(21)4151162/31-27
(22)24.11.86
(46) 30.04.88. Бюл. № 16
(71)Московский вечерний металлургический институт
(72)К. Е. Чарухина, Э. С. Каракозов,
В. И. Лукин, Р. С. Курочке, 3. П. Адно и С. И. Золотухина
(53)621.79.1.66(088.8)
(56)Авторское свидетельство СССР № 844185, кл. В 23 К 20/00, 1979.
Казаков Н. Ф. Диффузионная сварка материалов. М.: Машиностроение, 1976, с. 140
(54)СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СПЛАВОВ НА ОСНОВЕ ХРОМА
(57)Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано при изготовлении узлов из сплавов на основе хрома. Цель изобретения - повышение качества соединения. Подготовленные к сварке детали размещают в вакуумной камере, создают в ней разрежение. Детали нагревают до температуры (0,5- 0,55) т. пл. и деформируют со скоростью (0,8-1,2)-10 до степени деформации 1,5-2,5%. Затем температуру снижают до (.0,35-0,45) т. пл. и деформируют с той же скоростью до степени деформации 4,5-3,5%. Повышение качества сварного соединения достигается благодаря снижению сопротивления деформированию и образованию ячеистой мелкозернистой структуры в сплавах на основе хрома. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением металлических изделий | 1990 |
|
SU1757824A1 |
| Гранулируемый свариваемый жаропрочный никелевый сплав и изделие, выполненное из него | 2023 |
|
RU2824504C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2133295C1 |
| Жаропрочный сплав | 2021 |
|
RU2765806C1 |
| КОРРОЗИОННО-СТОЙКАЯ ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ СТАЛЬ И СПОСОБ ЕЕ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2392348C2 |
| КОНСТРУКЦИОННАЯ СТАЛЬ | 1992 |
|
RU2013461C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТА ИЗ НИЗКОЛЕГИРОВАННОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО МЕДНОГО СПЛАВА С СОДЕРЖАНИЕМ НИКЕЛЯ ДО 1,6%, БЕРИЛЛИЯ 0,2-0,8% И ТИТАНА ДО 0,15% | 2009 |
|
RU2416672C1 |
| ВЫСОКОКОРРОЗИОННОСТОЙКАЯ ОЦИНКОВАННАЯ ГОРЯЧЕФОРМОВАННАЯ ЗАКАЛЕННАЯ СТАЛЬ, ДЕТАЛЬ ИЗ НЕЕ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2023 |
|
RU2833255C2 |
| СТАЛЬ С ВЫСОКОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ И ИЗНОСОСТОЙКОСТЬЮ | 2005 |
|
RU2369659C2 |
со со
оо со
Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано при изготовлении узлов из сплавов на основе хрома в различных отраслях промышленности.
Целью изобретения является повышение качества соединения.
Способ осуществляют следуюш,им образом.
Деформация при (0,35-0,45) т. пл. (так называемая «тепловая деформация) в сплаве на основе хрома вызывает образование ячеистой мелкозернистой структуры, котоПодготовленные к сварке детали раз- Ю рая задерживает продвижение трещин в
мещают в вакуумной камере, создают в ней разрежение, детали нагревают до температуры (0,5-0,55) т. пл. и деформируют со скоростью (0,8- 1,2) 10 до степени деформации 1,5-2,5%. Затем температуру сни- , жают до (0,35-0,45) т. пл. и продолжают деформирование с той же скоростью до степени деформации 4,5-3,5%.
После сварки детали охлаждают и извлекают из камеры.
хрупких металлах и является причиной снижения хрупкости сварного соединения. Степень деформации 1,5-2,5% при указанных скоростях деформирования 1-я высокотемпературная ступень) и 4,5-3,5% (2-я низкотемпературная ступень) выбрана с учетом образования оптимальной ячеистой структуры при «теплом отжиге и минимально необходимой для формирования соединений диффузионной сваркой в вакууме.
Нагрев деталей до температуры (0,5- 20 При этом общая степень деформации долж- 0,55) т. пл. и деформирование со ско-на составлять 6%. Деформация ниже укаростью (0,8-1,2) 10 до степени де-. формации 1,5-2,5% и последующее снижение температуры до (0,35-0,45) т. пл. и деформирование с той же скоростью до степени деформации 4,5-3,5% приводит к снижению сопротивления деформированию и образованию оптимальной ячеистой мелкозернистой структуры, которая задерживает продвижение трещин в сплавах на основе хрома, снижая хрупкость сварного соединения, т. е. повышает его качество.
25
30
занных пределов приводит к образованию непроваров, т. е. к снижению качества соединения. Степень деформации выше 6% приводит к увеличению общей деформации изделий.
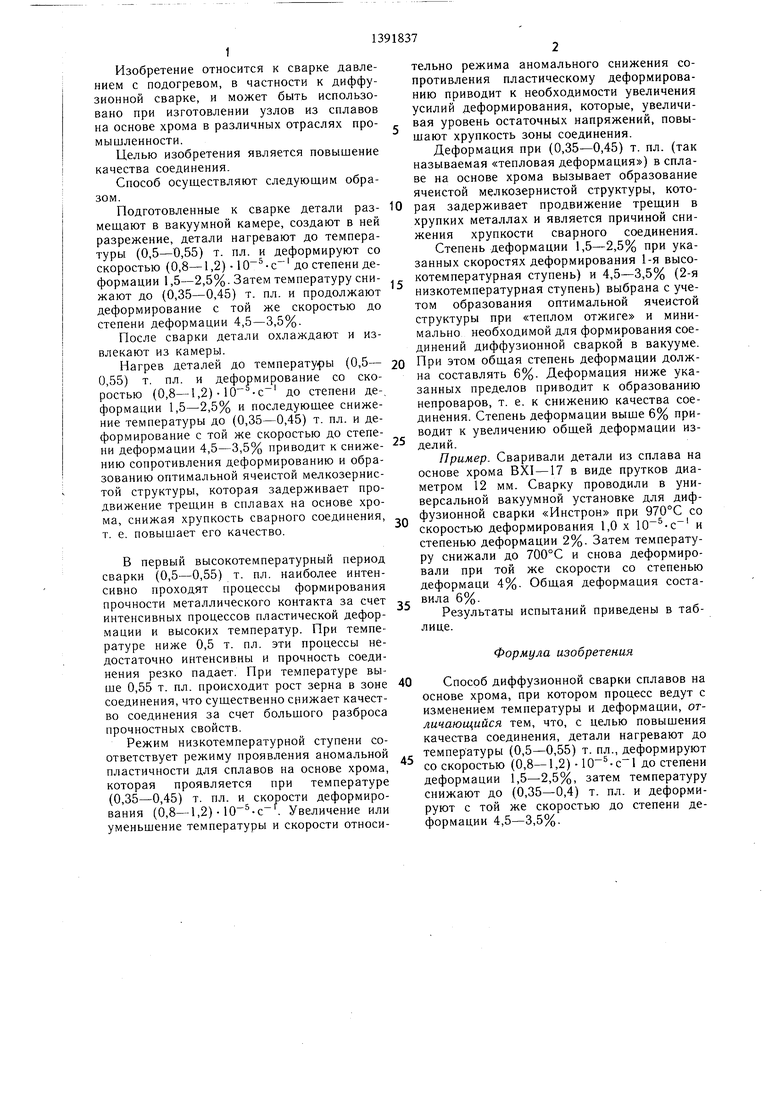
Пример. Сваривали детали из сплава на основе хрома BXI-17 в виде прутков диаметром 12 мм. Сварку проводили в универсальной вакуумной установке для диффузионной сварки «Инстрон при 970°С со
скоростью деформирования 1,0 х 10 -с и степенью деформации 2%. Затем температуру снижали до 700°С и снова деформировали при той же скорости со степенью деформаци 4%. Общая деформация составила 6%.
В первый высокотемпературный период сварки (0,5-0,55) т. пл. наиболее интенсивно проходят процессы формирования прочности металлического контакта за счет интенсивных процессов пластической деформации и высоких температур. При температуре ниже 0,5 т. пл. эти процессы недостаточно интенсивны и прочность соединения резко падает. При температуре выше 0,55 т. пл. происходит рост зерна в зоне соединения, что существенно снижает качество соединения за счет большого разброса прочностных свойств.
Режим низкотемпературной ступени соответствует режиму проявления аномальной пластичности для сплавов на основе хрома, которая проявляется при температуре (0,35-0,45) т. пл. и скорости деформирования (0,8-1,2) . Увеличение или уменьшение температуры и скорости относительно режима аномального снижения сопротивления пластическому деформированию приводит к необходимости увеличения усилий деформирования, которые, увеличивая уровень остаточных напряжений, повышают хрупкость зоны соединения.
Деформация при (0,35-0,45) т. пл. (так называемая «тепловая деформация) в сплаве на основе хрома вызывает образование ячеистой мелкозернистой структуры, кото рая задерживает продвижение трещин в
хрупких металлах и является причиной снижения хрупкости сварного соединения. Степень деформации 1,5-2,5% при указанных скоростях деформирования 1-я высокотемпературная ступень) и 4,5-3,5% (2-я низкотемпературная ступень) выбрана с учетом образования оптимальной ячеистой структуры при «теплом отжиге и минимально необходимой для формирования соединений диффузионной сваркой в вакууме.
5
0
занных пределов приводит к образованию непроваров, т. е. к снижению качества соединения. Степень деформации выше 6% приводит к увеличению общей деформации изделий.
Пример. Сваривали детали из сплава на основе хрома BXI-17 в виде прутков диаметром 12 мм. Сварку проводили в универсальной вакуумной установке для диффузионной сварки «Инстрон при 970°С со
г 0
скоростью деформирования 1,0 х 10 -с и степенью деформации 2%. Затем температуру снижали до 700°С и снова деформировали при той же скорости со степенью деформаци 4%. Общая деформация составила 6%.
Результаты испытаний приведены в таблице.
Формула изобретения
Способ диффузионной сварки сплавов на основе хрома, при котором процесс ведут с изменением температуры и деформации, отличающийся тем, что, с целью повышения качества соединения, детали нагревают до температуры (0,5-0,55) т. пл., деформируют
со скоростью (0,8-1,2)-10 -с 1 до степени деформации 1,5-2,5%, затем температуру снижают до (0,35-0,4) т. пл. и деформируют с той же скоростью до степени деформации 4,5-3,5%.
