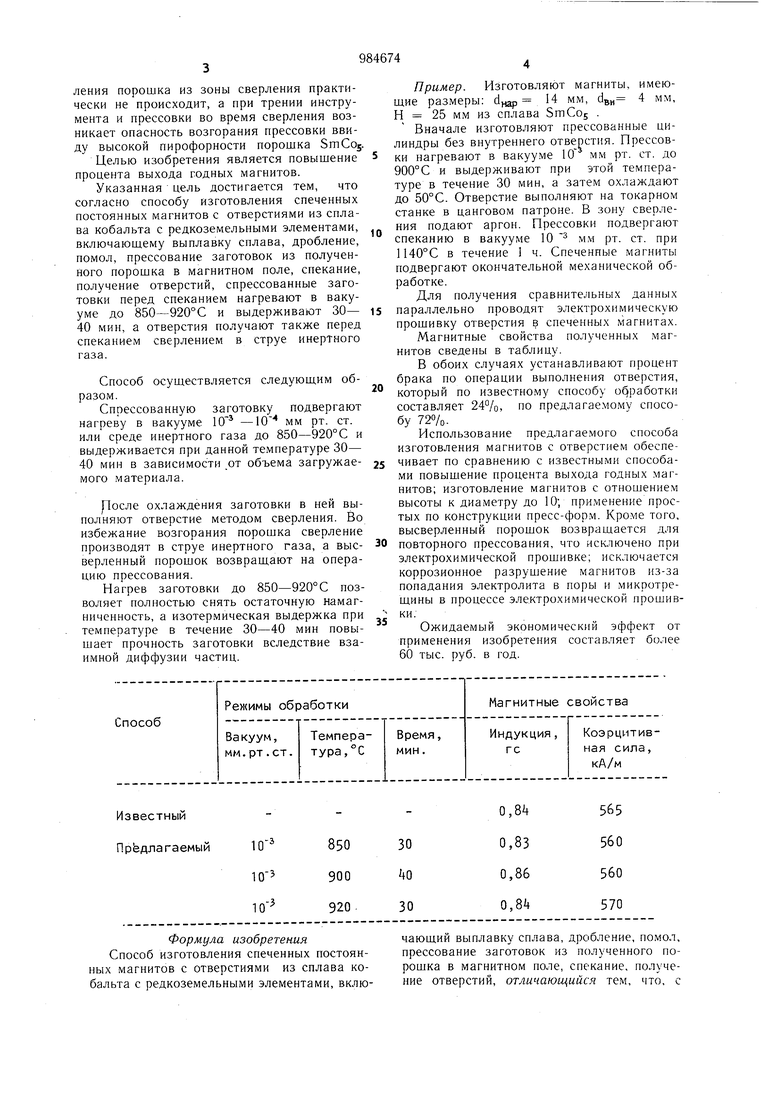
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОСТОЯННЫХ МАГНИТОВ С ОТВЕРСТИЯМИ ИЗ СПЛАВА КОБАЛЬТА С РЕДКОЗЕМЕЛЬНЫМИ ЭЛЕМЕНТАМИ Изобретение относится к порошковой металлургии, в частности к способам изготовления высококоэрцитивных постоянных магнитов из сплавов кобальта с редкоземельны.ми элементами типа SmCog. Известен сцособ, включающий приготовление порошков, прессование, спекание, и механическую обработку, который позволяет изготавливать детали с отверстиями. Для получения деталей с отверстиями используют специальные способы прессования 1. Известный способ не может быть применен для изготовления высококоэрцитивных спеченных постоянных роторных магнитов с отверстиями, использующихся в качестве роторов электри.ческих мащин, так как для ориентации порошка пресс-форма помещается между полосами источника магнитного поля и изделие после прессования находится в намагниченном состоянии. При выпрессовке внутреннего стержня, образующего отверстие в магните, последний, как правило, разрушается или появляются трещины и сколы, приводящие к окончательному браку. Особенно такого рода разрушения проявляются при изготовлении магнитов из сплава кобальта с самарием, которые неВОЗМОЖНО размаг({пчивать магнитным полем обратной поля1)ности ввиду высокой коэрцитивной силы по намагниченности, которой обладает из указанного сплава. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготов,ления спеченных постоянных магнитов с отверстиями из сплава кобальта с редкоземельными элементами, включаюпиш выплавку сплава, дробления, помол, прессование заготовок из полученного пороп1ка в магнитном поле, спекание и по,1учение отверстий. Отверстия в постоянных спеченных магнитах из сплавов выполняют методом э,1ектро.химической прошивки 2 . Недостатком известного способа является низкий процент выхода годных магнитов, так как при электрохимической прошивке происходит размывание отверстий из-за попадания электролита в поры, открывающиеся в процессе прощивки, что приводит к разрушению магнитов. Решить вопрос выполнения отверстия сверлением прессовок перед спеканием практически невозможно, так как прессовка находится в намапшченном состоянии и удаления порошка из зоны сверления практически не происходит, а при трении инструмента и прессовки во время сверления возникает опасность возгорания прессовки ввиду высокой пирофорности порошка SmCos Целью изобретения является повышение процента выхода годных магнитов. Указанная цель достигается тем, что согласно способу изготовления спеченных постоянных магнитов с отверстиями из сплава кобальта с редкоземельными элементами, включающему выплавку сплава, дробление, помол, прессование заготовок из полученного порошка в магнитном поле, спекание, получение отверстий, спрессованные заготовки перед спеканием нагревают в вакууме до 850-920°С и выдерживают 30- 40 мин, а отверстия получают также перед спеканием сверлением в струе инертного газа. Способ осуществляется следующим образом. Спрессованную заготовку подвергают нагреву в вакууме 10 -10 мм рт. ст. или среде инертного газа до 850-920°С и выдерживается при данной температуре 30- 40 мин в зависимости от объема загружаемого материала. 1осле охлаждения заготовки в ней выполняют отверстие методом сверления. Во избежание возгорания порошка сверление производят в струе инертного газа, а высверленный порошок возвращают на операцию прессования. Нагрев заготовки до 850-920°С позволяет полностью снять остаточную намагниченность, а изотермическая выдержка при температуре в течение 30-40 мин повышает прочность заготовки вследствие взаимной диффузии частиц. Пример. Изготовляют магниты, имеющие размеры: 4 мм, А- 4 мм, Н 25 мм из сплава SrnCos . Вначале изготовляют прессованные цилиндры без внутреннего отверстия. Прессовки нагревают в вакууме 10 мм рт. ст. до 900°С и выдерживают при этой температуре в течение 30 мин, а затем охлаждают до 50°С. Отверстие выполняют на токарном станке в цанговом патроне. В зону сверления подают аргон. Прессовки подвергают спеканию в вакууме 10 мм рт. ст. при 1140°С в течение 1 ч. Спеченные магниты подвергают окончательной механической обработке. Для получения сравнительных данных параллельно проводят электрохимическую прошивку отверстия в спеченных магнитах. Магнитные свойства полученных магнитов сведены в таблицу. В обоих случаях устанавливают процент брака по операции выполнения отверстия, который по известному способу о()работки составляет 24%, по предлагаемому способу 72%. Использование предлагаемого способа изготовления магнитов с отверстием обеспечивает по сравнению с известными способами повышение процента выхода годных магнитов; изготовление магнитов с отношением высоты к диаметру до 10; применение простых по конструкции пресс-фор.м. Кроме того, высверленный порошок возвращается для повторного прессования, что исключено при электрохимической прошивке; исключается коррозионное разрушение магнитов из-за попадания электролита в поры и микротрещины Б процессе электрохимической прошивки. Ожидаемый экономический эффект от применения изобретения составляет более 60 тыс. руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения анизотропной порошковой заготовки постоянного магнита на основе сплавов типа Sm-Co | 2021 |
|
RU2785217C1 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 1993 |
|
RU2082551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСТАБИЛЬНЫХ РЕДКОЗЕМЕЛЬНЫХ МАГНИТОВ | 2018 |
|
RU2685708C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2321913C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКОЭРЦИТИВНЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ Nd-Fe-B | 2016 |
|
RU2642508C1 |
| Способ изготовления постоянных спеченных магнитов на основе сплавов кобальта с редкоземельными металлами | 1982 |
|
SU1057991A1 |
| МАТЕРИАЛ ДЛЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174261C1 |
| Способ изготовления многополюсных постоянных магнитов с отверстием из сплавов высококоэрцитивных магнитотвердых материалов | 1986 |
|
SU1391807A1 |
Формула изобретения Способ изготовления спеченных постоянных магнитов с отверстиями из сплава кобальта с редкоземельными элементами, включающий выплавку сплава, дробление, помол, прессование заготовок из полученного порошка в магнитном поле, спекание, получение отверстий, отличающийся тем, что, с
э о
целью повышения выхода годных магнитов,1. Радомысельский И. Д. и др. Прессспрессованные заготовки перед спеканиемформы для порошковой металлургии. Киев, нагревают в вакууме до 850-920°С и вы-«Техника, 1970, с. 23, 41-42, 48-55. держивают 30-40 мин, а отверстия получают также перед спеканием сверлением в2. Румянцев А. В. и др. Электрохимиструе инертного газа.5 ческая вырезка цилиндрических деталей и Источники информации,прошивка в них отверстий. Вестник машипринятые во внимание при экспертизеностроения. 1972, № 7, с. 54-55.
