(54) ПЛОСКОЩЕЛЕВАЯ ЖСТРУЗИСЖНАЯ ГОЛСВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ Изобретение относится к оборудованию для переработки полимеров в изделия и может быть использовано в химической промышленнсти для изготовления пластмассовых пленок и листов. Известна плоскощелевая экструзионная головка для полимерных материалов, содержащая корпус с формующими губками, смонтированными с образованием меясду ними выходной щели l. Однако отсутствие в экструзионной гс ловке средств обогрева вызьтает образова ние застойных зон и снижает качество изделий. Наиболее близкой по техническсЛ сущности и достигаемому результату к изобретению является плоскоихелевая экструзионная головка для полимерных матери алов, содержащая корпус с каналом для прохода расплава полимера и с формующими губками смонтированными с офазованием между ними выходной щели, и элементы обогрева. Элементы обогрева в эк- струзисйной головке выполнены в виде по лостей в корпусе, сообщенных с источнк-ком теплсжосителя 2 . Недостатком экструэионной головки является неравномерность температурного поля полимера вследствие неравномерности обогрева корпуса, офазованнсго ;юумя плитами, имеющими значительную толщину, а также необходимость значительного времени нагрева экструзионнЫ головки, что снижает ее провзводительность. Цель изо егенвя - повышение провэводительности экструзионной головки за счет обеспечения равномерного ее обогрева.. Указанная цель достигается тем, что в гахоскощелевоб экструзвонной головке для полимерных материалов, содер жащей корпус с каналом для прохода расплава полимера и с формующими губками, смонтированнымв с образованием между ними выхошой щели,- и элементы обогрева, корпус размещен в герметичной полой камере с теплоносителем, вьтолненнсЛ с гладкими стенками н с перфорированными
ребрами жесгкостн, а элементы обогрева расположены под нижней стенкой герметичной полой камеры.
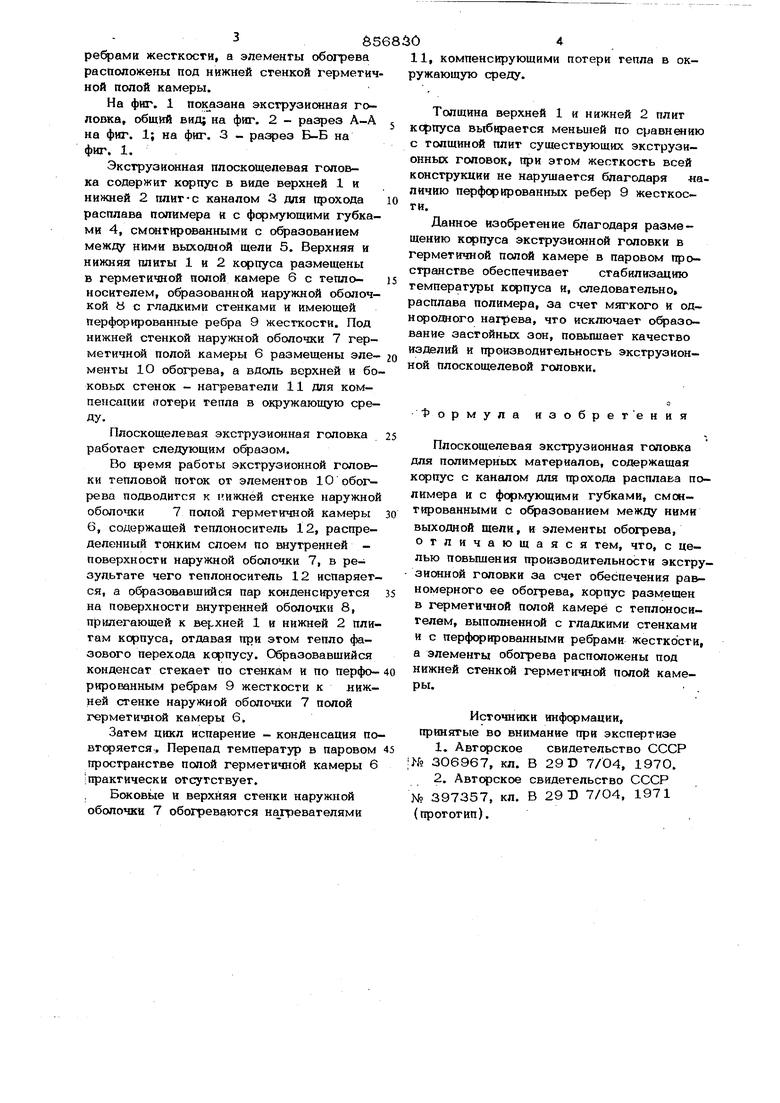
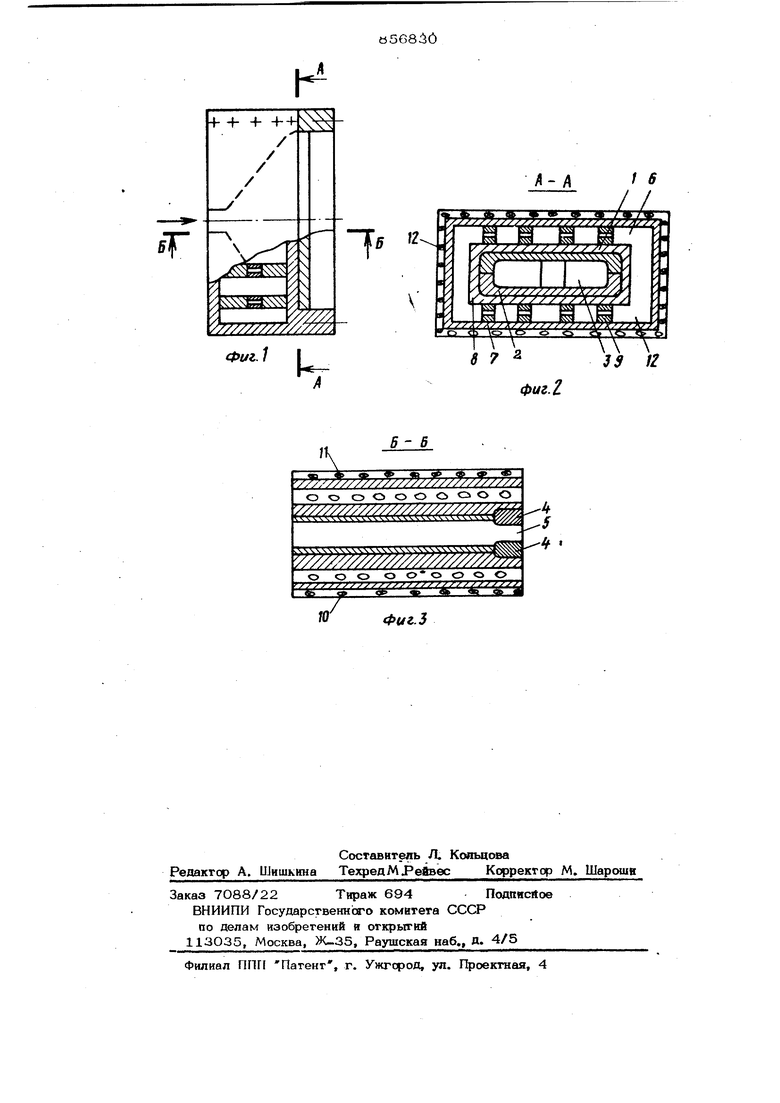
На фиг. 1 по1казана эксгрузионная головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - Б-Б на фиг. 1.
Эксгрузисжная плоскощелевая головка содержит корпус в виде верхней 1 и нижней 2 плит-с каналом 3 для прохода расплава полимера и с формующими губками 4, смштированными с образованием междуг ними выходной щели 5. Верхняя и нижняя плиты 1 и 2 корпуса размещены в герметичной полой камере 6 с теплоносителем, образованной наружной оболочкой tt с гладкими стенками и имеющей перфорированные ребра 9 жесткости. Под нижней стенкой наружной оболочки 7 герметичной полой камеры 6 размещены элементы 1О обогрева, а вдоль верхней и боKOBbtx стенок - нагреватели 11 для компенсации потери тепла в окружающую среду.
Плоскощелевая эксгрузионная головка работает следующим образом.
Во время работы экструзионной головки тепловой поток от элементов 10 обогрева подводится к нижней стенке наружной оболочки 7 полой герметичной камеры 6, содержащей теплоноситель 12, распределенный тонким слоем по внутренней поверхности наружной оболочки 7, в результате чего теплоноситель 12 испаряется, а образовавшийся пар конденсируется на поверхности внутренней оболочки 8, прилегающей к ве{.хней 1 и нижней 2 плитам корпуса, отдавая при этом тепло фазового перехода корпусу. Образовавщийся конденсат стекает по стенкам и по перфорированным ребрам 9 жесткости к нижней стенке наружной оболочки 7 полой герметичной камеры б.
Затем цикл испарение - конденсация повторяется. Перепад температур в паровом пространстве полой герметичной камеры 6 iпрактически отсутствует.
Бсжовые и верхняя стенки наружной оболочки 7 обогреваются нагревателями
11, компенсирующими потери тепла в окружающую среду.
Толщина верхней 1 и нижней 2 плит корпуса выбирается меньшей по сравнению с толщиной плит существующих экструзионных головок, при этом жесткость всей конструкции не нарушается благодаря наличию перфорированных ребер 9 жесткости.
Данное изобретение благодаря размещению корпуса экструзионной головки в герметичной полой камере в паровом пространстве обеспечивает стабилизацию температуры корпуса и, следовательно, расплава полимера, за счет мягкого и однородного нагрева, что исключает образование застойных зон, повьпиает качество изделий и производительность экструзионной плоскощелевой головки.
. Ф
изобретения
о р м у л а
Плоскощелевая экструзионная головка для полимерных материалов, содержащая корпус с каналом для прохода расплава полимера и с фс мующими губками, смонтированными с образованием между ними выходной щели, и элементы обогрева, отличающаяся тем, что, с целью повьпиения производительности экструзионной головки за счет обеспечения равномерного ее обогрева, корпус размещен в герметичной полой камере с теплоносителем, выполненной с гладкими стенками и с перфорированными ребрами жесткости, а элементы обогрева расположены под нижней стенкой герметичной полой камеры. .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР :№ ЗО6967, кл. В 29D 7/04, 1970.
2.Авторское свидетельство СССР № 397357, кл. В 29 D 7/04, 1971 (прототип).
/ 6
Л-А
/ж /
s: ь а иг
М
g
.
39 12
фиг. 2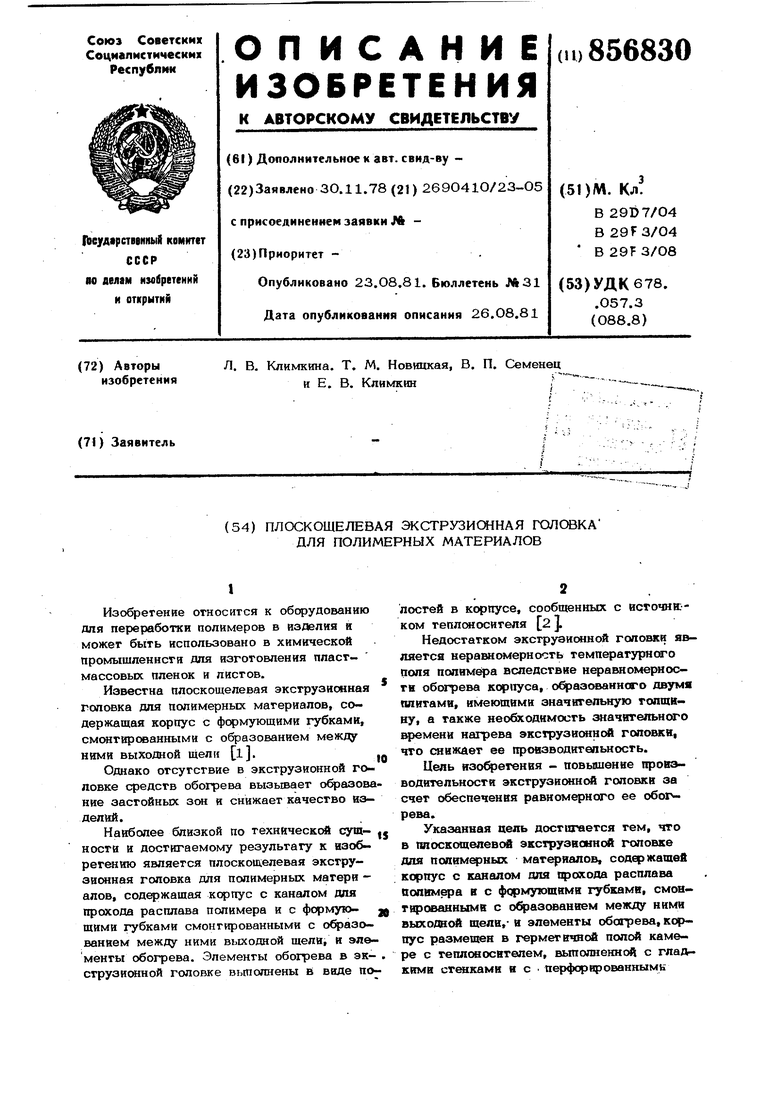
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1214458A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ ПОЛИМЕРНЫХ РАСПЛАВОВ | 2013 |
|
RU2523808C1 |
:77 /777j
оо оооооооо
о о о о о о
5-5
, д. у.
k
-5
fjt/ffLftfLf
« « 5
Фtfг.3
