(21)4083868/24-27
(22)21.05.86
(46) 30.04.88. Бюл. № 16
(71)Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования
(72)Ю. К. Морозов, И. М. Стройман и И. Е. Каплан
(53)621.791.66(088.8)
(56)Авторское свидетельство СССР № 99298, кл. В 23 К 20/00, 1952.
Авторское свидетельство СССР № 994183, кл. В 23 К 20/00, 1981.
(54)СПОСОБ ХОЛОДНОЙ СВАРКИ ПЛАСТИНЫ СО СТЕРЖНЕМ
(57)Изобретение относится к способам холодной сварки штыревых и тавровых соединений деталей из однородных и разнородных металлов и сплавов и может быть использовано для соединения токоведущих деталей и элементов электромонтажных конструкций Цель - повышение качества соединения в случае сварки пластины со стержнем, диаметр или толшина которого превышают тол- шину пластины. Для этого на опорной поверхности пуансона выполняется замкнутая канавка глубиной 1,0-2,5 толшины пластины и шириной, выбранной в соответствии с соотношением В(0,7-1)/ „.,+(0,25-0,5)d, где В - ширина канавки; /„л - толщина пластины; d - толш,ина или диаметр привариваемого стержня. Внутренний диаметр рабен диаметру рабочего выступа пуансона. Толшина пластины в зоне сварки (зоне канавки) равна двойной или тройной исходной толщине пластины. Это исключает про- давливание тонкой пластины в зоне сварки, увеличивает прочность сварного соединения. 3 ил.
S3
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ создания искусственного дефекта в сварном соединении | 1989 |
|
SU1669675A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1447601A1 |
| Способ получения искусственного дефекта в сварном шве | 1986 |
|
SU1400827A1 |
| Способ соединения двух листовых заготовок различной толщины и устройство для его осуществления | 1990 |
|
SU1761351A1 |
| Устройство для осуществления способа холодной сварки | 1981 |
|
SU1049218A2 |
| Способ холодной сварки металлов внахлестку | 1981 |
|
SU984768A2 |
| СПОСОБ СДВИГОВОЙ ОБРАБОТКИ | 2017 |
|
RU2708912C1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ ДАВЛЕНИЕМ | 2005 |
|
RU2305617C2 |
со со
00
со
СП
10
Изобретение относится к холодной сварке штыревых и тавровых соединений деталей из однородных и разнородных металлов и сплавов и может быть использовано для соединения токоведущих деталей и элементов электромонтажных конструкций.
Цель изобретения - повышение качества соединения в случае сварки пластины со стержнем, диаметр или толщина которого превышают толашну пластины.
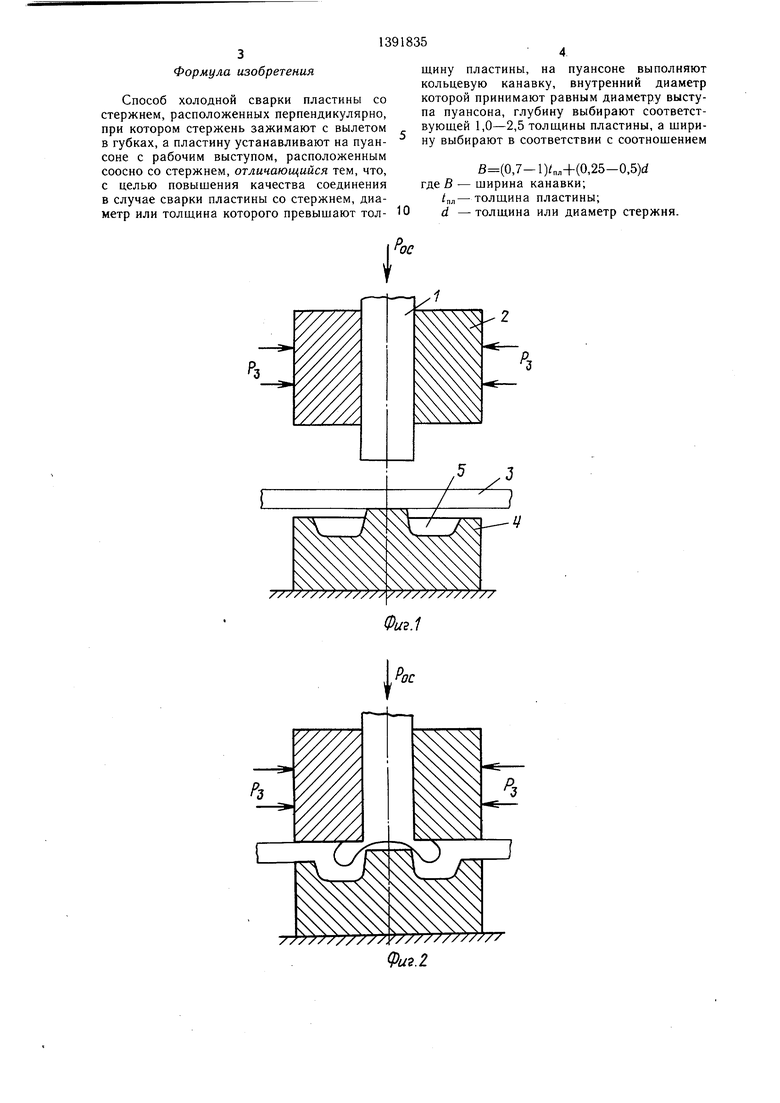
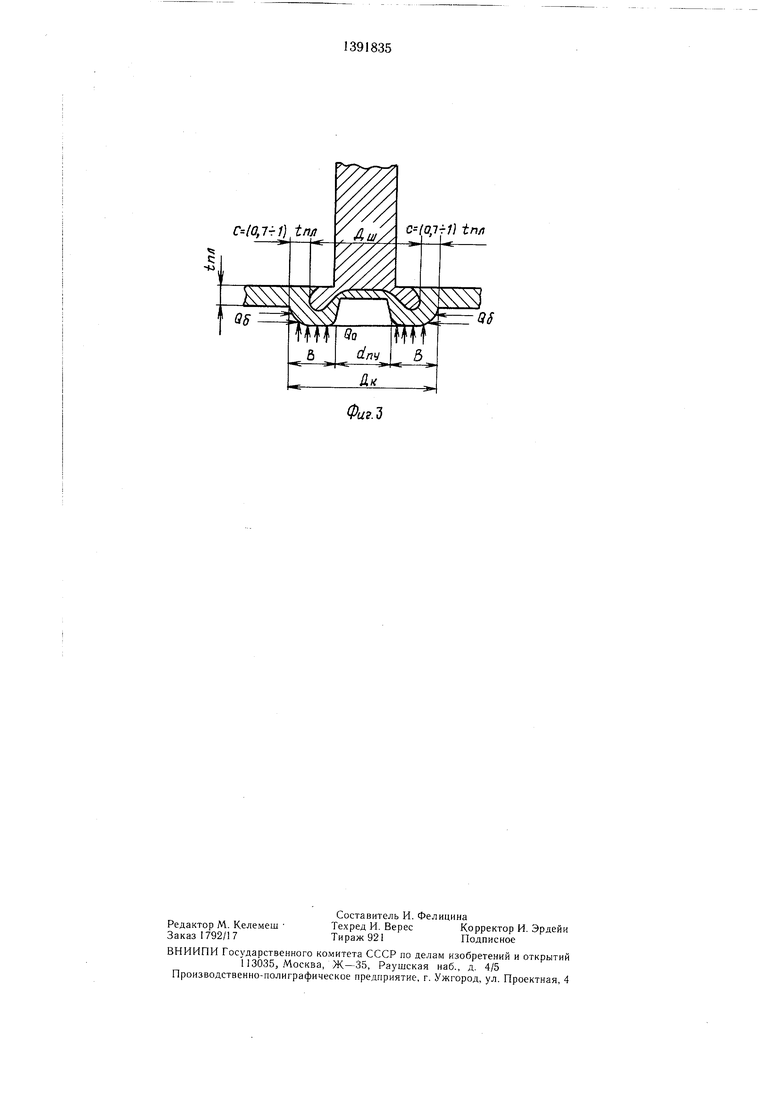
На фиг. 1 представлено сварное соединение согласно изобретению, начальное положение свариваемых элементов; на фиг. 2- то же, конечное положение; на фиг. 3 - геометрические размеры сварного соединения.
Деталь 1 зажимают с вылетом в зажимных губках 2, а пластину 3 устанавливают на пуансоне 4 с замкнутой канавкой 5 вокруг рабочего выступа, расположенном соосно с деталью с противоположной стороны пластины. При приложении усилия осадки проис- jn ходит пластическая деформация свариваемых деталей. В процессе деформирования вылета детали начинается течение металла пластины и заполнение им замкнутой канавки пуансона.
значение диаметра (ширины) «шляпки стержня для случая оптимальных вылетов, обеспечивающих получение сварного соединения, находится Б пределах 1,5-2,0 диаметра или толщины стержня (d). Из рассмотрения геометрических размеров сварной зоны, представленной на фиг. 3, следует, что диаметр канавки Д Й„+2С, время D 2B+d„y, тогда Оги+2С 2В+ с1„.
Учитывая, что , а Duj(0,5- получим:
(1,5-2,0)d4-2c 2B+d; 2S(l,5-2,0)d+2C-d; В(0,25-0,5)rf-fc,
-2,0)d,
15
а так как с(0,7-1)/пл, получим
B(0,7-lXn,+(0,25-0,5)d. Глубина канавки выбирается экспериментально, исходя из требуемой прочности сварного соединения и необходимости создания осевого подпора (Qo) дном канавки и соответствует значению 1,0-2,5 толщины пластины.
При значениях глубины канавки меньших толщины пластины эффект увеличения прочности соединения до значения, равного
Конечная стадия формирования «шляп- 25 30% прочности основного металла пластины.
Необходимая
30
ки шпильки и вдавливание ее осуществляется уже в металл пластины толщиной равной, например, двойной или тройной исходной толщине пластины, т. е. остаточная толщина пластины в зоне сварки (зона канавки) увеличивается, что и увеличивает прочность сварного соединения. На конечной стадии процесса осадки поверхность канавки создает осевой и боковой подпор, необходимый для создания всестороннего объемного сжатия металла.
Нижний, предел ширины канавки задает- ся диаметром (сечением) рабочего выступа пуансона dny, который приблизительно равен диаметру (сечению) стержня, привариваемого к пластине.
не наблюдается. меоОходимая прочность .достигается только при глубине канавки, равной или превышающей толщину пластины. Применение канавки глубиной, превышающей 2,5 толщины пластины, приводит к снижению прочности соединения из-за того что деформируемый металл не достает до дна канавки и осевой подпор не создается. Кроме того, возможна вытяжка и разрушение пластины в процессе ее деформирования.
Пример. Требуется сварить холодной сваркой щтыревое соединение медного прутка диаметром 14 мм и алюминиевой шины сечением 5X30 мм.
Режимы сварки и геометрические размеры пуансона, мм; вылет прутка 18; высота рабочего выступа пуансона 3,5; диаметр рабочего выступа пуансона 14; глубина канавки на опорной поверхности пуансона 5; ширина канавки 8,5 мм.
Верхний предел ширины канавки обусловлен возможностью размещения в ней «шляпки вылета стержня и части пластины шириной, равной 0,7-1 толщины пластины (/„л), а также необходимостью создания бокового
40
Режимы сварки и геометрические размеры пуансона, мм; вылет прутка 18; высота рабочего выступа пуансона 3,5; диаметр рабочего выступа пуансона 14; глубина канавки на опорной поверхности пуансона 5; ширина канавки 8,5 мм.
В результате сварки получено холодно- сварное соединение, выдерживающее механи50
подпора (Qc) боковой поверхностью канавки. 45 ческое испытание на растяжение по ГОСТу Ширина С части пластины, размещаемой в канавке между «шляпкой и боковой поверхностью канавкк, равная значению (0,7-1)/пл, найдена экспериментальным путем. При значениях меньших 0,7/пл течение металла вылета затрудняется, что снижает прочность соединения. Кроме того, утонбние пластины приводит в случае испытания образцов на изгиб к разрушению соединения по периметру утолщения в месте перехода от утолщения к исходной поверхности пластины при незначительных нагрузках.
Расчетная зависимость определения ширины канавки В получена исходя из того, что
55
10434-76 (усилие разрушения не менее 30% прочности основного металла шины).
Предложенный способ гарантирует значительное увеличение прочности сварных соединений пластин со стержнями диаметром или толщиной, превышающими толщину пластины, за счет того, что образующаяся в процессе деформации вылета «шляпка привариваемого стержня не продавливает тонкую пластину в зоне сварки до опорной поверхности пуансона, поскольку толщина пластины в околошовной зоне (канавке) равна двойной или тройной исходной толщине пластины.
значение диаметра (ширины) «шляпки стержня для случая оптимальных вылетов, обеспечивающих получение сварного соединения, находится Б пределах 1,5-2,0 диаметра или толщины стержня (d). Из рассмотрения геометрических размеров сварной зоны, представленной на фиг. 3, следует, что диаметр канавки Д Й„+2С, время D 2B+d„y, тогда Оги+2С 2В+ с1„.
Учитывая, что , а Duj(0,5- получим:
(1,5-2,0)d4-2c 2B+d; 2S(l,5-2,0)d+2C-d; В(0,25-0,5)rf-fc,
-2,0)d,
5 30% прочности основного металла пластины.
Необходимая
0
0
не наблюдается. меоОходимая прочность .достигается только при глубине канавки, равной или превышающей толщину пластины. Применение канавки глубиной, превышающей 2,5 толщины пластины, приводит к снижению прочности соединения из-за того что деформируемый металл не достает до дна канавки и осевой подпор не создается. Кроме того, возможна вытяжка и разрушение пластины в процессе ее деформирования.
Пример. Требуется сварить холодной сваркой щтыревое соединение медного прутка диаметром 14 мм и алюминиевой шины сечением 5X30 мм.
Режимы сварки и геометрические размеры пуансона, мм; вылет прутка 18; высота рабочего выступа пуансона 3,5; диаметр рабочего выступа пуансона 14; глубина канавки на опорной поверхности пуансона 5; ширина канавки 8,5 мм.
В результате сварки получено холодно- сварное соединение, выдерживающее механи45 ческое испытание на растяжение по ГОСТу
ческое испытание на растяжение по ГОСТу
10434-76 (усилие разрушения не менее 30% прочности основного металла шины).
Предложенный способ гарантирует значительное увеличение прочности сварных оединений пластин со стержнями диаметром или толщиной, превышающими толщину пластины, за счет того, что образующаяся в процессе деформации вылета «шляпка привариваемого стержня не продавливает тонкую пластину в зоне сварки до опорной поверхности пуансона, поскольку толщина пластины в околошовной зоне (канавке) равна двойной или тройной исходной толщине пластины.
Формула изобретения
Способ холодной сварки пластины со стержнем, расположенных перпендикулярно, при котором стержень зажимают с вылетом в губках, а пластину устанавливают на пуансоне с рабочим выступом, расположенным соосно со стержнем, отличающийся тем, что, с целью повышения качества соединения в случае сварки пластины со стержнем, диаметр или толщина которого превышают тол0
шину пластины, на пуансоне выполняют кольцевую канавку, внутренний диаметр которой принимают равным диаметру выступа пуансона, глубину выбирают соответст- вуюшей 1,0-2,5 толщины пластины, а ширину выбирают в соответствии с соотношением
5(0,7-l)/n,+(0,25-0,5)d где В - ширина канавки; пл - толщина пластины; d - толщина или диаметр стержня.
//////f/
Фиг2
Cf7r7J tnfl
