I
Изобретение относится к области сваркк, в частнос:ти к иэготоапению сварных спиральношозных труб„
Известно устройство для изготовления сварных спиральношовных труб, содержащее формовочный узел, сварочное устройство, а также 1знешний.и внутренний шовообжимнью ролики 1 ,
Недостатком известного устройства являетсяНизкое качество сварных труб, так кг:к геометрическая форма трубн в области шаа отличается от заданной фор мы трубь. Это объясняется тем, ITO шо- вообжимные ролики воздействуют по нормали к поверхности свариваемой трубы и соадают на кромках лишь сжимающие усилия. В ревультате при движении свариваемых кромок черев указанные ролики пос- ледние направляют их по прямой, касательной к поверхности трубы в схождения кромок. В то же время основные части свариваемой трубы и полосы с ормованы по заданной форме трубы„ :.го приводит к тому, что сваренньта под
воздействием роликов кромки деформируются В направлении их движения иным образом по. сравнению с основными частями сваренной трубы и сформованной полосы. Дальнейшая деформация изгиба сваренных кромок осуществляется неопреде- ленньг л образом, так как она происходит за счет того, что основные части трубы и полосы, прилегающие к кромкам, имеют заданмукз форму на протяженных участках.
В конечно;- итоге из-за вваюлного ВЛИЯНИЯ ocHOEibix частей сваренной трубы и сформованной полосы на сварной шов и наоборот геометрическая форма трубы В области шва отличается от заданной.
Целью ияобретения является повышение качества сварного шва,
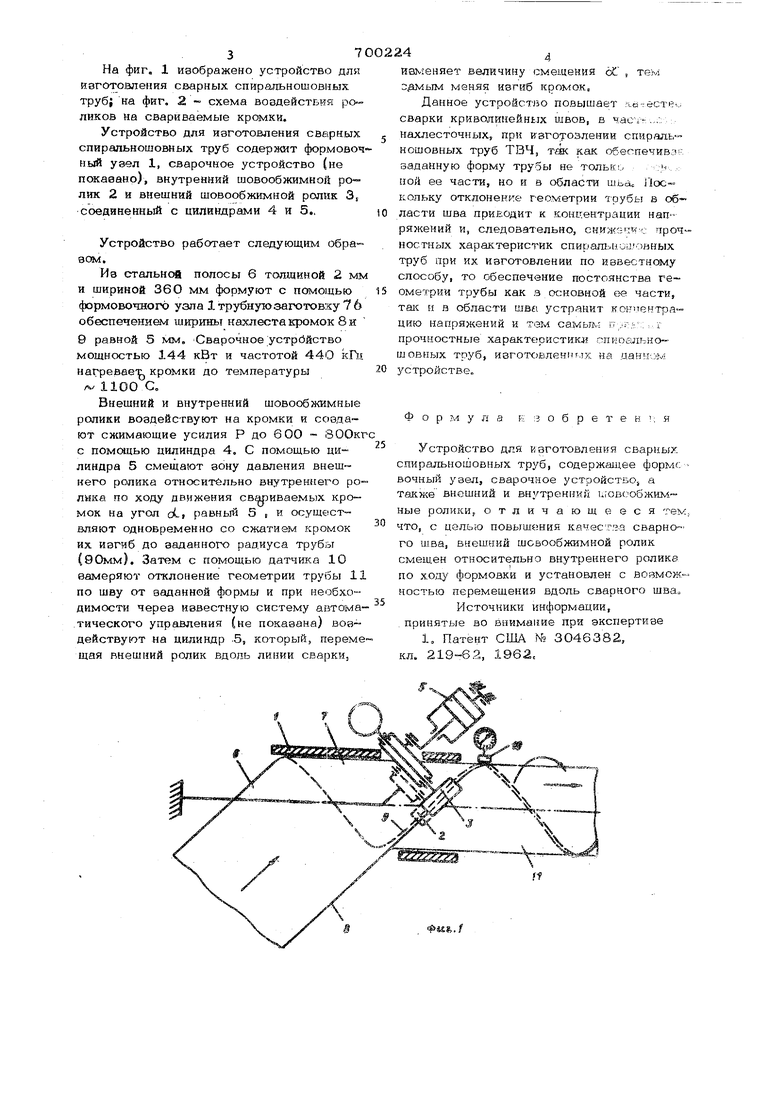
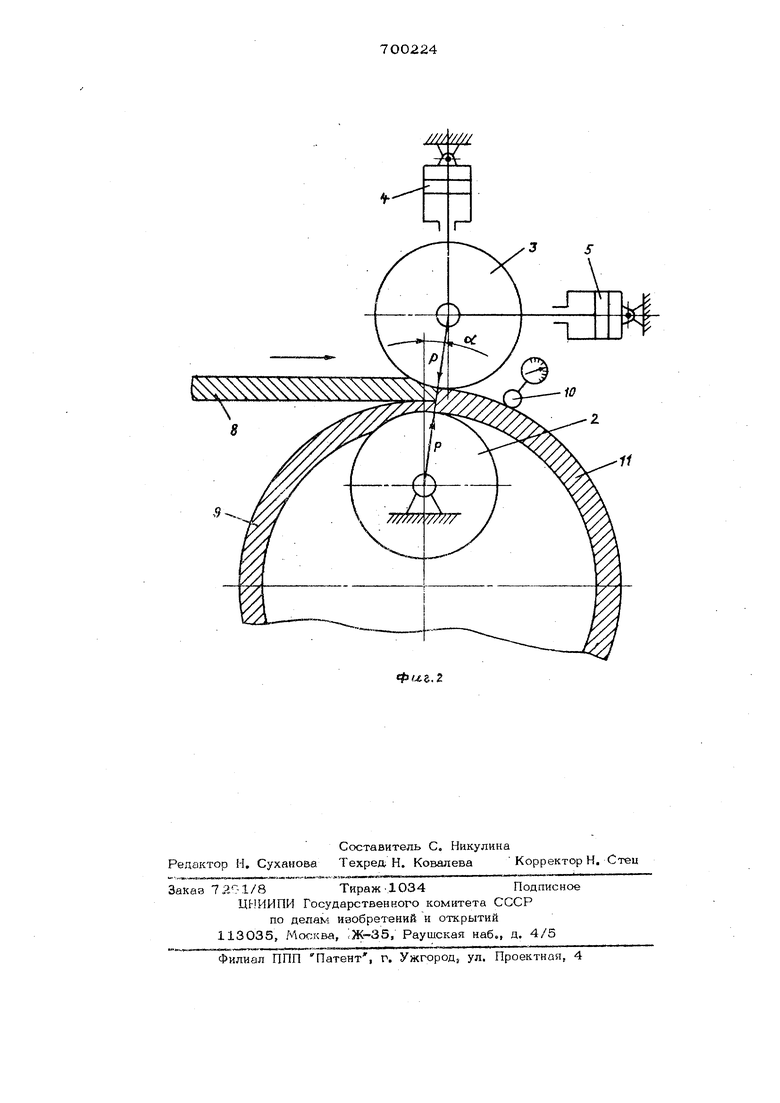
Усаванная цель достигается тем, что внешний шовооСжнмной ролик смещен относительно Biiyrpanfiero ролика по ходу формовки и установлен с возможностью перемещения вдоль сварного шва. 37 На фиг, 1 изображено устройство для изготовления сварных спирапьношовных труб; на фиг, 2 схема воздейстьйя роликов На свариваемые кромки. Устройство для изготовления сварных спиральношовных труб содержит фор:мовоч ный узел 1, сварочное устройство (не покавано), внутренний шовообжимной ролик 2 и внешний шовообжимной ролик 3, соединенный с цилиндрами 4 и 5., Устройство работает следующим образом, Из стальнс полосы 6 толвдиной 2 мм и шириной 360 мм формуют с помощью формовочного узла 1 трубную заготовку 76 обеспечением ширины нахлеста кромок 8 и 9 равной 5 мм, -Сварочное устройство мощностью 144 кВт и частотой 440 кГл нагревае кромки до температуры / 1100 а Внешний и внутренний шовообжимные ролики воздействуют на кромки и создают сжимающие усилия Р до 600 - ЗООкг с помс4цью цилиндра 4, С помощью цилиндра 5 смещают зону давления внешнего ролика относительно внутреннего ролнка по ходу движения свариваемых кромок на угол о1, равный S , и осуществляют одновременно со сжатием кромок их изгяб до заданного радиуса трубы (90мм). Затем с помощью датчика 10 замеряют отклонение геометрии трубы 11 по шву от заданной формы и при необходимости через известную систему автома .тического управления (не показана) воз действуют на цилиндр .5, который, переме щая внешний ролик вдопь линии сварки.
П
фи,./ 4 иакгеняет величину смещения сх, , тем :;;амым меняя изгиб кромок. Данное устройство повышает .--« ecTev; сварки криволинейных швов, в .,.:,: нахлесточных, при изготовлении спиральношовных труб ТВЧ, тек как об еспечивз -. заданную форму трубы не только .,м. : ной ее части, но и в области шьас iloc- кольку отклонение геометрии трубы в об ласти шва приводит к концентрации напряжений и, следовательно, снижзг:и-с проч ностных характеристик спиральн.иигойных труб при их изготовлении по иввестному спс-с-обу, то обеспечение постоянства геометрии трубы как в основной ее части, так и в области шва устранит ковтентрацию напряжений и тем самьпх-; :о..г-у:: г прочностные характеристики спиоельно- шовных труб, изготовлен.х на данмом стройстве. о б р е т о р м у п а Устройство для квготовленруя сварных спиральношовных труб, содержащее форме вочный узел, сварочное устройстБО; а также внешний и внутренний и;овсобжим ные ролики, отличающееся тем. что, с целью повышения качест.за сварного шва, внешний шсвообжимной ролик смещен относительно внутреннего ролике по ходу формовки и установлен с возможкостью перемещения вдоль сварного шва. Источники информации, принятые во внимание при экспертизе 1, Патент США № 3046382, кл. 219-62, 1962,
///А
////
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Способ изготовления спирально-шовных труб | 1987 |
|
SU1489873A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Формовочная втулка для изготовления спиральношовных труб | 1980 |
|
SU1142191A1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
5
5
фаг. 2
