со со со
4
СХ) 00
И reniie отиоиитгя к нанесению покрытий на изделия методом металлизации, в частности к устройствам для нанесения теплораспределятощего слоя повышенной толщины на днище кухонной посуды: кастрюль, сковородок, судков и т.д.
Целью изобретения является устранение коробления при нанесении утолщенного слоя покрытия на днище кухонной посуды увеличенных габаритов из тонколистового материала.
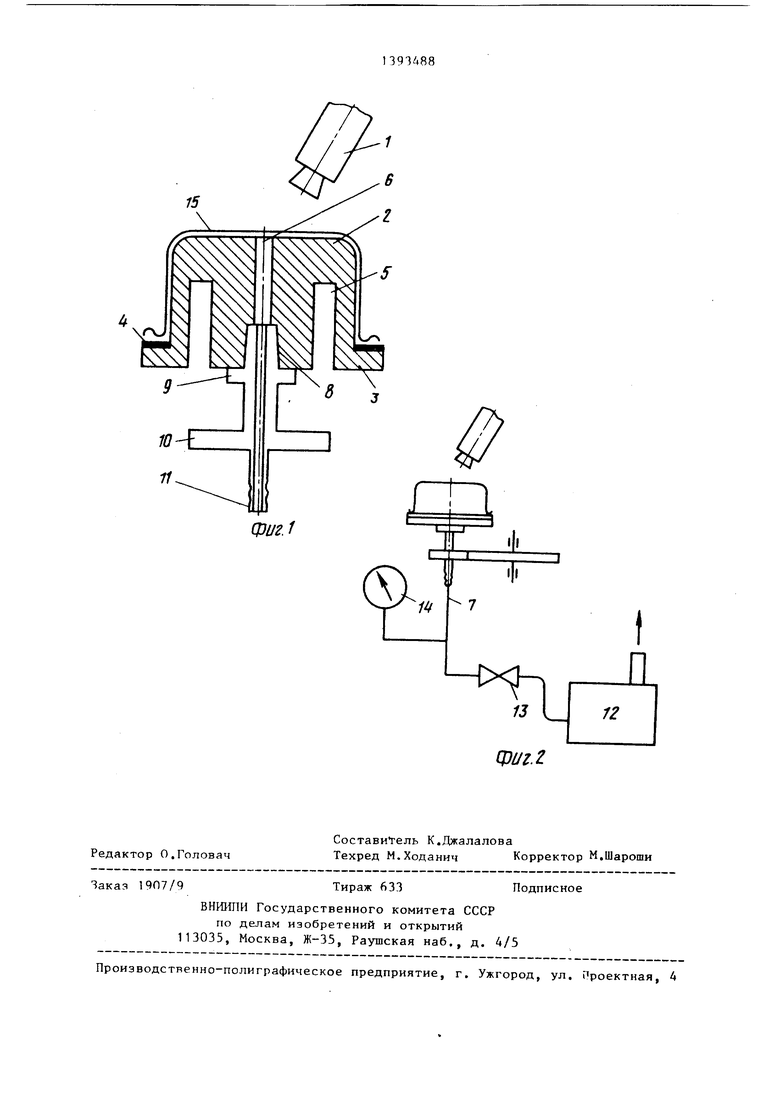
На фиг.1 схематично изображено устройство для нанесения покрытия на изделия методом металлизации; на фиг.2 - устройство, подсоединенное к системе вакуумированиЯс
Устройство содержит металлизатор 1 и держатель изделия, вьтодненный в виде оправки 7. из алюминиевого сплава с буртиком 3 с резиновым уплотнителем 4 и выполненными в ней каналами 5 для охлаждения и централь Hbw каналом 6 для сообщения оправки с системой 7 вакуумирования.
В нижней части оправки имеется также KOHi-гческое отверстие 8 для посадки конической ступицы 9 с приводной шестерней 10 и штуцером 11, под ключенным к системе 7 вакуумирования включающей вакуумный насос 12, кран 13 и манометр 14.
Металлизатор 1 установлен над оправкой под углом к последней и осн щен приводом для перемещения его по рад1тусу изделия (не показан).
Устройство работает следующим образом.
10
15
20
-35
щение оправки . с прижатой к ней кастрюлей IS и металлизатор 1 с приводом перемещения его по радиусу изделия (не показан).
После 2-3 мин напыления и достижения заданной толшины слоя покрытия (3-5 мм) металлизатор 1 выключают, оправку 2 с кастрюлей I5 вьшодят из зоны напыления. Отсоединяют оправку 2 от системы 7 вакуумирования закрытием крана 13 и снимают кастрюлю 15 с нанесенным теплораспределяющим слоем, при этом наличие в оправке 2 конического посадочного места обеспечивает как надежное уплотнение места соединения с системой 7 вакуумирования, так и быстрый съем оправки.
Изобретение позволяет устранить коробление днища кухонной посуды при нанесении теплораспределяющего слоя толщиной до 5 мм методом электродуговой металлизации за счет прижима днища к держателю изделия, выполненному в виде оправки, атмосферным давлением, габариты посуды при этом можно увеличить до 5П в диаметре с использованием тонколистовой нержавеющей стали толщиной до П,4 мкм. 30 При напылении алюминия на прижатое
к оправке атмосферным давлением днище последнее сохраняет плоскую форму, а коробление мин11г 1ально.
Формула изобретения
25
Устройство для нанесения покрытия на изделия методом металлизации, содержащее металлизатор и держатель из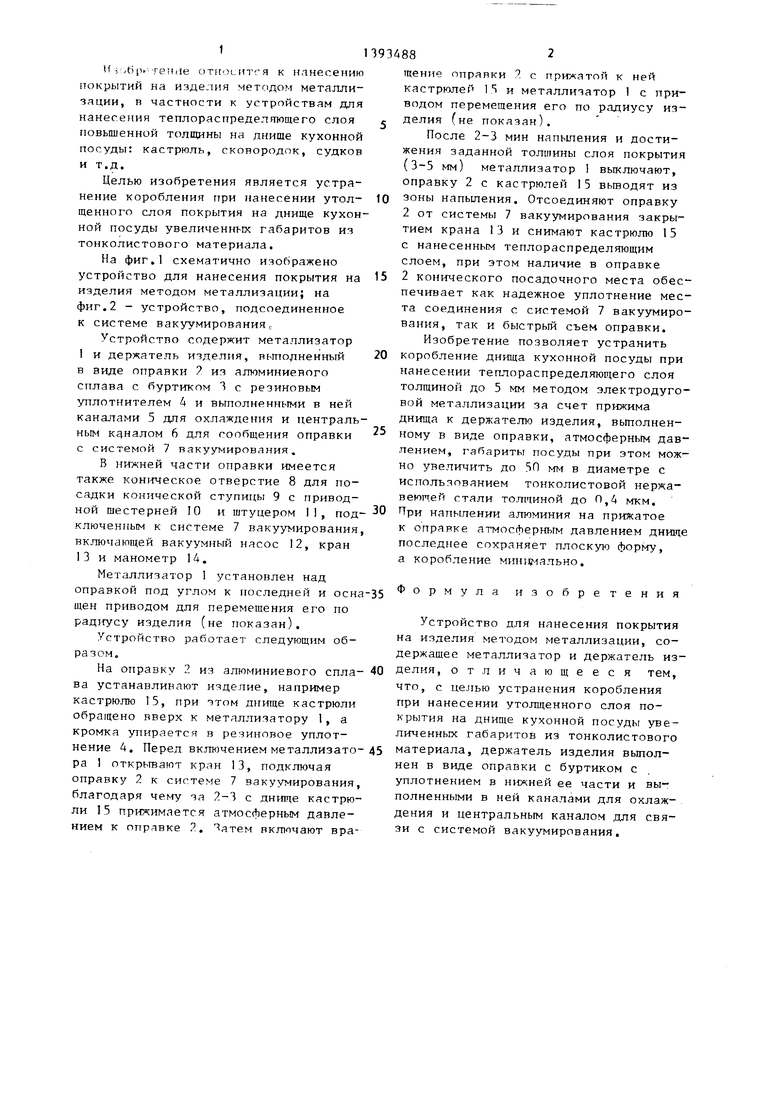
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических изделий | 1989 |
|
SU1720830A1 |
| Линия для металлизации длинномерных нежестких изделий | 1983 |
|
SU1145049A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Устройство для металлизации труб напылением | 1978 |
|
SU735317A1 |
| Способ газотермического нанесения стальных покрытий | 1989 |
|
SU1731863A1 |
| Устройство для напыления покрытий | 1979 |
|
SU852375A1 |
| КОНТАКТНАЯ СИСТЕМА МИКРОМИНИАТЮРНОГО РЕЛЕ | 1992 |
|
RU2044356C1 |
| Устройство для металлизации изделий | 1985 |
|
SU1271583A1 |
| Установка для металлизации крупногабаритных изделий | 1980 |
|
SU952363A1 |
| Установка для электродугового напыления покрытий на плоские поверхности | 1991 |
|
SU1836162A3 |
Изобретение относится к устройствам для нанесения покрытия на изделия методом металлизации, в частности к устройствам для нанесения тепло- распределяющего слоя повьппенной толщины на днище кухонной посуды. Цель изобретения - устранение коробления при нанесении утолщенного слоя покрытия на днище кухонной посуды увеличенных габаритов из тонколистового материала. Для зтого в устройстве держатель изделия вьтолнен в виде оправки с буртиком с уплотнением в нижней ее части и выполненными в ней каналами для охлаждения и центральным каналом для сообщения оправки с системой вакуумирования. Устройство позволяет исключить коробление за счет прижима изделия к оправке атмосферным давлением в процессе напыления покрытия. 2 ил. i (Л
На оправку 2 из алюминиевого спла- 40 делия, отличающееся тем.
ва устанавливают изделие, например кастрюлю 15, при этом днище кастрюли обращено вверх к металлизатору 1, а кромка упирается в резиновое уплотнекие 4. Перед включением металлизато-45 материала, держатель изделия вьтолра 1 открывают кран 13, подключая оправку 2 к системе 7 вакуумирования, благодаря чему за 2-3 с днище кастрюли 15 прижимается атмосферньм давлением к опрявке 2. включают врачто, с целью устранения коробления при нанесении утолщенного слоя покрытия на днище кухонной посуды увеличенных габаритов из тонколистового
нен в виде оправки с буртиком с уплотнением в нижней ее части и выполненными в ней каналами для охлаждения и центральным каналом для связи с системой вакуумирования.
15
II
( Ф
1
13
Г2
(pui.z
