Изобретение относится к фасовочно-упа- ювочному оборудованию, а именно к уст- ойствам для наполнения и запечатыва- пакетов из термопластичных пленок йри фасовке в них порошкообразных продуктов, и может быть использовано в пищевой, химической, фармацевтической и других Отраслях промышленности.
Целью изобретения является улучшение Качества сварного шва.
j На фи1. 1 показано предлагаемое устройство, обш.ий вид, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для наполнения и запечатывания пакетов из термопластичной пленки
10
куум-системы через патрубок 8. При этом сжатый воздух, проходя через кольцевой рассекатель 11, рассекается на мелкие струи, которые омывают боковые стенки пакета на участке ниже горловины 13, низлежащий продукт, выступающий торец 12 патрубка 1, и с помощью вакуум-системы поступает во внутреннюю камеру 2, а далее выходит из последней. Таким образом на участке выхода воздуха из рассекателя 11 и засасывания его в камеру 2 образуется кольцевидная воздушная завеса, которая не только защищает пакет 5 от попадания пыли продукта на его стенки на участке ниже горловины 13, но и исключает пылеобразова25
порошкообразным продуктом состоит из пат- jj между боковыми стенками пакета на рубка 1 для подачи продукта, двух сооб- участке ниже его горловины 13 и наруж- щающихся между собой кольцевых камер ной поверхностью патрубка 1 для подачи (внутренней 2 и наружной 3), установ- продукта, а также исключает концентрацию I ленных коаксиально патрубку 1, приспособ- продукта на границе между нижним торцом лений 4 для сварки горловины пакета 5, кольца 7, охватывающей кольцо 7 горло- приспособлений 6 для прижима горловины 20 виной 13 пакета 5 и прилежащей боко- пакета к патрубку 1, а также из приспо- вой стенкой рассекателя 11 воздуха, т.е. в собления для компенсации разброса размеров горловин пакетов, выполненного, например, в виде эластичного кольца 7, охватывающего наружную поверхность камеры 3. Внутренняя камера 2 связана патрубком 8 с вакуум-системой и открыта внутрь пакета 5 и, кроме того, имеет общую стенку 9 с камерой 3. Наружная камера 3 связана патрубком 10 с пневмосистемой и к ее выходному торцу прикреплен кольцевой рассе- зо рассекатель воздуха, а внутренняя катель 11 потока воздуха, который своей верх- камера связана с вакуум-системой и откры- ней горизонтальной гранью прикреплен к ниж- та внутрь пакета, исключается попадание пы- нему торцу эластичного кольца 7, а вер- ли на место сварки не только при напол- тикальной гранью - к стенке 9. Рассе- нении пакетов продуктом, но и при после- катель 11 может быть выполнен в виде по- дующей протяжке пакетов, тем самым ис- лого металлического корпуса с перфораци- 35 ключается брак по качеству сварных швов ей в его стенках или, например, из газо- при последующей сварке.
кольцевой зоне Б. После окончания заполнения продуктом пакета 5 прижимные приспособления 6 отводятся в нерабочее положение и пакет снимается с кольца 7.
Благодаря тому, что коаксиально патрубку для подачи продукта установлены две сообщающиеся между собой кольцевые камеры, наружная из которых связана: с пневмосистемой и к ее выходному торцу при0
куум-системы через патрубок 8. При этом сжатый воздух, проходя через кольцевой рассекатель 11, рассекается на мелкие струи, которые омывают боковые стенки пакета на участке ниже горловины 13, низлежащий продукт, выступающий торец 12 патрубка 1, и с помощью вакуум-системы поступает во внутреннюю камеру 2, а далее выходит из последней. Таким образом на участке выхода воздуха из рассекателя 11 и засасывания его в камеру 2 образуется кольцевидная воздушная завеса, которая не только защищает пакет 5 от попадания пыли продукта на его стенки на участке ниже горловины 13, но и исключает пылеобразоваj между боковыми стенками пакета на участке ниже его горловины 13 и наруж- ной поверхностью патрубка 1 для подачи продукта, а также исключает концентрацию продукта на границе между нижним торцом кольца 7, охватывающей кольцо 7 горло- 0 виной 13 пакета 5 и прилежащей боко- вой стенкой рассекателя 11 воздуха, т.е. в о рассекатель воздуха, а внутренняя камера связана с вакуум-системой и откры- та внутрь пакета, исключается попадание пы- ли на место сварки не только при напол- нении пакетов продуктом, но и при после- дующей протяжке пакетов, тем самым ис- 5 ключается брак по качеству сварных швов при последующей сварке.
5
j между боковыми стенками пакета на участке ниже его горловины 13 и наруж- ной поверхностью патрубка 1 для подачи продукта, а также исключает концентрацию продукта на границе между нижним торцом кольца 7, охватывающей кольцо 7 горло- 0 виной 13 пакета 5 и прилежащей боко- вой стенкой рассекателя 11 воздуха, т.е. в о рассекатель воздуха, а внутренняя камера связана с вакуум-системой и откры- та внутрь пакета, исключается попадание пы- ли на место сварки не только при напол- нении пакетов продуктом, но и при после- дующей протяжке пакетов, тем самым ис- 35 ключается брак по качеству сварных швов при последующей сварке.
кольцевой зоне Б. После окончания заполнения продуктом пакета 5 прижимные приспособления 6 отводятся в нерабочее положение и пакет снимается с кольца 7.
Благодаря тому, что коаксиально патрубку для подачи продукта установлены две сообщающиеся между собой кольцевые камеры, наружная из которых связана: с пневмосистемой и к ее выходному торцу при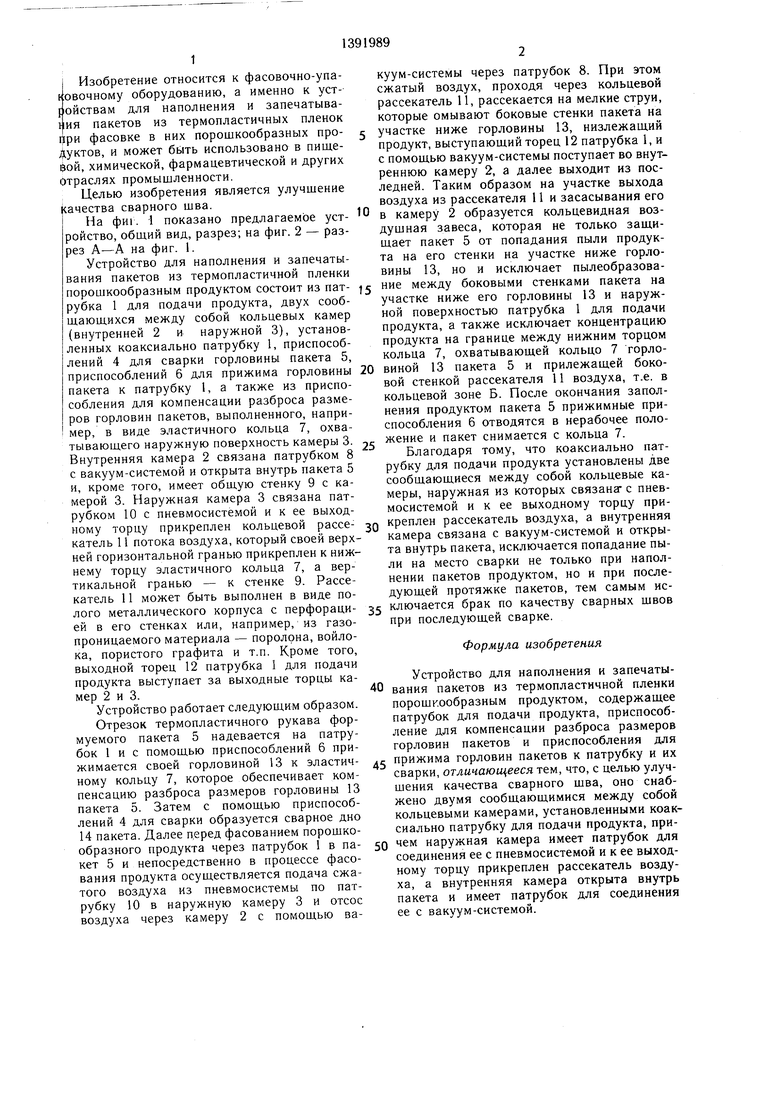
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания сыпучего продукта в пакеты из термопластичного пленочного материала | 1988 |
|
SU1662900A1 |
| Устройство для защиты мест сварки от попадания пыли при расфасовке порошкообразных продуктов в пакеты из полимерной пленки | 1983 |
|
SU1194773A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| УСТРОЙСТВО для ЗАЩИТЫ МЕСТ СВАРКИ ОТ ПОПАДАНИЯ | 1973 |
|
SU378325A1 |
| Способ запечатывания термопластичных пакетов | 1985 |
|
SU1330019A1 |
| Устройство для наполнения мешков | 1986 |
|
SU1400953A1 |
| Устройство для укупоривания пакетов из термопластичного материала | 1985 |
|
SU1316917A1 |
| Устройство для перемешивания сыпу-чиХ МАТЕРиАлОВ | 1978 |
|
SU795959A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| ПНЕВМАТИЧЕСКАЯ ФЛОТАЦИОННАЯ МАШИНА | 1988 |
|
RU2067890C1 |
Изобретение относится к устройству для наполнения и запечатывания пакетов из термопластичной пленки порошкообразным продуктом, может быть использовано в различных отраслях народного хозяйства и позволяет улучшить качество сварных швов на пакетах. Отрезок термопластичного рукава формуе.мого пакета 5 надевается на патрубок 1 для подачи продукта и с помощью приспособлений 6 прижимается своей горловиной 13 к эластичному кольцу 7, которое обеспечивает компенсацию разброса размеров горловины 13 пакета 5. С помош.ью приспособлений 4 образуется сварное дно 14 пакета 5. Перед фасованием порошкообразного продукта через патрубок 1 в пакет 5 и непосредственно в процессе фасования продукта осуществляются подача сжатого воздуха из пневмосистемы в наружную кольцевую камеру 3 и отсос воздуха через внутреннюю кольцевую камеру 2 с помощью вакуум- системы. Сжатый воздух, про.ходя через кольцевой рассекатель 1 1, рассекается на мелкие струи, которые о.мывают боковые стенки пакета 5 на участке ниже его горлов -;- ны 13, низлежащий продукт, выступающий торец 12 патрубка 1, и с помощью вакуум-системы поступает во внутреннюю кольцевую камеру 2, далее выходит из последней. Таким образом, исключается пыле- образование между боковы.ми стенками пакета 5 на участке ниже его горловины 13 и наружной поверхностью патрубка 1 для подачи продукта, а также исключается концентрация продукта на границе между нижним торцом эластичного кольца 7, охватывающей его горловиной 13 пакета 5 и прилежащей боковой стенкой кольцевого рассекателя 11, т.е. в кольцевой зоне Б. .2 ил. (ff О СО со п4 со 00 со Фиг.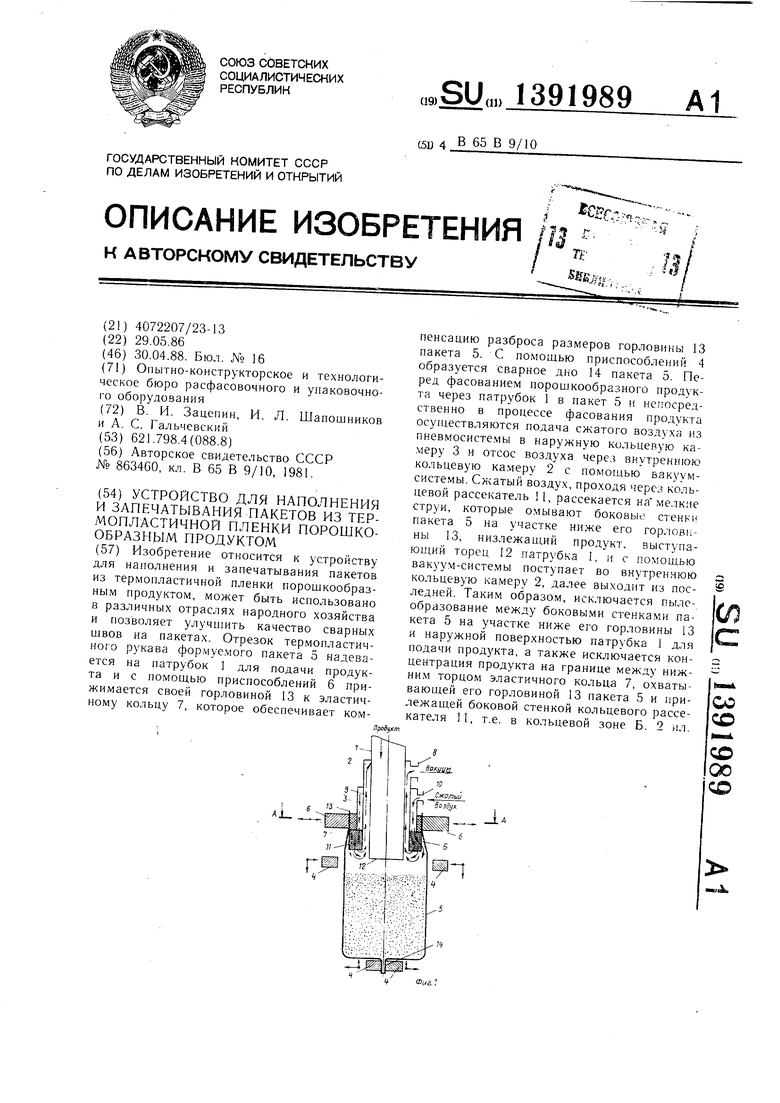
проницаемого материала - поролона, войлока, пористого графита и т.п. Кроме того, выходной торец 12 патрубка 1 для подачи продукта выступает за выходные торцы камер 2 и 3.
Устройство работает следующим образом.
Отрезок термопластичного рукава формуемого пакета 5 надевается на патрубок 1 и с помощью приспособлений 6 приФормула изобретения
Устройство для наполнения и запечаты- 40 вания пакетов из термопластичной пленки порощкообразным продуктом, содержащее патрубок для подачи продукта, приспособление для компенсации разброса размеров горловин пакетов и приспособления для
жимается своей горловиной 13 к эластич- 45 прижима горловин пакетов к патрубку и их ному кольцу 7, которое обеспечивает ком-сварки, отлычаюи еся тем, что, с целью улучпенсацию разброса размеров горловины 13 щения качества сварного шва, оно снаб- пакета 5. Затем с помощью приспособ-жено двумя сообщающимися между собой
лений 4 для сварки образуется сварное дно кольцевыми камерами, установленными коак- 14 пакета. Далее перед фасованием порошко- сиально патрубку для подачи продукта, при- образного продукта через патрубок 1 в па- 50 наружная камера имеет патрубок для кет 5 и непосредственно в процессе фасо-соединения ее с пневмосистемой и к ее выходвания продукта осуществляется подача ежа-ному торцу прикреплен рассекатель воздутого воздуха из пневмосистемы по пат-ха, а внутренняя камера открыта внутрь
рубку 10 в наружную камеру 3 и отсос пакета и имеет патрубок для соединения воздуха через камеру 2 с помощью ва- ее с вакуум-системой.
Формула изобретения
Фиг. 2
| Устройство для упаковки пакетов из термопластичного материала | 1979 |
|
SU863460A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
