(Л
00 со
со сх
7/:
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ОКРАСОЧНЫХ СОСТАВОВ | 2001 |
|
RU2207961C1 |
| Способ монтажа комплектного электротехнического изделия в вагон моторвагонного подвижного состава, устройство, интегрированное в комплектное электротехническое изделие, узел крепления и настил для его осуществления | 2019 |
|
RU2725115C1 |
| ПЕРЕГРУЖАТЕЛЬ ТАРНО-ШТУЧНЫХ ГРУЗОВ | 2000 |
|
RU2203213C2 |
| ДВЕРНОЕ ПОЛОТНО | 2005 |
|
RU2300615C1 |
| ГРУЗОВОЙ ПОДЪЕМНИК | 2015 |
|
RU2631094C2 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Конвейер для межоперационного перемещения изделий | 1981 |
|
SU994373A1 |
| Шаговый конвейер | 1980 |
|
SU891527A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
Изобретение относится к подъемно-транспортному оборудованию. Цель изобретения - уменьшение габарита по ширине и снижение металлоемкости конвейера. Для этого в конвейере подвижная рама 2 выполнена в виде вертикальной стенки с расположенной в ее верхней части горизонтальной полкой. Вертикальная стенка рамы 2 выполнена с пазами 13, рама 2 имеет швеллеры 1, в полках которых выпол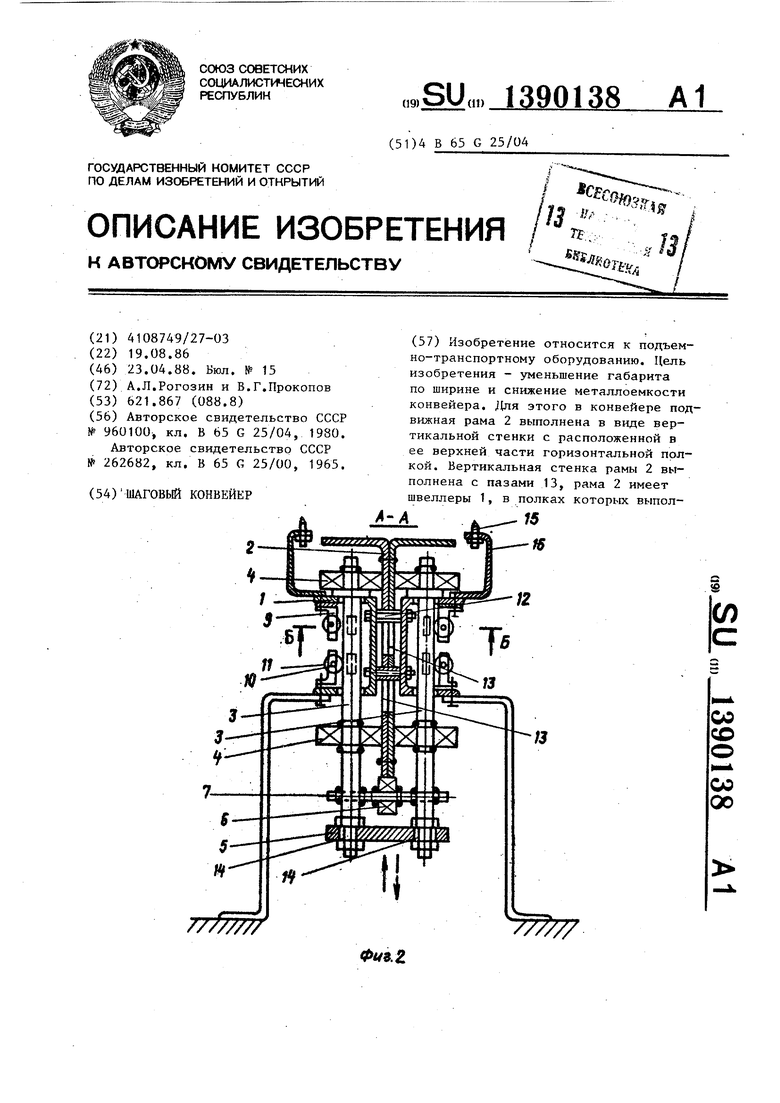
Фч9.2
139
йены соосно расположенные отверстия. Вертикальные стенки швеллеров 1 скреплены между собой посредством соединительных элементов . 12, расположенных в пазах 13« Каждый опорный узел рамы 2 выполнен в виде расположенных в отверстиях швеллеров 1 вертикальных стержней 3 с направляющими роликами Для вертикальной стенки рамы 2, Опорный ролик выполнен в виде шарикоподшипников 4 и 6, закреплен на стер . 1
Изобретение относится к подъемно- транспортному оборудованию, в частности к шаговым конвейерам, используемым в автоматизированных линиях.
Цель изобретения - уменьшение габарита по ширине и снижение металлоемкости конвейера.
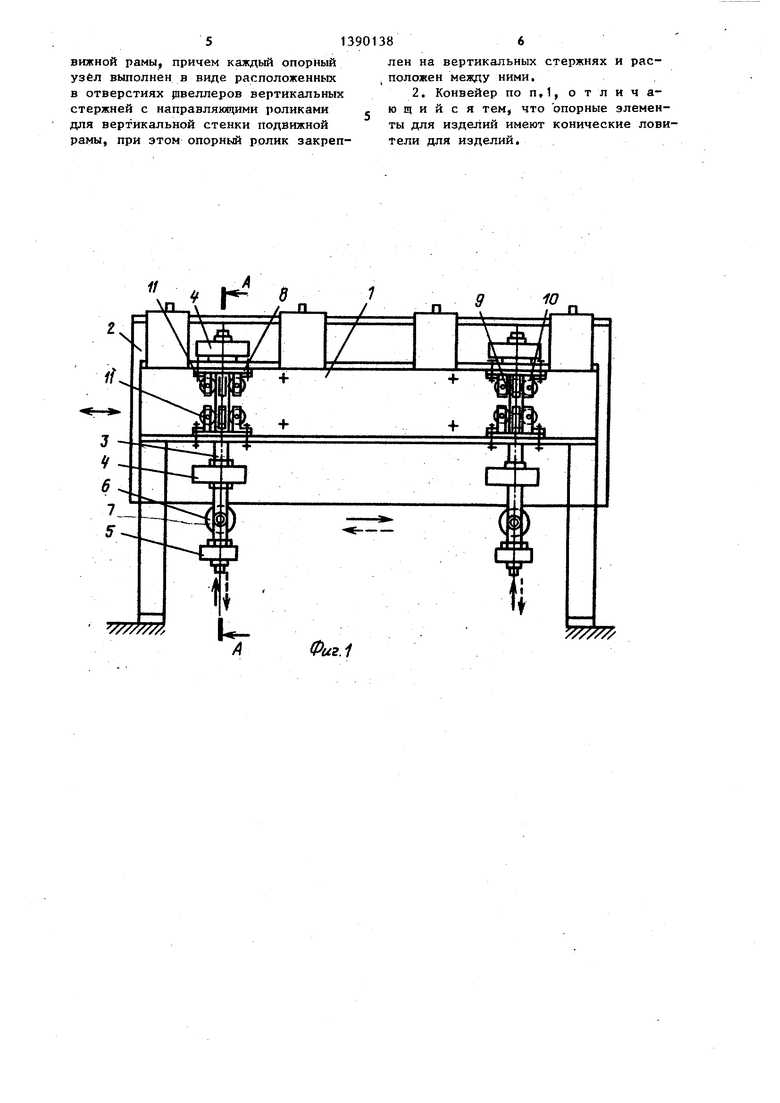
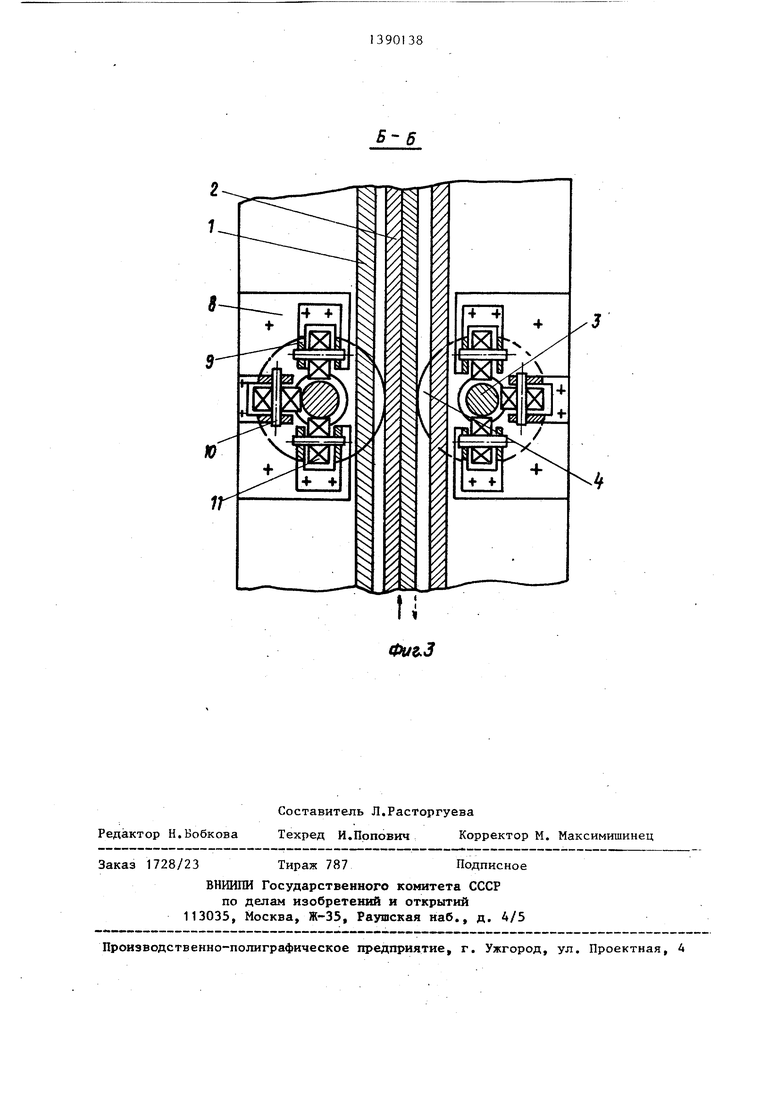
На фиг,1 изображен шаговый конвейер, общий.вид; на фиг.2 - разрез А-А на фиг.1, по подвижным опорам; на фиг.З - разрез Н-Б на фиг,2, по осям подшипников неподвижных опор.
Шаговый конвейер состоит из непод- вижнйй рамы, которая имеет два параллельно установленных и обращенных .вовнутрь своими вертикальными стенками рвеллера 1, расположенной в зазоре медду швеллерами 1 подвижной несущей рамы 2, которая выполнена в виде вертикальной стенки с расположенной в ее верхней части горизонтальной полкой, т.е. например, имеет Т-образную форму в поперечном сечении, как мини мум двух синхронных вертикально-подвижных опорных узлов, каждай из кото- ,рых выполнен в виде двух вертикальных стержней 3, расположенньк симметрич- но от вертикальной стенки несущей рамы 2. На стержнях 3 вне швеллеров 1 установлены направляющие ролики для вертикальной стенки подвижной несущей рамы 2, которые выполнены в виде подшипников 4 качения. Стержни 3 связывает планка 5, Между стержнями 3 расположен опорный ролик в виде подшипника 6 качения, который закреплен на них на оси 7, По опорным роликам перемещается подвижная рама 2.
38 жнях 3 и расположен между ними. Опор. ные элементы для изделий имеют конические ловители 15 для изделий. Шарикоподшипники 6 обеспечивают постоянство горизонтального положения рамы 2, а шарикоподшипники 4 - строго вертикальное положение. Вместе подшипники 4 и 6 обеспечивают минимально возможное сопротивление перемещению рамы 2 и тем самым повышение КПД конвейера. 1 з.п. ф-лы, 3 ил.
0
5
0
5
2
Каждый вертикальный стержень 3 подвижного опорного узла по обеим краям у полок швеллеров 1 опирается на установленные на общей пластине 8 радиальные регулируемые подшипниковые узлы 9 с осями 10, на которых закреплены подшипники 11 качения, контактируюпщми с поверхностями вертикальных стержней 3,
Конвейер содержит два линейных привода (не показаны), один из которых осуществляет возвратно-поступательное перемещение подвижной рамы 2 по горизонтали, воздействуя на его вертикальную стенку, а второй привод - по вертикали, воздействуя на планки 5. подвижны вертикальных стержней 3 опорных узлов синхронно.
Вертикальные стенки швеллеров 1 скреплены между собой посредством соединительных элементов - крепежных болтов 12, В вертикальной стенке подвижной рамы 2 сделаны пазы 13 для расположения в них болтов 12 с учетом вертикального и горизонтального перемещений подвижной рамы 2«
В планках 5 для обеспечения возможности регулирования (перемещения стержней 3 навстречу друг другу) и устранения зазора между подшипниками 4 качения и пове1 хностями контакта несущего органа 2 предусмотрены пазы 14 под каждый из стержней 3. Упрощая возможность установки изделий на каждой из позиций шагового конвейера на каждой из его позиций предусмотрены конические ловители 15, которые расположены на опорных элементах 16 для изделий, смонтированных на верхних полках швеллеров 1,
Шаговый конвейер работает следую- щим образом.
Изделие устанавливается вручную или автоматически на первую позигщю конвейера на ловители 15 сверху.
После этого включается привод вертикального перемещения подвижной рамы 2 (не показан), воздействуя одновременно на обе планки 5 вертикально вверх до крайнего верхнего положения. Затем подвижная несущая рама 2, находясь в крайнем верхнем положении, перемещается вправо после включения горизонтального привода (не показан) до крайнего правого положения. По завершении горизонталь ного перемещения подвижной несущей рамы 2 включается вертикальный привод в режиме реверса по отношению к первому вертикальному перемещению и рама 2 опускается вниз. При этом изделие своими боковыми поверхностями действует на поверхности конических J7oвитeлeй 15, и, ориентируясь, опускается на горизонтальные базовые поверхности ловителей - на опорные элементы 16. В крайнем нижнем положении несущая рама 2 расцеплена с изделием, перемещаемым на конвейере, находясь своей верхней рабочей поверхностью ниже самой нижней точки тран спортируемых изделий. Этот зазор позволяет вхолостую вернуть раму 2 в крайнее левое положение, не задевая изделий, установленных на пози.циях шагового конвейера. Дойдя до край- него левого положения в крайнем нижнем завершен цикл перемещения по прямоугольной траектории, т.е. такой который получен на этом конвейере при поочередном включении каждого из приводов.
При перемещении вверх (или вниз) подвижной несущей рамы одновременно и синхронно поднимаются (или опускаются) вертикальные стержни 3 двух подвижных опор с подшипниками 4 и 6 на осях 7 и планками 5 (фиг.2). Для обеспечения нулевого или минимально допустимого радиального зазора между подшипниками 4 и поверхностями контакта рамы 2 вертикальные стержни 3 перекатываются по охватьтающим стержни подшипникам 11 качения неподвижных подшипниковых узлов, мак
Q
0
симально возможно раздвинутых; по высоте швеллеров 1.
При перемещении влево (или вправо) рамы 2 она, опираясь на радиальные шарикоподшипники 6, перекатывается по ним и по шарикоподшипникам 4, насаженным на вертикальные подвижные стержни 3. Шарикоподшипники 6 обеспечивают постоянство горизонтального положения подвижной рамы 2, шарикоподшипники 4 стержней 3 обеспечивают строго вертикальное положение подвижной несущей рамы 2 шагового конвейера, а все вместе шарикоподшипники обеспечивают минимально возможное сопротивление перемещению несущей рамы 2 и тем самым повышение КПД устройства.
Расположение швеллеров 1 таким образом, что они расположены внутрь стенками с малым зазором,дает возможность в нем разместить вертикальную стенку подвижной несущей рамы 2,
Благодаря жесткости конвейер обладает повышенной грузоподъемностью. Конвейер имеет небольшую металлоемкость и благодаря легкости - повьштен- ный К1Щ.
Формула изобретения
лен на вертикальных стержнях и рас- положен между ними.
А
И-
.-п
Фиг.1
п
io
п
y////Y/
Фиг.3
| Шаговый конвейер | 1980 |
|
SU960100A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ | 0 |
|
SU262682A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
