Изобретение относится к производ- стру строительных теплоизоляцион- нь|х материалов на основе минеральной BsJTbi и стекловолокна.
Целью изобретения является снижение энергозатрат за счет усиления конвекции и уменьшения газообразных выбросов.
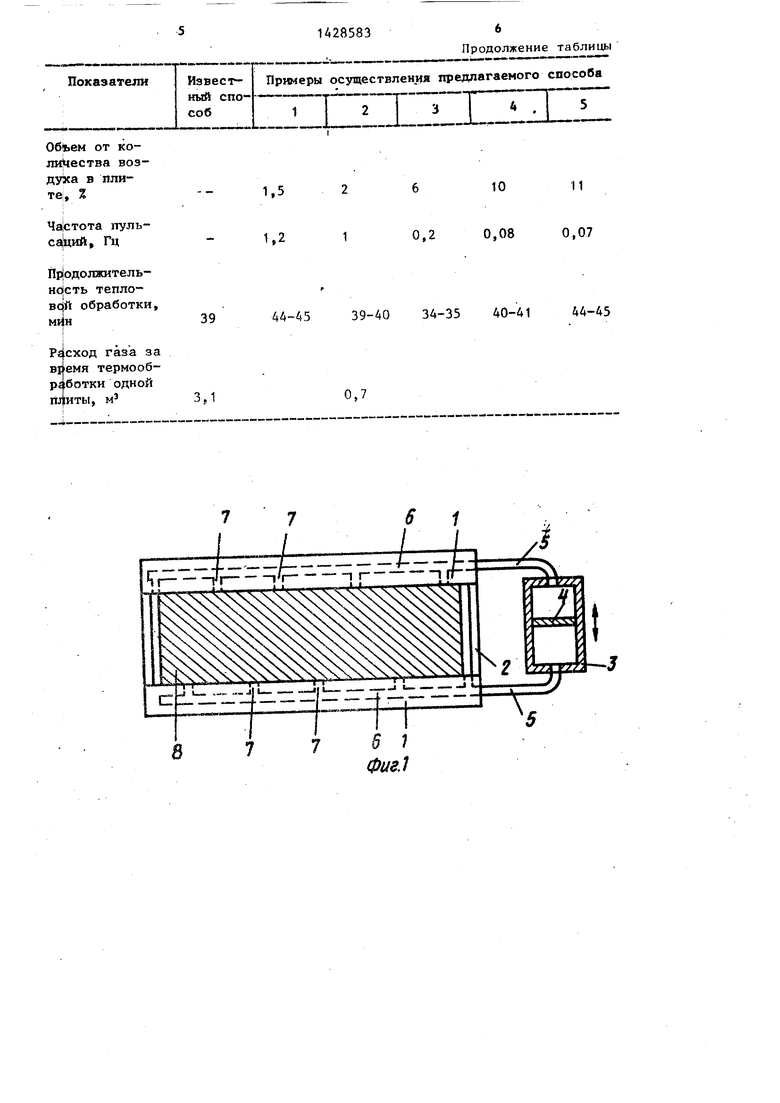
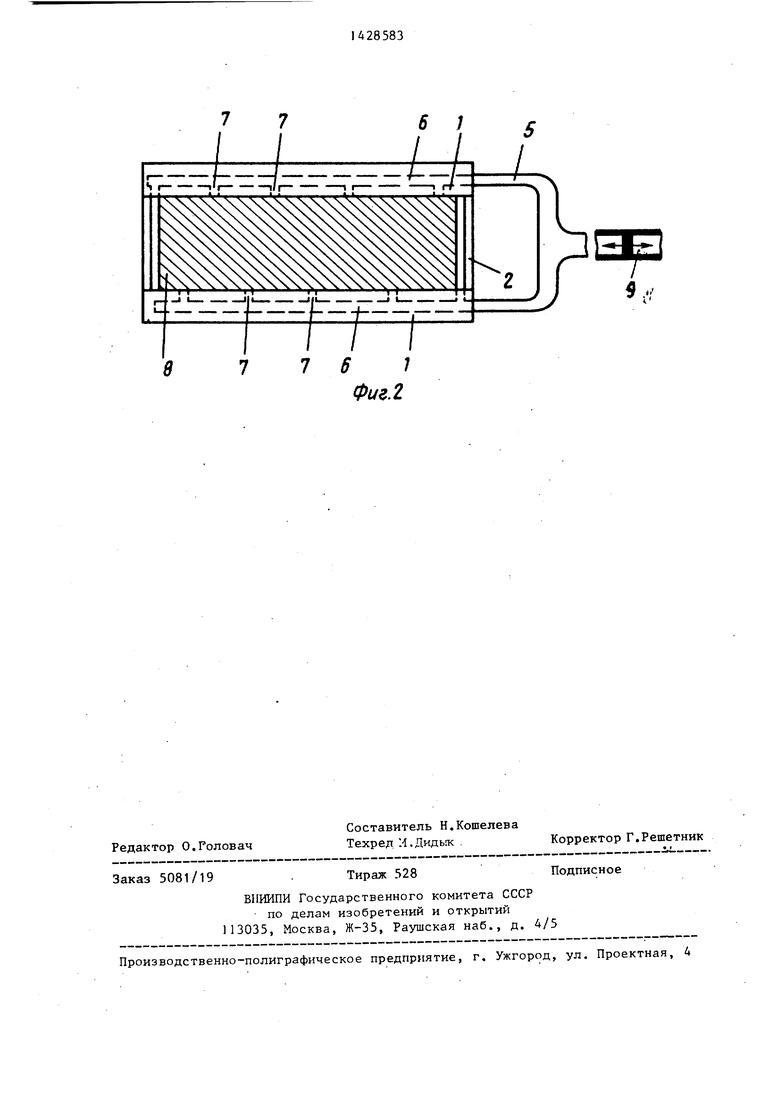
На фиг,1 показано устройство для тфпловой обработки волокнистых плит путем сообщения знакопеременного пуль С1(рующего воздуха в плите 3 счет периодических перемещения не- и менного объема воздуха; на фиг.2 - тЬ же, за счет периодического воз- б|уждения ударной волны.
Устройство (фиг.1) содержит грею- |ф1е плиты 1 пресса, прокладки 2, ог- р|аничивающие расстояние между плита- Йи пресса после их смыкания, цилиндр 3 с поршнем 4 и трубопроводы 5, соединяющие основания цилиндра с соответствующими каналами 6 с отверстиями 7 в греющих плитах пресса. Поршень А может совершать возвратно-поступательные движения, осуществляемые, например, при помощи шатунного механизма (не показан).
Тепловую обработку волокнистого козра осуществляют следующим образом
Заготовку 8 из пропитанного связующим волокнистого ковра закладьгеают между нагретыми до 170-200 с разомкнутыми плитами 1 пресса. Затем производят смыкание плит пресса до расстояния, ограничиваемого прокладками 2. При этом происходит уплотнение заготовки 8 волокнистого ковра до заданной толщины и плотности. После смыкания плит пресса воздуху, находя щемуся в уплотненном волокнистом ков ре, сообщают пульсирующее знакопеременное .движение. Для этого поршень 4 приводят в возвратно-поступательное движение в цилиндре 3. Объем цилиндра составляет 1,5-11% от объема воздуха в волокнистой заготовке. Частота ходов поршня 0,07-1,2 Гц. При движении поршня вверх воздух из верхней части цилиндра 3 через верхний трубопровод 5 выдавливается в каналы 6 верхней плиты 1 пресса. При прохождении воздуха по каналам верхней горячей плиты 1 происходит его разогрев, В дальнейшем разогретый воздух через отверстие 7 верхней плиты поступает в волокнистый ковер 8, а вьщавливаемый вниз из волокнистого
0
5
0
5
0
5
0
5
0
5
копра холодный воздух, разогреваясь при прохождении через отверстия 7 и каналы 6 нижней плиты 1 пресса, по трубопроводу 5 поступает в нижнюю часть цилиндра 3, Затем меняется направление движения поршня 4 и теплый воздух из нижней части цилиндра, дополнительно нагреваясь в каналах 6 нижней плиты 1 пресса, через отверстия 7 поступает в нижнюю часть волокнистой заготовки 8. Таким образом, при каждом изменении направления движения поршня воздух, попеременно поступающий в верхнюю и нижнюю части цилиндра 3 и волокнистую заготовку 8, нагревается до более высокой температуры, пока не наступает ее стабилизация на уровне, близком к температуре плит 1 пресса. После прогрева волокнистой заготовки до температуры термоотверждения связующего прекращают движение поршня 4, раздвигают плиты 1 пресса и вынимают готовую волокнистую плиту.
Устройство (фиг.2) содержит (вместо цилиндра 3 с поршнем 4) генератор 9 периодических ударных волн, в качестве которого может быть использована, например, камера вибрационного горения (не показана).
После помещения волокнистой заготовки между горячими плитами 1 пресса и смыкания их включают генератор 9 ударных волн, с помощью которого периодически с частотой 0,07- 1,2 Гц создают ударные волны, обладающие большой мгновенной скоростью потока, достигающей 150 м/с. В качестве генератора 9 может быть использована камера вибрационного горения, работающая на газовом топливе. Рабочий объем камеры 5,7 л, расход природного газа 0,4 нм /ч, воздух 4 . Горячая смесь в камере сгорания периодически поджигается электрической свечой и на среде канала камеры генерируются ударные волны. Ударная волна распространяется по трубопроводам 5 и каналам 6 и через отверстия 7 воздеуствует на воздух в волокнистой заготовке 8, При ударной волне происходит кратковременное, длительностью менее 10 с, истечение из канала камеры продуктов сгорания,. объем которых меньше объема воздуха, находящегося в волокнистой заготовке 8. После выброса продуктов сгорания давление в канале камеры понижяется и наблюдается обратное движение газа: воздух из заготовки 8 через каналы 6 плит 1 пресса засасьтается в канал камеры вибрационного горения где нагревается, расширяется, и происходит вторичный выброс воздуха в заготовку 8. Таким образом, при периодическом срабатывании генератора 9 ударных волн в заготовке 8 возбужда- ются пульсации воздуха, затухающие в промежутке между двумя последовательными ударньми волнами. После прогрева волокнистой заготовки 8 по всей толщине отключают генератор 9 ударных волн, раздвигают плиты 1 пресса и вынимают волокнистую плиту.
Исходные данные и результаты кон- кретньпс примеров реализации способа приведены в таблице.
Предлагаемый способ обработки позволяет осуществлять тепловую обработку волокнистого ковра вне зависимости от его теплопроводности без изменения режимов, так как передача тепла в объем ковра происходит за счет усиления конвекции.
Кроме того, отказ от продува волокнистого ковра сжатым воздухом позволяет избежать вредных газообразных выбросов в процессе тепловой обработки и уменьшить загрязнение лроизвод- ственных помещений.
Формула изобретения
1. Способ тепловой обработки волокнистых плит путем контактного прорева между греющими плитами пресса и нагретым воздухом, отличающийся тем, что, с целью снижения энергозатрат за счет усиления конвекции и уменьшения газообразных выбросов, неизменный объем нагретого воздуха, находящийся в уп- лотнительной плите, приводят в пульсирующее возвратно-поступательное движение с частотой пульсаций 0,07- 1,2 Гц и количеством в одном цикле равном 1,5-11% от количества воздуха находящегося в объеме волокнистой плиты.
2. Способ по п.1, отличающийся тем, что перемещение воздуха осуществляют с помощью порщня или ударной волны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления минераловатных плит на синтетическом связующем | 1986 |
|
SU1391898A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| СПОСОБ ФОРМОВАНИЯ ПЛИТ ИЗ ВОЛОКОН МИНЕРАЛЬНОГО СЫРЬЯ | 1993 |
|
RU2080257C1 |
| Способ диспергирования материалов | 1981 |
|
SU1122344A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДЫХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU327072A1 |
| Способ тепловой обработки ковра из неорганического волокна | 1985 |
|
SU1240597A1 |
| Способ формования ковра из волокнистого материала | 1986 |
|
SU1474111A1 |
| Линия для производства волокнистых плит с вертикальным направлением волокон | 1977 |
|
SU717891A1 |
| Способ тепловой обработки минераловатного и стекловолокнистого ковра | 1986 |
|
SU1337264A1 |
Изобретение относится к производству теплоизоляционных строительных материалов из минеральной ваты и стекловолокна, С целью снижения энергозатрат за счет усиления конвекции и уменьшения газообразных выбросов в процессе тепловой обработки принудительное движение воздуха в волокнистой плите осуществляют в виде знакопеременных пульсаций с частотой 0,07-1,2 Гц и количеством подаваемого теплоносителя в одн.ом цикле соответственно 1,5-11% от количества воздуха, находящегося в объеме волокнистой плиты. При этом пульсации осуществляют путем периодического перемещения неизменного объема воздуха или периодическим возбуждением ударной волны. 1 з.п. ф-лы, 2 ил., 1 табл. с S. (Л
Плотность мине- раловатного ковра, кг/м
Толщина минера- ловатного ковра, мм
Объем минерадо- ватного ковра, м .
Содержание связующего, % (феноЛоспирты марки Б)
Температура греющих плит пресса, С
Объем пульсирующего воздуха, м
250
50
250
50
250
50
250
50
250
50
0,324 0,324
0,324 0,324 0,324
4,5
А,5
5
190
4,5
190
4,5
190
250
50
0,32-4
4,5
190
0,00486 0,00648 0,02 0,0324 0,0356
250
250
250
250
50
50
50
50
0,324 0,324 0,324
0,32-4
5
4,5
4,5
4,5
190
190
190
190
Показатели
39
3J
1,5 1,2
44-45
,,ртцIfT
Продолжение таблицы
10 0,08
11
0,07
39-40 34-35 40-41
44-45
0,7
/
| Справочник по производству теплоизоляционных материалов | |||
| /Под ред | |||
| Ю.Л.Спирина | |||
| М.: Стройиздат, 1975, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Способ изготовления минераловатных плит на синтетическом связующем | 1986 |
|
SU1391898A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
