I
Изобретение относится к порошковой металлургии, в частности к способам прессования изделий из порошка и устройствам для осуш,ествления прессования в жестких прессформах.
Известен способ прессования фасонных изделий, предусматривающий пластифицирование порошка и его прессование в прессформе с жесткой матрицей. Изделия и заготовки сложной формы получают путем предварительного уплотнения порошка эластичными пуансонами и допрессовки в изостатических условиях с передачей давления, вчастности, и в радиальном направлении. Спрессованные изделия обрабатывают механически, а связку удаляют при нагреве 1
Недостатками известного способа являются его трудоемкость, необходимость использования мощного оборудования для изостатической допрессовки, большие усилия прессования, низкое качество поверхности, требующее механической обработки.
Известно также устройство для прессования длинномерных изделий, содержащее жесткую матрицу, крышку, поддон, эластичный трубчатый пуансон и жесткий пуансон
с коническим профилем, установленный внутри трубчатого пуансона. Трубчатый пуансон установлен с зазором в полости матрицы и служит для передачи усилия от жесткого пуансона на порошок в радиальном направлении 2.
Однако при таком конструктивном выполнении не удается обеспечить снижение усилий давления прессования, получить длинномерные изделия с качественной поверхностью, а необходимость дополнительной операции по извлечению эластичного пуансона из внутренней полости после его запрессовки жестким пуансоном усложняет процесс прессования.
Известные способ и устройство являются наиболее близкими к описываемому изобретению по технической сущности и достигаемому эффекту.
С целью повышения производительности, снижения усилия прессования и улучшения
качества длинномерных изделий в предлагаемом способе допрессовку осуществляют жестким пуансоном с коническим профилем при одновременном наложении вибрационных колебаний с частотой 10-20000Гц и амплитудой 0,005-0,75мм.
Устройство для реализации способа отличается от известного тем, что оно снабжено центрирующей и опорной втулкймй, установленными концентрично в нижней час- j тй полости матрицы и узлом для наложения вибрации, а эластичный пуансон выполнен с
BHMlHi-fM диаметром, равным диаметру полости матрицы.
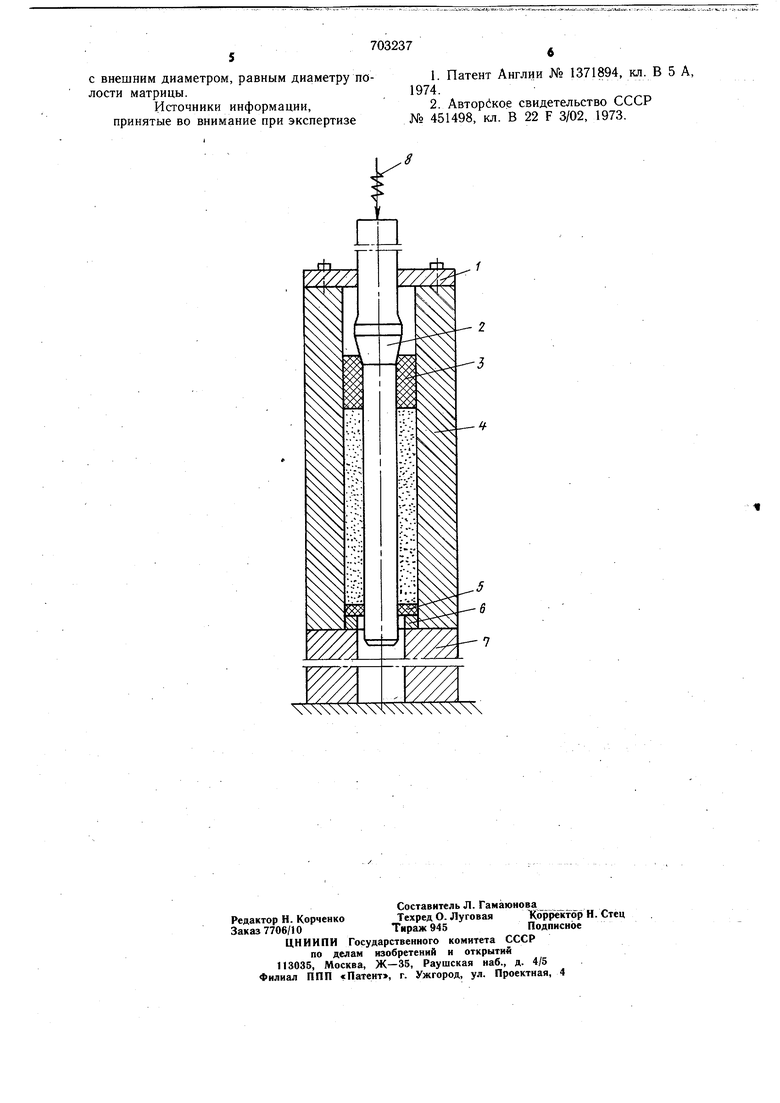
На чертеже изображено устройство, с поШЩБю которого осуществляют предлагае- мый способ прессования.
Устройство состоит из крышки 1, жесткого пуансона 2 с коническим профилем, эластичного трубчатого пуансона 3, матрицы 4, упорной центрирующей эластичной втулки 5, 5 опорной втулки 6, поддона 7 и узла 8 для
наложения вибраций .---- .--....-«...
Способ осуществляют следующим образом.
Прессуемый порошок засыпают в матрицу 4 с установленными в ней концентрично в нижней части втулками 5 и 6. Предварительное уплотнение порошка осуществляют
путем передачи усилия с помощью эластичного трубчатого пуансона 3, внешний диаметр которого равен диаметру полости мат- и рицы. Усилие на порошок от эластичного передается в вертикальном (осевом) направлении. Когда усилие, передававмое от эластичного пуансона, достигает определенного предела, определяемого жесткостью эластичного пуансона, производят до-
прессовку порошка жестким пуансоном 2 с коническим профилем, и последующее давление на пороцюк передается в радиальном :
направлении.
В указанном случае движению частиц способствует эффект, расклинивания, и огнрсйтельные сдвиги частиц противоположны по направлению тем, которые имеют место при вертйк:альнЬм прессовании. Это обстоятельство обусловли- до вает снижение давления прессовании в направлении, перпендикулярном к первоначальному. ОднбёремёйнЪ На даннбй 3faf e ftpecc6BaMa провбДят наложение вибрационных колебаний на жесткий пуансон, что способстйует уплотнению и сни-
жает сильГ трения на жестком пуансоне. Эластичный пуансон удерживает порошок в первоначальный момент прессования, а на стаДййдбпрессойкй пропускает за счет сжатия конический профиль жесткого пуан-, 0 сона. После прессования изделие выпрессовывают из матрицы. При этом эластичный пуансон, находящийся в верхней части матрГйцьП йёгКо изШёкаетСй из полости последней., .----.--- -,..,...,,-..,.,..
Пример. Порошок железа марки ПЖ2М2 прессуют следующим образом.
Эластичным пуансойбм й пбИйурётана на первом этапе уплотняют порощок в изделие 47 X 39 м.м, длиной 350 мм со средней относительной плотностью 0,45 прибавлении прессования 1,5 т/см. При достижении этого давления вводят в действие жесткий пуанСон и проводят допрессовку с одновременным наложением вибрации 10Гд/с с амплитудой 0,75 мм. Усилие прессования 1 т. Готовое изделие имеет размеры 47 Ж 40мм; его длина 350 мм, а относительная плотчость 0,6.
Способ позволяет получать длинномерйЫё изделия с отношением высоты к диаметру больше пяти с качественной внутренней поверхностью и небольшими силовыми затратами, так как уплотнение на первом этапе проводят до относительной плотности порядка 0,4-0,5, а на втором этапе осуЩеСтВЛяют уплотнение за счет изменения поперечного размера при неизменной высоте изделия.
Предварительное уплотнение порошка может быть осуществлено с помощью эластичного пуансрна, выполненного из спрессованного материала, а допрессовка может быть проведена жестким пуансоном с двумя коническими профилями, причем конический профиль может иметь угол конусности 1-20°
Изобретение может быть использовано при изготовлении длинномерных изделий, например фильтров, а также при нанесении порошкового слоя на поверхность цилиндрических изделий.
Формула изобретения
1.Способ прессования изделий из порошка, включающий предварительное уплотнение последнего в пресс-форме эластичным пуайСОйом и допрессовку с приложением усилия в рЁдиальНом направлении, отличающийся тем, что, с целью повышения про йЗвОдйтеЛьности, снижения усилия прессо ваййя и улучшения качества длинномерных изделий, допрессовку осуществляют жестким пуансоном с коническим профилем при, одновременном наложении вибрационных колебаний с частотой 10-20000 Гц и амплитудой 0,005-0,75 м.м.
2.Устройство ДЛЯ осуществления способа по п. 1, содержащее матрицу, крышку, поддон, эластичный трубчатый пуансон ижесткий пуансон с коническим профилем, установленный внутри эластичного пуансона, отличающееся тем, что оно снабжено центрирующей и опорной эластичными втулками, установленными концентрично в нижней части полости матрицы,и узлом для наложения вибрации, а эластичный пуансон выполнен
с внешним диаметром, равным диаметру полости матрицы.
Источники информации, принятые во внимание при экспертизе
1.Патент Англии № 1371894, кл. В 5 А, 1974.
2.Авторское свидетельство СССР № 451498, кл. В 22 F 3/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования трубчатых изделий из порошка и устройство для его осуществления | 1981 |
|
SU1013097A1 |
| Способ прессования трубчатых изделий из порошка и устройство для его осуществления | 1982 |
|
SU1068227A1 |
| Устройство для формования изделий из порошка | 1983 |
|
SU1130439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
| Способ прессования изделий из порошка | 1979 |
|
SU927415A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Устройство для прессования трубчатых изделий из порошка | 1982 |
|
SU1110544A1 |
| Способ изготовления сложнофасонных изделий из порошка | 1981 |
|
SU967678A1 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
