Предметом изобретения является сиособ нагрева изделий ио методу соиротивления.
Как извесгно, существующие электронагревательиые уст|ановки, работаюище ио методу сопротивления, не могут быть ирименены для иагревиа иод ковку Е закалку стальных изделий неравномерного сечения.
По предлагаемому способу в местах увеличенного сечения деталей включают донолнительные трансформаторы, обеспечивающие доиолнительный нагрей этих мест. При этом, с целью выравннваиия темнератур, для регулирования времени выдержки, применяют фотоэлектрический иирометр и реле времсии.
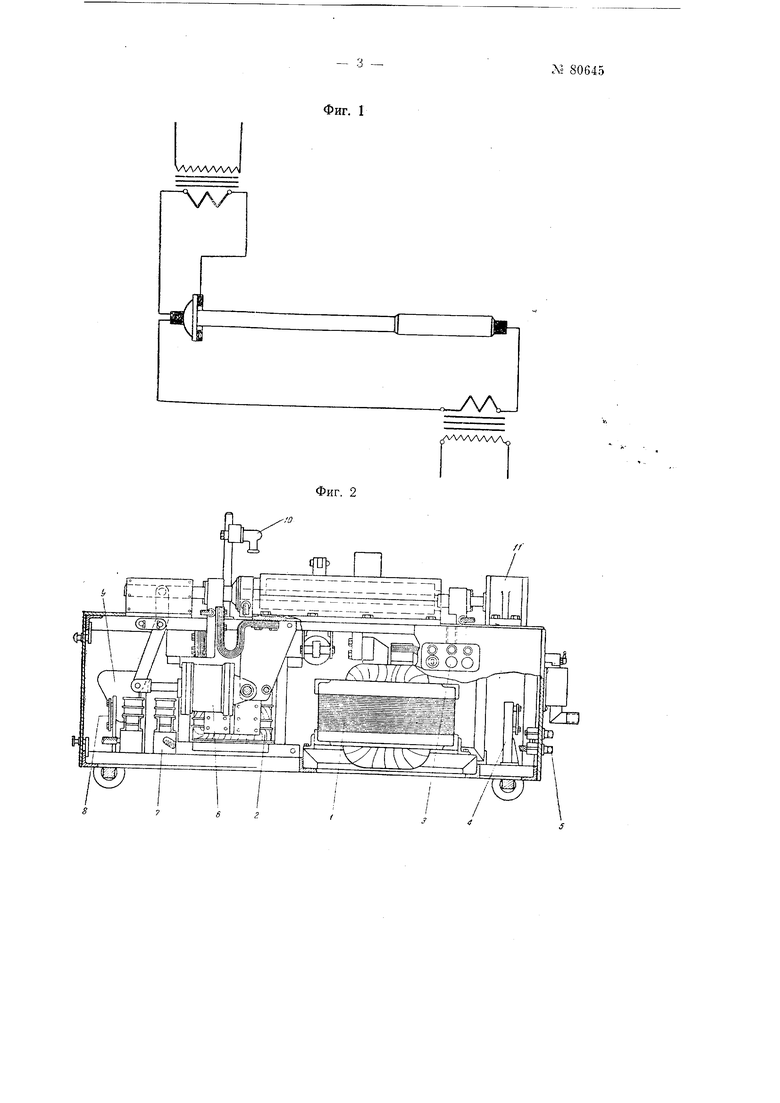
На фиг. 1 изобралсеиа деталь сечения; иа фиг. 2 - установка для нагрева этой детали.
В качестве примера детали разного сечения выбрана задняя иолуось автомобиля. Эта деталь имеет два участка, сечение которых отличается друг от друга.
Нагрев обычным способом дал бы недогретый участок у фланца и сниженную Темнсратуру утолБ);енното конца детали. Для доиолнительного нагрева участка фланца вклю1ают доиолнительньпг трансФорматор мощностью 35 ква и всю деталь под закалку перегревают на 100-150° с тем, чтобы после нагрева пыдер;|;ать ее в закрытом кожухе для выравнивания температуры шлицового конца.
В установке для нагрева этой детали под закалку (1) - основной силовой трансформатор: (2) - доиолнительный силовой трансформагор; (3) - киоиочная станци51 управления; () н (S) - переключатели нанряж.еиия; (5) - водяная система ох; ал;денш ; (6) и (И) - ннсвматические. цилиндры для в контактах фланца нолуосн и стерллгя полуоси; (7) - зле1;тронневматический клапан, подаюн1,нй сасатый воздух в цилиндры; (9) - контактор к доиолнительному трансформатору; (10) - фотоннрометр.
Процесс нагрева нолиостью автоматизирован. После укладки детали в кожух рабочн нал;нмает пусковую шионку на станции (3). В дс11ствие ирнходит механизм зажима в контактах фланца иолуоси и механизм, закрываюицп крышку кожуха. П)и гомои(н кнопки, связанной с зажимом фланца, включается контактором (9) доиолнительный снловой трансформатор (2) мои1;ностью 35 ква. Одновременно с 1;люче1гпп наг))ева фланца включается механизм зажнла стержня нолуоси (И), затем включается основной трапсфор5 атор (1) мощностью 125 ква.
Нагрев нродолж,ается около 2 мни. и выключается нрн фиксации Фотопирометром (10) оьределенной темнературы. Ерьпика коукуха остается закрыго1 для охлаждения несколько иерегретой иолуоси до закалочной температуры. В течение этого Bpe.iteini, он1)еде.1яеМОго выдержкон реле ), температура делали выравниваетея и деталь поступает в закалочную ванну.
Пред м е т и з о б р е т е н н я
1. Способ нагрева нзделнй по методу сонротпвлення, о т л и ч -и. ю щ и и с я тем,
JTO, с целью осуще1:твленр Я равномерного нагрева изделня, в местах увеличения сечения нзделий включают дополнительные трансформаторы.
2. В снособб по п. 1 нримененпе фотоэлектрического пнрометра и реле времени для регулирования выдеря:ки времени.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат карусельного типа для закалки изделий | 1948 |
|
SU74448A1 |
| Способ полугорячей высадки металлических деталей с совмещенным электронагревом заготовок и станок для осуществления способа | 1950 |
|
SU90868A1 |
| Приспособление к эксцентриковому или кривошипному прессу для высадки металлических деталей | 1951 |
|
SU95469A2 |
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Устройство для наплавки металлических изделий металлом | 1950 |
|
SU101182A1 |
| Способ термообработки кольца или втулки | 1960 |
|
SU139335A1 |
| Способ закалки изделий с нагревом их током высокой частоты и автоматическое устройство для осуществления способа | 1948 |
|
SU81547A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Стерилизатор непрерывного действия для обработки консервов в стеклянных банках | 1950 |
|
SU93720A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
У ЛЛЛЛЛ/И
rwn
..-yw
