Известны способы термической обработки изделий с применением токарных станков с устройством на них индуктора для закалки деталей.
Особенность описываемого способа заключается в том, что термическую обработку колец и втулок осуществляют непосредственно на токарном автомате с помощью токов повышенной и высокой частоты до отрезки деталей от трубы или прутка, причем совмещение механической и термической обработки не снижает производительности. Такое совмещение обработки достигается путем подбора кулачков, их соответствующей расстановки на распределител.ьном валу и наладки авто мата. Такой способ сокращает производственный цикл изготовления изделий и уменьшает производственные площади.
Для осуществления описываемого способа на продольном суппорте автомата (см. чертеж) неподвижно закреплен малогабаритный трансформатор / с индуктором 2, а для охлаждения детали и инструмента используется спреер с конденсаторной батареей 3, смонтированной в верхней передней части станка.
Когда обматываемая деталь 4 занимает позицию отрезки,, трансформатор 1 и индуктор автоматически подаются вперед. Деталь входит в индуктор и производятся ее нагрев и охлаждение. Наретую деталь и режущий инструмент охлаждают эмульсией, залитой в систему охлаждения станка. Затем трансформатор с индуктором возвращаются в исходное положение, производятся отрезка детали и подача прутка или трубы до упора. Закалку деталей как поверхностную, так и объемную осуществляют с уменьшением длины закаленного слоя на 1-2 мм со стороны обрезаемого края.
Предмет изобретения
Способ термообработки кольца или втулки при помощи индуктора токов высокой частоты и спреера для охлаждения, отличающийся тем, что, с целью ускорения изготовления кольца или втулки, изделие подвергается нагреву и охлаждению непосредственно на токарном автомате до отрезки от трубы или прутка.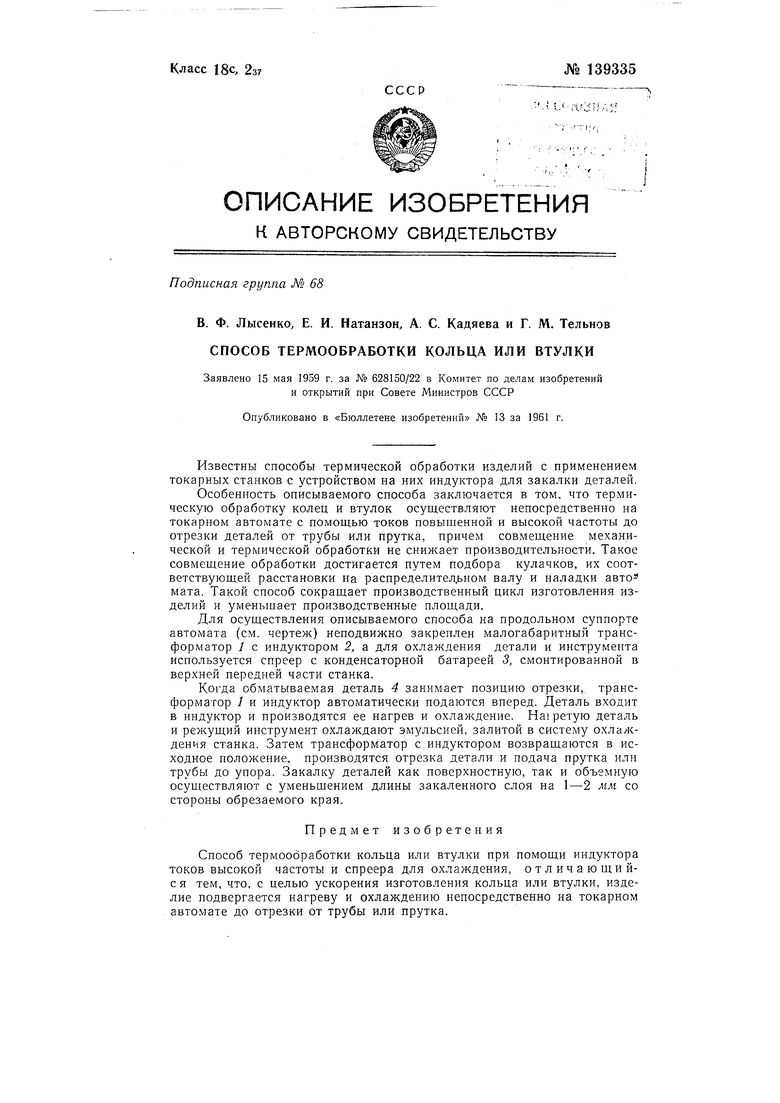
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Полуавтомат карусельного типа для закалки изделий | 1948 |
|
SU74448A1 |
| Способ закалки изделий с нагревом их током высокой частоты и автоматическое устройство для осуществления способа | 1948 |
|
SU81547A1 |
| Способ нагрева изделий по методу сопротивления | 1949 |
|
SU80645A1 |
| Способ полугорячей высадки металлических деталей с совмещенным электронагревом заготовок и станок для осуществления способа | 1950 |
|
SU90868A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ КРЕСТОВИН, | 1964 |
|
SU166719A1 |
| УСТРОЙСТВО для ЗА!<АЛКИ ЦИЛИНДРИЧЕСКИХ ДЕ С НАГРЕВОМ ИХ ИНДУКЦИОННЫМИ ТОКАМИ | 1965 |
|
SU168318A1 |
| Приспособление к токарным станкам для подачи и зажима пруткового материала | 1961 |
|
SU141715A1 |
| Спреер для закалки конических шестерен | 1960 |
|
SU141878A1 |
| Струйное охлаждающее устройство дляТЕРМичЕСКОй ОбРАбОТКи дВижущЕгОСяпРОКАТА | 1979 |
|
SU850690A1 |
На стр. 1 в строке 15 снизу напечатано обматываемая, следует читать обрабатываемая ОПЕЧАТКА
