Изобретение относится к производству электросварных труб и касается усовершенствования направляющей шайбы рабочего калибра трубоэлектросварочного стана.
Изобретение наиболее эффективно может быть использовано в сборочно-сварочных станах для производства двух- и одношовных труб.
Известно устройство для направления кромок трубной заготовки при сварке, которое содерл ит формовочные сварочные удерживающие валки и регулируемый нож, укрепленный на формовочных валках 1. При сборке и направлении кромок трубной заготовки, последние скользят по поверхности ножа. Постоянное скольжение по одной и той же поверхности ножа приводит к быстрому износу его, порче поверхности кромок (надирам, срезам и т. д.), ухудшению качества сварки и повышенным отходам металла.
Из известных направляющих шайб наиболее близкой по технической сущности является шайба рабочего калибра трубоэлектросварочного стана, выполненная из двух дисков, жестко насаженных на вал 2.
Недостатки у этой шайбы те же самые, что и у сплошной и заключаются в следующем. При сборке и направлении трубной заготовки ЭТО.Й шайбой, когда кромки касаются щайбы на разных уровнях Ri и Rz, в процессе подачи трубной заготовки к сварочным устройствам иолуцилиндры получают разные линейные скорости Vi и VzВ результате этого происходит смещение одной заготовки относительно другой, а на их торцах образуется «зуб, который затем приходится обрезать. Это ведет к увеличению расхода металла.
Целью изобретения является исключение смещения торцов полуцилиндрических заготовок при подаче их к сварочным устройствам для уменьшения концевых отходов трзб и повышения стойкости шайбы.
Указанная цель достигается тем, что диски установлены в рабочем калибре с возможностью независимого друг от друга вращения.
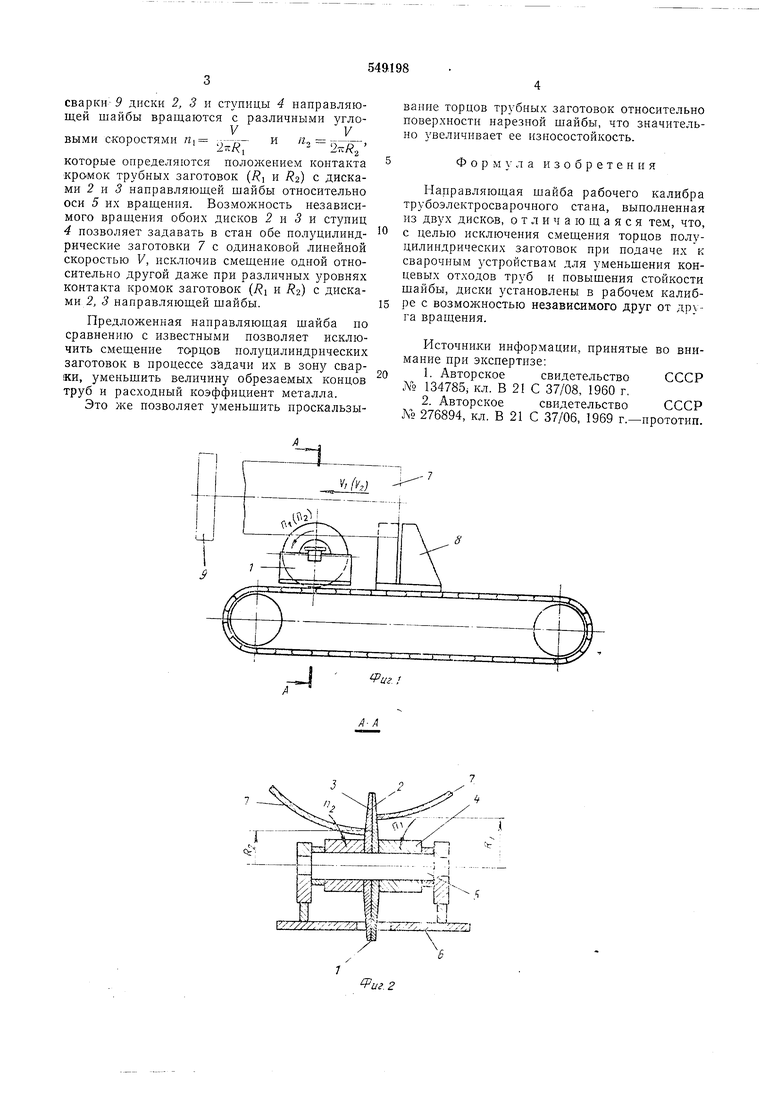
На фиг. 1 изображена схема установки направляющей щайбы в сборочно-сварочном стане; на фиг. 2 - разрез А-Л фиг. 1.
Направляющая шайба / рабочего калибра трубоэлектросварочного стана со-стоит из двух дисков 2 и 3, установленных вместе со ступицами 4 на оси 5, закрепленной в корпусе 6.
Полуцилиндрические заготовки 7 собираются в трубную заготовку и заталкивателем 8 подаются в зону сварки 9. При этом, направление кромок трубной заготовки обеспечивает шайба /. В процессе задачи полуцилиндрических трубных заготовок 7 в зону
сварки 9 диски 2, 3 и ступицы 4 направляющей шайбы вращаются с различными угловыми скоростями «1 9тс
которые определяются положением контакта кро-мок трубных заготовок (Ri и Rz) с дисками 2 и 5 направляющей щайбы относительно оси 5 их вращения. Возможность независимого вращения обоих дисков 2 и 5 и ступиц 4 позволяет задавать в стан обе полуцилинд рические заготовки 7 с одинаковой линейной скоростью V, исключив смещение одной относительно другой даже при различных уровнях контакта кромок заготовок (R и 2) с дисками 2, 3 направляющей щайбы.
Предложенная направляющая шайба но сравнению с известными позволяет исключить смещение торцов полуцилиндрических заготовок в процессе задачи их в зону сварки, уменьшить величину обрезаемых концов труб и расходный коэффициент металла. Это же позволяет уменьшить проскальзывание торцов трубных заготовок относительно поверхности нарезной щайбы, что значительно увеличивает ее износостойкость.
5ф о р м у л а и 3 о б р е т е и и я
Направляющая щайба рабочего калибра трубоэлектросварочного стана, выполненная издвух дисков, отличающаяся тем, что,
10 с целью исключения смещения торцов полуцилиндрических заготовок при подаче их к сварочным устройствам для уменьшения концевых отходов труб и повышения стойкости шайбы, диски установлены в рабочем калибре с возможностью независимого друг от друга вращения.
Источники информации, принятые во внимание при экспертизе:
201 АвторскоесвидетельствоСССР
Дй 134785, кл. В 21 С 37/08, 1960 г.
2. Авторское свидетельство СССР АО 276894, кл. В 21 С 37/06, 1969 г.-прототип.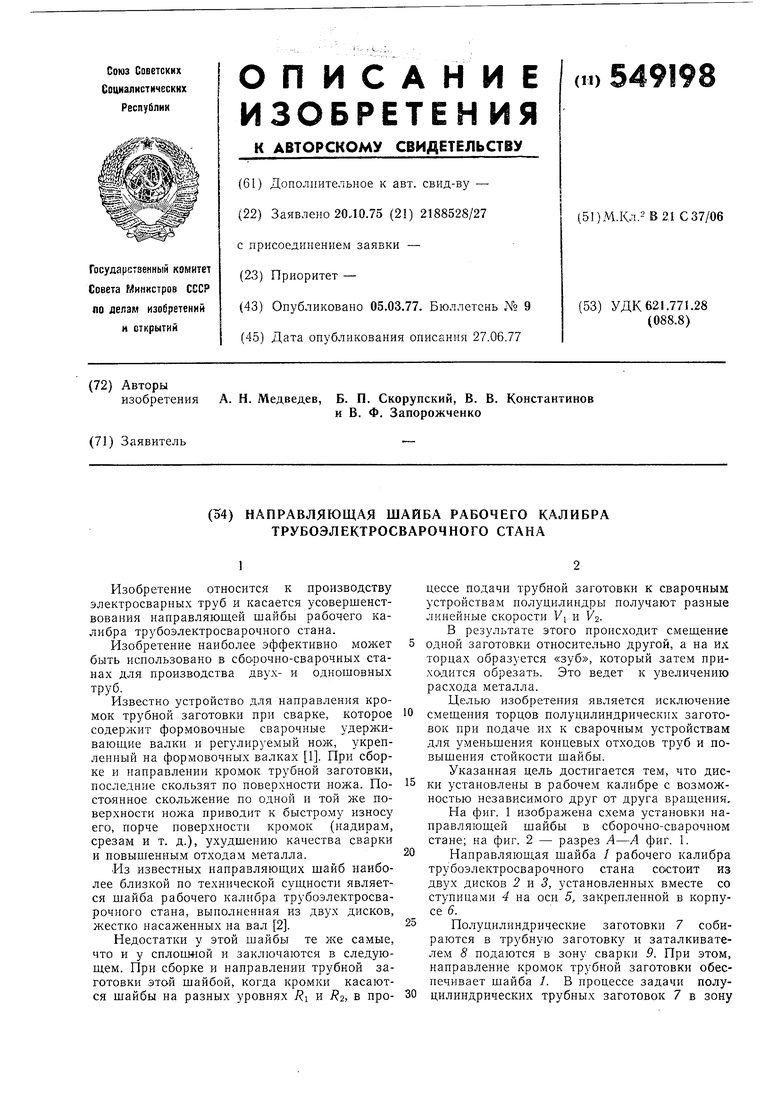
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовонаправляющее устройство трубо-элЕКТРОСВАРОчНОгО CTAHA | 1979 |
|
SU829245A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Способ производства двухшовных труб | 1986 |
|
SU1391753A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| РАЗРЕЗНАЯ ШАЙБА РАБОЧЕГО КАЛИБРА ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1966 |
|
SU214485A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1973 |
|
SU363535A1 |
