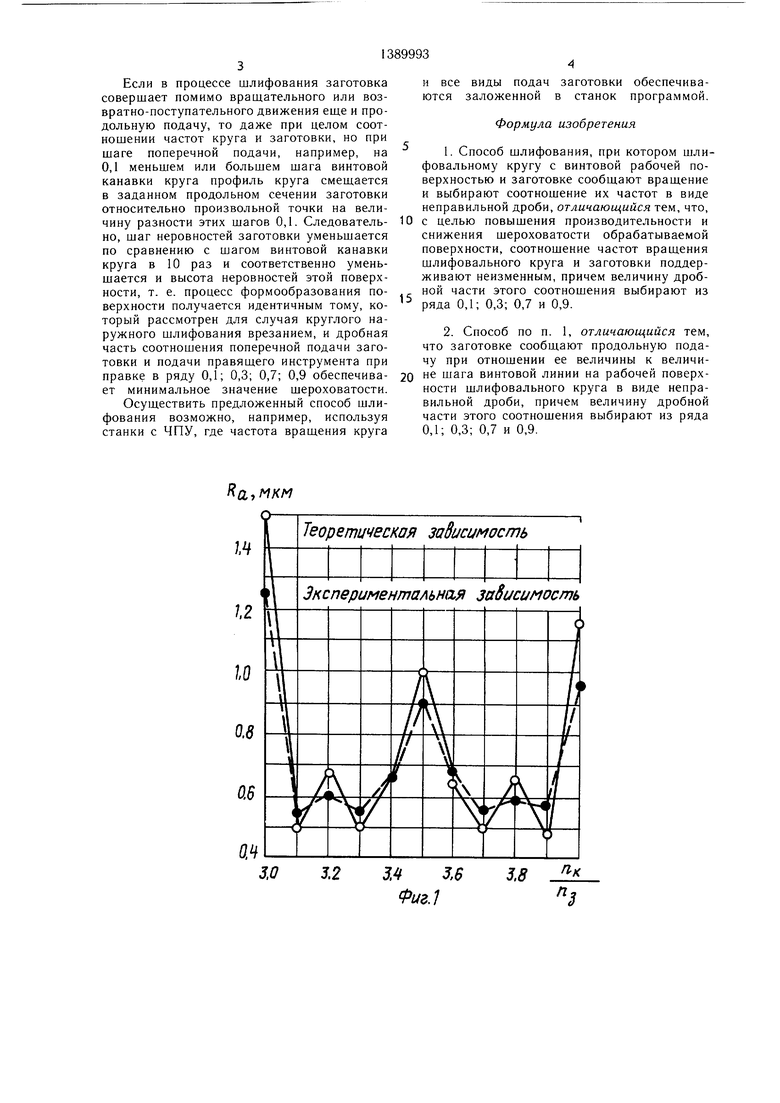
На фиг. 1 изображен график зависи-впадин круга,
мости шероховатости шлифованной поверхности от соотношения частот врашения круга и заготовки; на фиг. 2 - схема осуществления процесса шлифования.
Способ осуществляют следующим обраЕсли 3,1, то за один оборот за15
готовки круг поворачивается на 3,1 оборота и точка М круга не совпадает с точкой М поверхности заготовки. Профиль круга смещается на величину 0,1 относительно своего начального положения и ближайшая точка круга к точке М заготовки находится
зом.
готовки круг поворачивается на 3,1 оборота и точка М круга не совпадает с точкой М поверхности заготовки. Профиль круга смещается на величину 0,1 относительно своего начального положения и ближайшая точка круга к точке М заготовки находится
Перед шлифованием производят правку шлифовального круга, например, однокристальным алмазным карандашом с радиальной и осевой подачами, значение которых 2о на расстоянии 0,1 от нее. После второго обо- устанавливается по справочным данным.рота профиль круга смещается еще на
Затем осуществляют, например врезное круглое наружное шлифование периф|ерией круга. Если при шлифовании частота вращения заготовки равна частоте вращения круга, то
на шлифуемой поверхности образуются мик- 25 ротов профиль круга постепенно смещается ронеровности, шаг и высота которых равна относительно произвольной точки М данного
0,1 и т.д. После десятого оборота точки М круга и заготовки вновь совпадают и в дальнейшем процесс повторяется.
Таким образом, в процессе десяти обошагу и глубине винтовых канавок круга. Если соотношение частот вращения круга и заготовки равно целому числу, то шаг неровностей не меняется, а высота неровностей несколько снижается, так как за время контакта данной точки заготовки с поверхностью круга винтовой профиль круга немного смещается в поперечном направлении.
Известно, что при очень малых частотах вращения заготовки увеличивается опасность ожога шлифуемой поверхности, снижается производительность обработки. Поэтому частота вращения заготовки определяет3-С
35
ся обычно соотношением окружных скороспоперечного сечения заготовки с шагом 0,1 в результате чего шаг неровностей заготовки в 10 раз меньще щага винтовой канавки рабочей поверхности круга и соответственно этому уменьщается высота неровностей.
Для других нецелых величин соотношение частот вращения круга и заготовки несложно также определить значения шероховатости шлифованной поверхности, которые на графике представлены белыми точками и сплошной ломаной линией (фиг. 1). Как видно, экспериментальные и теоретические зависимости хорошо согласуются. Такая сложная зависимость шероховатости тей круга и заготовки, равны.м 50-60.до и1лифованной поверхности от соотношения
Существенное снижение шероховатости частот вращения круга и заготовки объяс- шлифованной поверхности можно обеспе- няется нестабильностью результатов обработ- чить без значительного снижения скорости ки, свойственной процессу шлифования, заготовки путем поддержания величины со- Для повышения стабильности процесса шли- отношения частот круга и заготовки в видефования надо строго регламентировать и
числа с дробной 4 acTbjo, которая выбирает- поддерживать постоянным соотношение частот вращения круга и заготовки.
Если заготовка не круглая, а плоская, то при наружном круглом шлифовании врезанием она соверщает относительно круга возвратно-поступательное движение. В этом случае один двойной ход заготовки идентичен в смысле формообразования ее поверхности одному обороту при шлифовании круглой заготовки. Следовательно, указанные зависимости сохраняются и для плоской Частота вращения заготовки меняется в диа- .. заготовки, только частоту вращения круга пазоне 620-465 об/мин. Шероховатость следует рассматривать в отношении к частоте поверхности существенно зависит от величи- возвратно-поступательного движения загоны дробной части соотнощения частот кру- товки.
ся из ряда 0,1; 0,3; 0,7; 0,9.
Пример. Приводят круглое наружное врезное шлифование заготовок диаметром 40 мм кругом ПП400хЗОх125 24А40СМ2К,-5, который правится алмазным карандащом Ц-5 с радиальной подачей 20 мкм/ход и осевой подачей 0,16 мм/об. Шлифование осуществляется при частоте вращения круга 1860 об/мин с поперечной подачей 0,1 мм/мин на станке ЗЕ1517
50
га и заготовки (фиг. 1). При величинах этой части, равных 0,1; 0,3; 0,7 и 0,9, шероховатость поверхности получается наименьшая.
Это объясняется следуюшим. Если соотношение частот вращения круга и заготовки целое, то произвольная точка М заготовки, сделав один оборот, снова встречается с той же точкой рабочей поверхности круга (фиг. 2). В этом случае вы сота неровностей заготовки равна глубине
Пкр
Если 3,1, то за один оборот за
готовки круг поворачивается на 3,1 оборота и точка М круга не совпадает с точкой М поверхности заготовки. Профиль круга смещается на величину 0,1 относительно своего начального положения и ближайшая точка круга к точке М заготовки находится
на расстоянии 0,1 от нее. После второго обо- рота профиль круга смещается еще на
на расстоянии 0,1 от нее. После второго обо- рота профиль круга смещается еще на
ротов профиль круга постепенно смещается относительно произвольной точки М данного
0,1 и т.д. После десятого оборота точки М круга и заготовки вновь совпадают и в дальнейшем процесс повторяется.
Таким образом, в процессе десяти обоЕсли в процессе шлифования заготовка совершает помимо вращательного или возвратно-поступательного движения еще и продольную подачу, то даже при целом соот- нощении частот круга и заготовки, но при щаге поперечной подачи, например, на 0,1 меньшем или большем шага винтовой канавки круга профиль круга смещается в заданном продольном сечении заготовки относительно произвольной точки на велии все виды подач заготовки обеспечиваются заложенной в станок программой.
Формула изобретения
I. Способ шлифования, при котором шли фовальному кругу с винтовой рабочей поверхностью и заготовке сообщают врашение и выбирают соотношение их частот в виде неправильной дроби, отличающийся тем, что,
чину разности этих шагов 0,1. Следователь- Ю с целью повышения производительности и но, шаг неровностей заготовки уменьшается снижения шероховатости обрабатываемой по сравнению с шагом винтовой канавки поверхности, соотношение частот вращения круга в 10 раз и соответственно умень- шлифовального круга и заготовки поддер- шается и высота неровностей этой поверх- живают неизменным, причем величину дробности, т. е. процесс формообразования по- ной части этого соотношения выбирают из верхности получается идентичным тому, ко- ряда 0,1; 0,3; 0,7 и 0,9. торый рассмотрен для случая круглого наружного шлифования врезанием, и дробная часть соотношения поперечной подачи заготовки и подачи правящего инструмента при
2. Способ по п. 1, отличающийся тем, что заготовке сообщают продольную подачу при отнощении ее величины к величиправке в ряду 0,1; 0,3; 0,7; 0,9 обеспечива- 20 шага винтовой линии на рабочей поверх гJ„,,,,,,-,,, ,4-1 f i-i f п 1 Г Г оитТО LJOnriQет минимальное значение щероховатости.
Осуществить предложенный способ щлифования возможно, например, используя
станки с ЧПУ, где частота вращения круга
ности шлифовального круга в виде неправильной дроби, причем величину дробной части этого соотношения выбирают из ряда 0,1; 0,3; 0,7 и 0,9.
и все виды подач заготовки обеспечиваются заложенной в станок программой.
Формула изобретения
целью повышения производительности и нижения шероховатости обрабатываемой поверхности, соотношение частот вращения шлифовального круга и заготовки поддер- ивают неизменным, причем величину дробной части этого соотношения выбирают из ряда 0,1; 0,3; 0,7 и 0,9.
2. Способ по п. 1, отличающийся тем, что заготовке сообщают продольную подачу при отнощении ее величины к величи шага винтовой линии на рабочей поверх шага винтовой линии на рабочей поверх„,,,,,,-,,, ,4-1 f i-i f п 1 Г Г оитТО LJOnriQности шлифовального круга в виде неправильной дроби, причем величину дробной части этого соотношения выбирают из ряда 0,1; 0,3; 0,7 и 0,9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1985 |
|
SU1313653A1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1997 |
|
RU2173249C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| Способ шлифования зубчатых режущих инструментов | 1988 |
|
SU1604565A1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
Изобретение относится к машиностроению, в частности к способам шлифования поверхностей, например дорожек качения подшипников, .валов, роликов. Цель изобретения - повышение производительности и снижение шероховатости обрабатываемой поверхности путем поддержания неизменной величины соотношения частот вращения шлифовального круга и заготовки при выборе дробной части этого соотношения из ряда 0,1; 0,3; 0,7 и 0,9. Шлифовальному кругу с винтвой рабочей поверхностью и заготовке сообщают вращение и выбирают соотношение их частот в виде неправильной дроби. Соотношение частот вращения шлифовального круга и заготовки при этом поддерживают неизменным, причем величину дробной части этого соотношения выбирают из ряда 0,1; 0,3; 0,7 и 0,9. 1 з.п. ф-лы, 2 ил.
а,
7ео)етическая за8исимость
Зксперименгпальтгя забисимость
3,0 3.2 3. 3.6 3.8 JUL
ФигЛ
п.
М
иг.2
