фм.9
Изобретение относится к. машиностроению и может быть использовано в автоматических линиях для загрузки и Ориентации длинномерных деталей сложной конфигурации, например коленчатых и распределительиых валов.
Целън5 изобретения является повышение надежности работы устройства при подат1е деталей сложной конфигу раЦии.
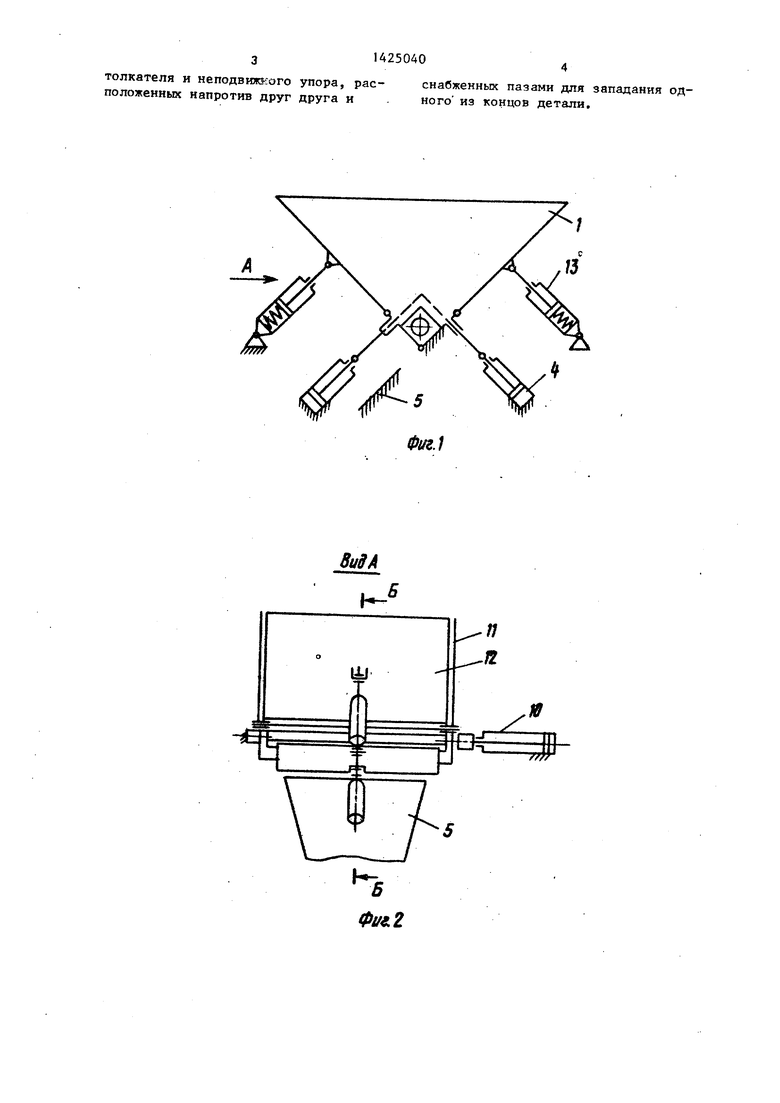
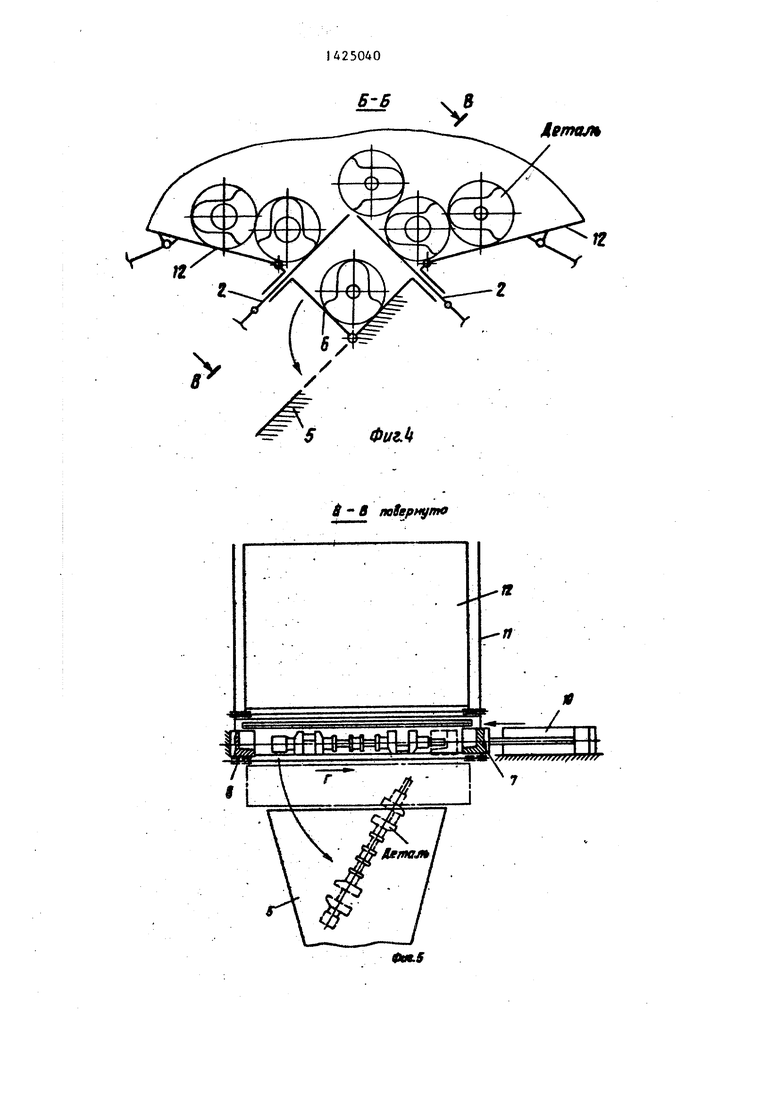
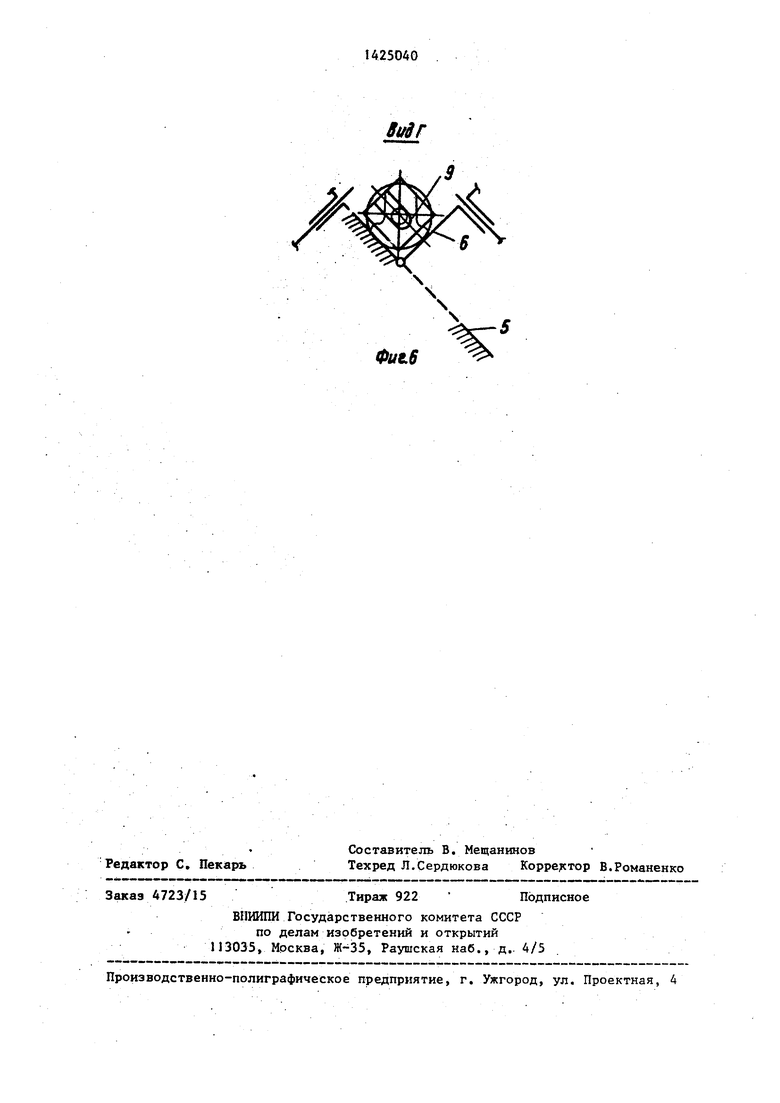
На фиг. 1 изображено устройство,, об1|ций вид;, на фиг. 2 - вид А на фи|г. 1; на фиг. 3 - разрез Б-Б на . 2 (исходное положение отсекаю- щн||с пластин); на фиг. 4 - то же, (крнедаое положение отсекающих плас- тий); на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вид Т на фиг. 5.
Устройство для подачи деталей со- де)ржит бункер 1, отсекающие пласти- ны| 2, расположенные в нижней части буккера 1 под углом друг к другу. Отрекакяцие пластины 2 установлены в иа|правляющих 3 и снабжены силовыми цилиндрами 4. Под бункером 1 разме- щер отводящий лоток 5, снабженный в еврей приемной части заслонкой 6 для уд|ерживания детали Между отсекающими пластинами 2 и лотком 5 размеще- иы толкатель 7 и упор 8 механизма ор|иеитации деталей. Толкатель 7 и yitjop 8 расположены друг против друга и снабжены открытыми к бункеру 1 паза 9, параллельными отводящему 5. Толкатель 7 связан с сило- Bbi« цилиндром 10. Торцевые стенки II 6у|Нкера 1 выполнены неподвижными, а бо|ковые стенки 12 в своей верхней чаЬти над отсекающими пластинами 2 уС|Тановлены шарнирио и связаны порщ- приводом 13 одностороннего действия с основанием устройства. Поршневые полости силовых цилиндров 4 соединены через управляющие золотни- КИ 14 со Штоковой полостью поршневых приводов 13.
Устройство работает следующим образом.
Детали, например коленчатые валы, размещают в бункере 1. Одйа из деталей располагается в нижней части бункера 1 на зафиксированной заслонке 6 Под действием силовых цилиндров 4 отсекающие пластины 2 поочередно пе- ремещаются в направляющих 3, производя отделение одной детали. В случа болыпого количества д,еталей в бункере 1 или в результате их неудачного расположения давление в порщневой полости силовых цилиндров 4 повышается, что приводит к переброске золоника 14. В результате этого под действием давления в штоковой полости поршневых приводов 13 боковые стенки 12 бункера 1 fe верхней их части расходятся в стороны fфиг.i) и детали разваливаются.
После снижения давледия в поршневой полости сиповьк цилиндров 4 золотник 14 занимает первоначальное положение, а пружины-поршневого привода 13 возвращают в исходное положение шарнирно установленные части боковых стенок 12 бзгнкера 1. Затем толкатель 7 под действием силового цилиндра JO перемещается вперед, и взаимодействуя с отсеченной деталью, толкает ее перед собой до упора 8. В зависимости от расположения детали паз 9 толкателя 7 или упора 8 взаимодействует с ее концом меньшего диаметра (фиг, 5) « После поворота заслонки 6 деталь под действием собственного веса разворачивается на конце, запавшем в паз 9, и перемещается в отводящий лоток 5 в ориен- тированном положении, концом большего диаметра вперед.
Форм у л а изобретения
1.Устройство для подачи деталей, содержащее бункер с механизмом пош- тучной вьщачи деталей и отводящий лоток с механизж м их ориентации,
о тлич ающе е с я тем, что, с целью повьш1ения надежности работы при подаче деталей сложной конфигурации, механизм поштучной выдачи выполнен в виде двух отсекающих плас .тин, установленных в противоположных боковых стенках бункера под углом друг к другу с возможностью возвратно-поступательного перемещения, и заслонки, расположенной в приемной части отводящего лотка с возможностью поворота, причем верхняя часть каждой из боковых стенок бункера над отсекающими пластинами установлена шарнирно и снабжена приводом поворота.
2.Устройство по п.1, о т ли - чающееся тем, что механизм ориентации деталей выполнен в виде
толкателя и неподвиж гого упора, рас- снабженных пазами для западания од- положенных напротив друг друга и . кого из концов детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1977 |
|
SU733964A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Загрузочное устройство | 1988 |
|
SU1597259A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Устройство для ориентированной подачи деталей | 1983 |
|
SU1184645A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Устройство для подачи штучных заготовок в штамп | 1982 |
|
SU1080910A1 |
| Гвоздезабивное устройство | 1980 |
|
SU935282A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
Изобретение относится к машиностроению и может быть использовано в автоматических линиях для загрузки и ориентации длинномерных деталей сложной конфигурации, например коленчатых или распределительных валов.- Целью изобретения является повьшение надежности работы устройства при подаче деталей сложной конфигувации. Детали, поданные в бункер 1, поочередно отделяются отсекающими пластинами 2, установленными под углом друг к другу в боковых стенках 12 бункера 1 посредством их встречного перемещения под действием силовых :: цилиндров 4. В случае большого количества деталей в бункере 1 или их неудачного расположения давление в силовых цилиндрах 4 повышается, золотник 14 перебрасывается, повышая давление в штоковой полости поршневых приводов 13. Шарнирно установленные верхние части боковых стенок I2 бункера 1 расходятся под действием приводов 13, позволяя деталям развалиться и занять положение, обеспечивающее гарантированное отсечение пластинами 2 нижней детали от стопы. После этого механизм ориентации, расположенный в приемной части отводящего лотка 5 и выполненный в виде неподвижного упора и толкателя, установленных напротив друг друга в горизонтальной плоскости, позволяет детали своим концом меньшим метра западать в паз толка еля или упора. После открытия заслонки деталь опрокидьшается на конце, запавшем в паз, и поступает в отводящий лоток 5 в ориентированном положении, концом большего диаметра вперед. 1 з.п. ф-лы, 6 ил. (Л IND СП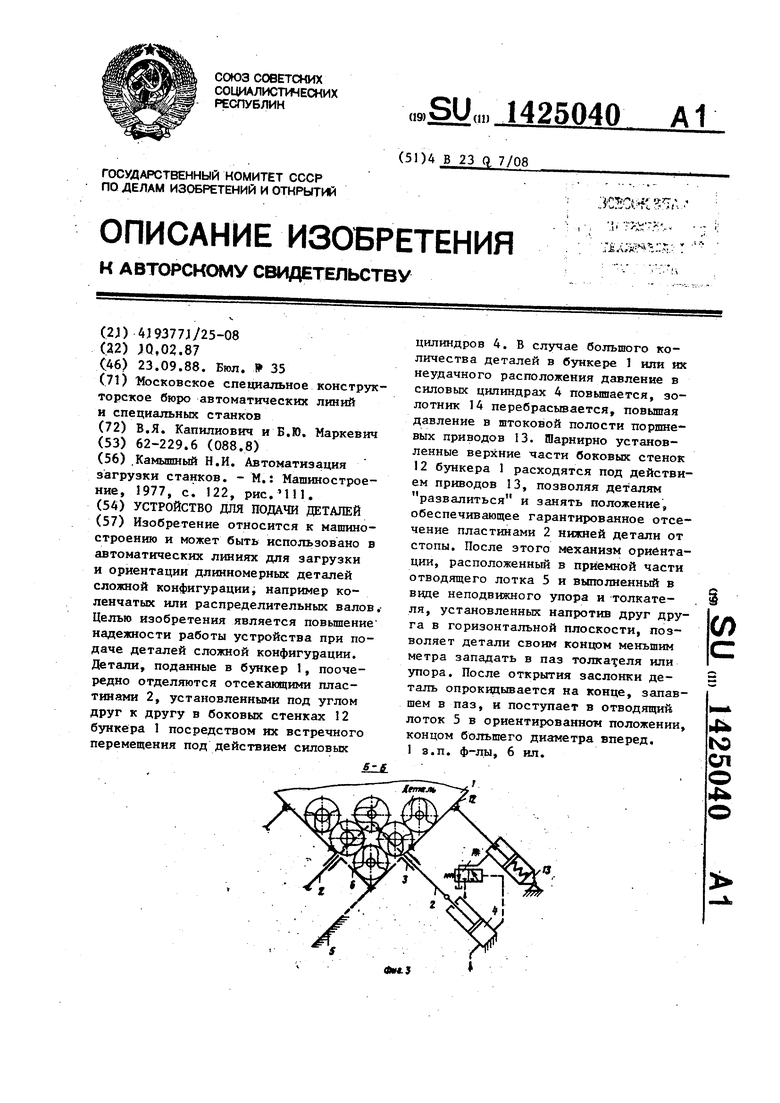
ЬУ
П
.п. JL /
ф1/г.2
6 в пв8врнупю
MfmoM
Фиг.
Я ft
Buir
0U€.S
| .Камышный Н.И | |||
| Автоматизация загрузки станков | |||
| - М.: Машиностроение, 1977, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| МП, | |||
