Фиг, 2
I13
Изобретение относится к трубному производству, а именно к произведетву сварных труб, и наиболее эффективно может быть использовано при игго- тoвJ7eнии спиральношовных труб с малыми углами формовки, свариваемых встык.
Цель изобретения - повышение качества сварного шва.
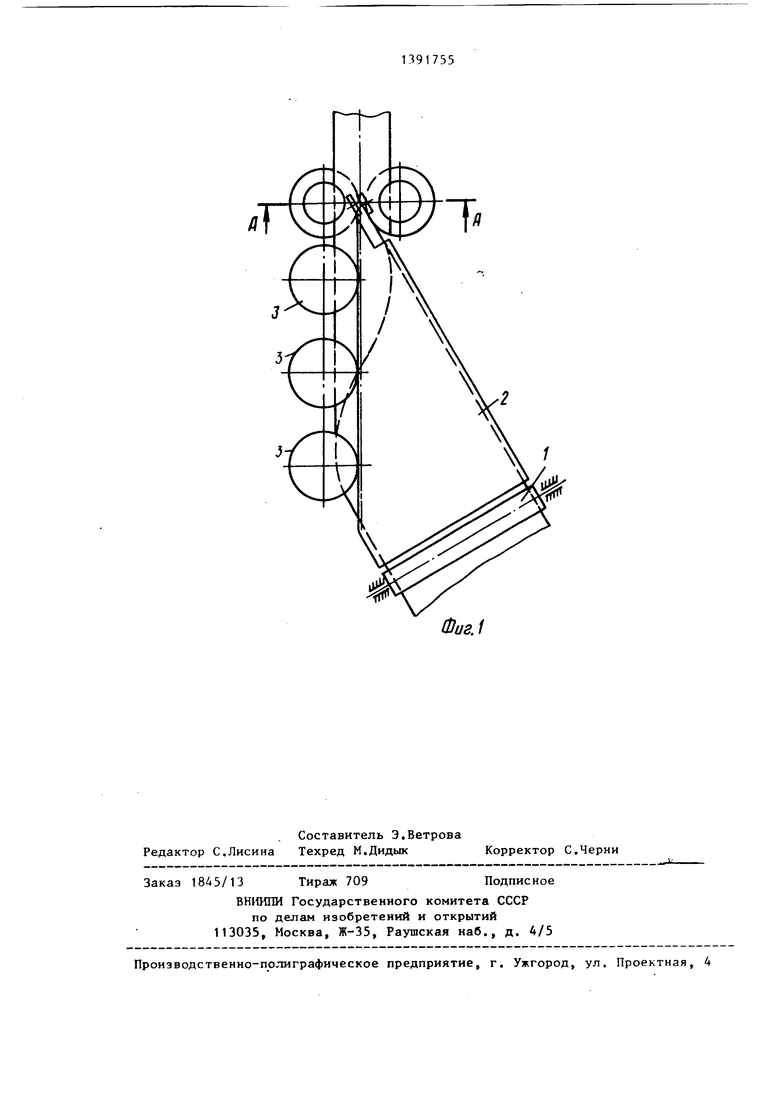
На фиг, 1 изображена схема предлагаемого устройства ; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для изготовления спиральношовных труб состоит из механизма подачи 1 полосы, проводки 2, формовочного узла 3, сварочнёй клети, в состав которой входят калибрующие ролики 4 и ролики 5, поддерживающие свариваемые кромки. Калибрующие ролики А снабжены механизмом 6 их радиального перемещения с регулятором 7 давления .
Работа устройства осуществляется следующим образом.
Стальную полосу с помощью механизма подачи 1 направляют под углом формовки через проводку 2 в формовочный узел 3, в котором она сворачивается в трубную заготовку, которая попадает в калибрующие ролики 4. Затем ю калибрующим роликам 4 прикладывается постоянное сварочное давление, создаваемое с помощью механизма 6 радиального перемещения и регулятора 7 давленияi Кромки, разогретые до температуры сварки с помощью ТВЧ (не показаны), в процессе их осадки
1755
направляются поддерживающими роликами 5. Таким образом обеспечивается бесперебойная работа устройства с
высокими -показателями по качеству изготавливаемых труб. При увеличении ширины исходной полосы калибрующие ролики расходятся, а при уменьшении сближаются автоматически, при этом
сварочное давление,в калибровочной клети сохраняется постоянным с помощью механизма 6 и регулятора 7 давления.
Предлагаемое устройство для изготовления спиральношовньк труб позволяет увеличить выпуск готовых труб путем сокращения брака и повысить качество спиральношовных труб путем обеспечения постоянного сварочного давления на разогретых кромках при изменении ширины исходной заготовки.
Формула изобретения
Устройство для изготовления сварных спиральношовных труб с малыми углами формовки, содержащее механизм подачи, проводку, формовочный узел и сварочную клеть, состоящую из калибрующих и поддерживающих свариваемые кромки роликов, отличающееся тем, что, с целью повьшге- ния качества сварного шва путем поддержания постоянным сварочного давле- НИН, калибрующие ролики снабжены механизмом радиального перемещения с дозатором давления.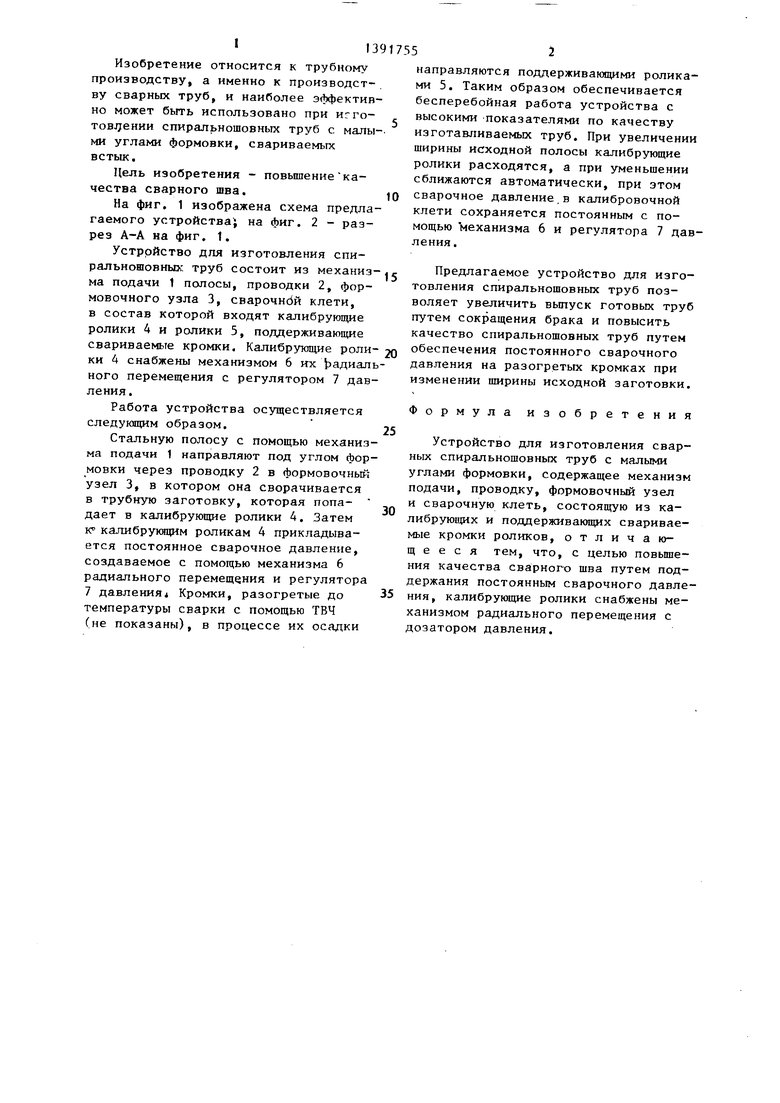
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1146115A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Способ изготовления спирально-шовных труб | 1987 |
|
SU1489873A1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
Изобретение относится к трубно- rv производству, а именно к производ1 г ству спиральношовных сварных труб. Цель - повышение качества сварного шва. При сварке труб в случае изменения ширины полосы и увеличения периметра заготовки положение роликов 4, соответствующее постоянному сварочному давлению на кромках, задается механизмом 6 их радиального перемещения. Постоянство сварочного ления обеспечивается регулятором 7 давления. Устройство позволяет обеспечить постоянное сварочное давление, в результате чего стабилизируется величина грата, исключается возможность образования несплошности сварного шва, повьппается его прочность. 2 ил. д-д (Л
| Патент США S 3201559, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
