ь
со ;о
00
о
Изобретение относится к порошковой металлургии, в частности к способам изготовления многополюсных постоянных магнитов из порошков высококо- эрцитивных материалов, и может быть использовано при получении магнитов для электромашиностроения,
Целью изобретения является снижение трудоемкости изготовления посто- ннных магнитов.
Изобретение основано на использовании технического приема подпрессов- ки в радиальном направлении при сохранении осевого усилия прессования, В условиях прессования в ориентирующем магнитном поле это приводит к улучшению магнитных характеристик многополюсных магнитов за счет улучшения условий ориентации высококоэр- цитивного порошка. Снижение трудоемкости получения магнитов с. отверстиями достигается за счет исключения, необходимости предварительного спекания прессовок при 850-820 С в вакуу- ме и Сверления .отверстий в струе инертного газаг
Способ осуществляют следующим образом,
В рабочую полость матрицы в сво- бодном разрькленном состоянии засыпают порошор: высококоэрцитивного магни- тотвердого материала и подвергают воздействию текстурирующего магнитного поля заданной конфигурации, после чего прессуют в осевом направлении. При достижении заданных усилий прессования в зависимости от материала и способа приготовления порошков производят дополнительную подпрессов™ ку в радиальном направлении при одновременном сохранении осевого усилия прессования. По окончании операции прессования заготовку выпрессовывают из матрицы, спекают и обрабатывают механттески.
Пример, Получают цельные че- тырехполюсные роторные постоянные магниты из С)7лава самарий - кобальт (SmCo.) (диаметр наружный 27,0 мм, диаметр внутренний 11 мм, высота 20 мм) ,
В матрицу для изготовления заготовок цельных четырехполюсных магнитов, закрытую снизу поддоном, в свободном разрыхленном состоянии засыпают поро шок указанного сплава и помещают в текстурирующее магнитное поле (800 icA/ /м) заданной конфигурации. После
Dс
10
is 20 25
зо Q.
, /
35
50
55
включения текстурирующего магнитного поля порошок прессуют в осевом направлении давлением 350 кг/см, прикладываемым через эластичную насадку на трубчатый пуансон. По достижении средней плотности заготовки 4,2- 4,4 г/см, что регулируется жесткостью эластичной насадки, производят подпрессовку в радиальном направлении за счет конического, профиля стержня пресс-формы. При радиальной допрес- совке плотность заготовки доводится до 5,2-5,4 г/см . Выравнивание разно- штотности. заготовок позволяет снизить механические и магнитные напряжения и получить многополюсные заготовки с отверстием без трещин и разрушений.
Спрессованные заготовки спекают в вакууме или инертном газе при в течение-1 ч. После спекания магниты охлаждают до 900°С в течение.2,5 ч, а затем охлаждают, до 1,00° С со скоростью 100-250 град,/мин,
У изготовленных образцов измеряли полный магнитный поток в немагнитном зазоре t мм. Кроме того, определяют магнитные свойства (остаточную магнитную индукцию Вг и коэрцитивную силу Нс.в) ,на образцах-свидетелях, вырезанных-из полюсов магнита. Контроль проводят на вибрационном магнитометре, .
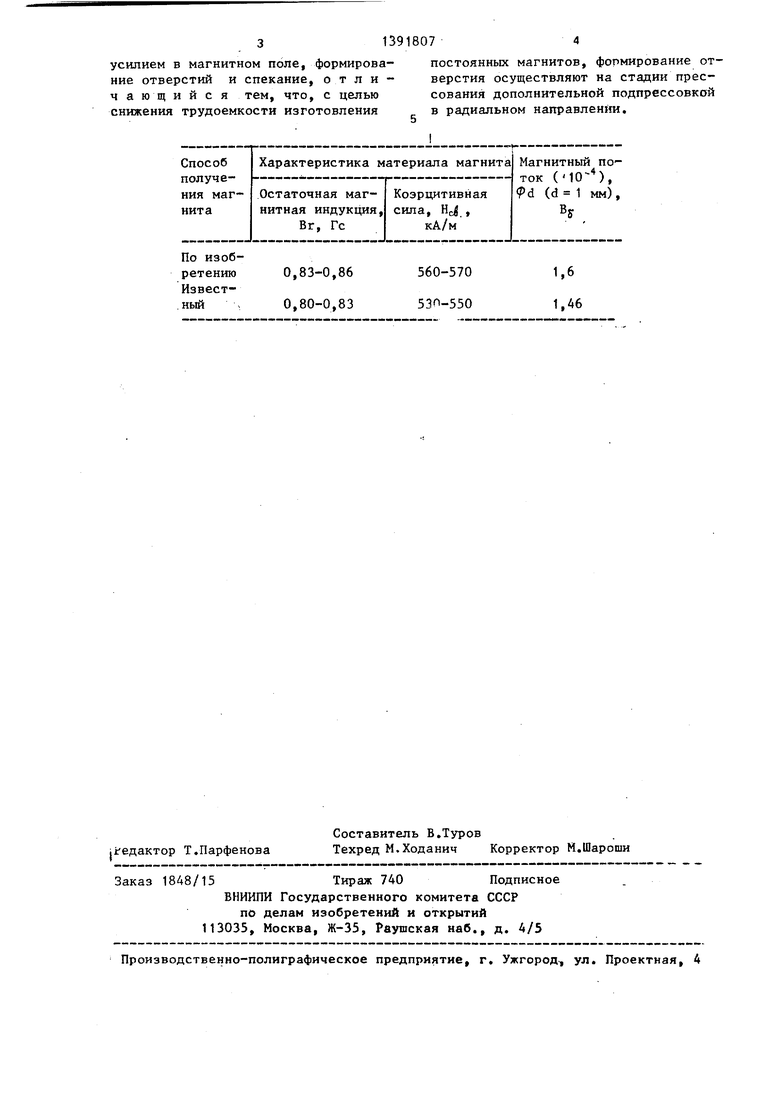
. В таблице приведень результаты измерений и характеристики аналогичных магнитов, полученных известным спо .с о б ом,
Как следует из таблицы, предлагаемый способ позволяет получать цельно- П15ессованные многополюсные магниты с отверстиями из высококоэрцитивного материала с параметрами выше, чем при получении известным способом. При этом достигается снижение трудоемкости изготовления магнитов за счет исключения отжига отверстий при 900 С и сверления.отверстий в струе инертного газа. Использование предлагаемого способа позволяет повысить эффективность изготовления и снизить себестоимость многополюсных магнитов.
Формула изобретения
Способ изготовления многополюсных. постоянных магнитов с отверстием из сплавов высококоэрцитивных магнито- твердых материалов, включающий прес- сование заготовок из порошка осевым
усилием в магнитном поле, формирование отверстий и спекание, отличающийся тем, что, с целью снижения трудоемкости изготовления
13918074
постоянных магнитов, формирование отверстия осуществляют на стадии прессования дополнительной подпрессовкой в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПОЛЮСНОГО ЦИЛИНДРИЧЕСКОГО ПОСТОЯННОГО МАГНИТА | 1996 |
|
RU2112294C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕТЫРЕХПОЛЮСНЫХ ЦИЛИНДРИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ | 1990 |
|
RU2018410C1 |
| Способ изготовления спеченных постоянных магнитов с отверстиями из сплава кобальта с редкоземельными элементами | 1981 |
|
SU984674A1 |
| Способ изготовления спеченных магнитов | 1979 |
|
SU933253A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ, ЖЕЛЕЗА И КОБАЛЬТА С УЛУЧШЕННЫМИ МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ | 2016 |
|
RU2631055C2 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| Устройство для прессования порошков магнитно-твердых материалов | 1980 |
|
SU910360A2 |
| СПОСОБ ПРОИЗВОДСТВА РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 1993 |
|
RU2082551C1 |
| Пресс-форма для изготовления кольцевых анизотропных магнитов | 1978 |
|
SU685435A1 |
Изобретение относится к получению постоянных магнитов из высококоэрцитивньтх порошков и может быть использовано при изготовлении многополюсных роторных магнитов для электромашиностроения. С целью снижения трудоемкости изготовления отверстия в магнитах выполняют на стадии прессования приложением радиального давления коническим жестким стержнем при сохранении осевого усилия прессования. Прессование и допрессойку ведут в магнитном поле. Полученные ваготов- ки спекают. Получены четырехполюсные роторные магниты из сплава SmCoj, создающие в зазоре 1 мм поток 1,6 х X 10 Вб. Материал магнита обладает остаточной индукцией 0,83-0,86 Тл при коэрцитивной силе 560-570 кА/м. 1 табл. Q S (Л
0,83-0,86 0,80-0,83
560-570
1,6 1,46
| Способ прессования изделий из порошка и устройство для его осуществления | 1977 |
|
SU703237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления спеченных постоянных магнитов с отверстиями из сплава кобальта с редкоземельными элементами | 1981 |
|
SU984674A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
