1
Изобретение относится к области электродуговой металлизации длинномерных изделий малого диаметра, преимущественно труб, яредназначенных для использования при изготовлении теплообменных аппаратов.
Известно устройство для металлизации труб напылением, включающее спаренные блоки, каждый из которых содержит станину и смонтированную на последней камеру с рабочигли проемами в боковых стенках и системой воздуховодов, к металлизаторы И .
Недост1атком этого устройства является невозможность переналадки его для одновременной обработки двух труб в диапазоне диаметров, входящих в зону обхвата факела металлизатора.
Цель изобретения - расшире1шв технологических возможностей устройства и повышения производительности за счет одновременной обработки двух труб.
Для достижения этой цели в устройстве для металлизации труб напылением,
включающем спаренные блоки, каждый из которых содержит станину и. смонтированную на последней камеру с рабочими проэ«1ами в боковых стенках и системой воздуховодов и металлизаторы, каждая камера снабжена установленными в ее рабочих проемах польгми цапфами для прохода обрабатываемых труб, симметрично их щарнирно закрепленной на полых цапфах траверсой с регулятором
10 ее поворота, причстл на концах траверсы закреплены распылители,так, что их оси расположены в плоскости, проходящей через ось цапф между обрабатываемыми трубами.
15
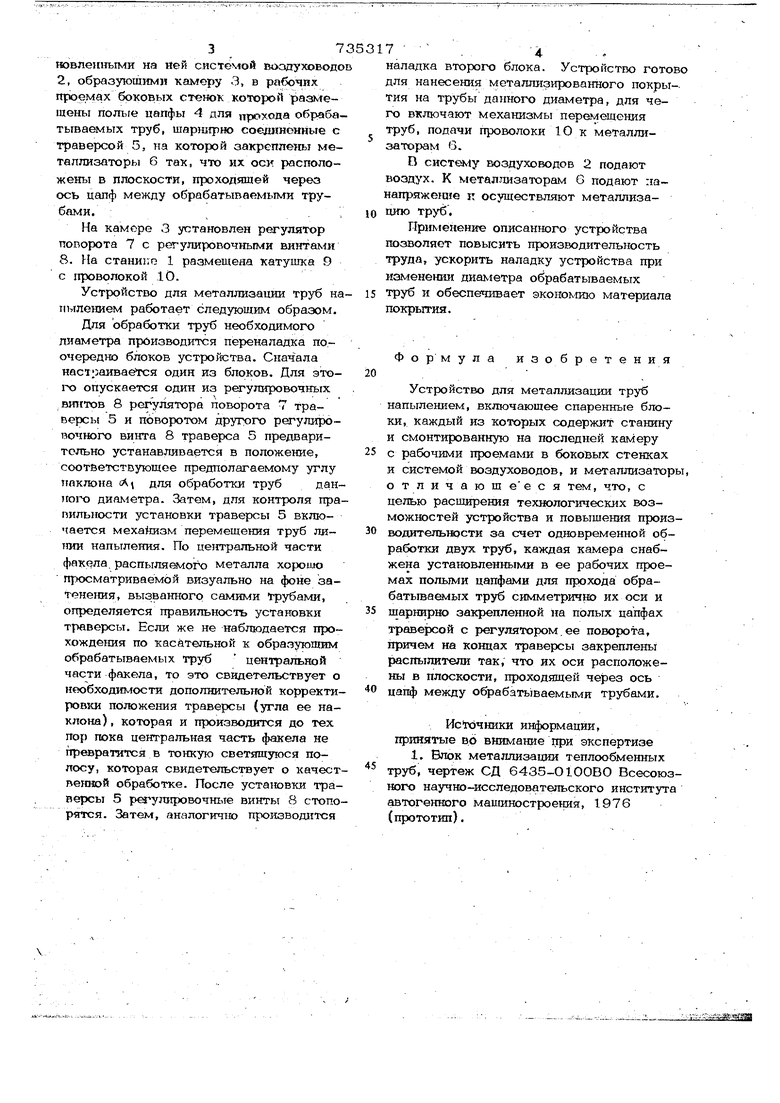
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - кинематическая схема одного из его блоков; на фиг. 3 - вид в плане на фиг. 2; на фиг. 4 - вид по стрелке А на фиг. 1;
20 на фиг. 5 - разрез Б-Б на фиг. I.
Устройство для металлизации напылением труб содержит два блока, каждый из которых включает станину 1 с уста37новпениыми на йей системой воздуховодо 2, образующими камеру 3, в рабочих проемах боковых стенок которой размещены полые цапфы 4 для прохода обрабатываемых труб, шаршфно соединенные с траверсой 5, на которой аакреплеиы металлизаторы 6 так, что их оси расположены в плоскости, проходящей через ось цапф между обрабатываемыми трубами., На каморе 3 установлен регулятор попорота 7 с регулировочными винтами 8. На станипгэ 1 размещена катушка 9 с проволокой 10. Устройство для металлизации труб на пилением работает следующим образом. Для обработки труб необходимого диаметра производится переналадка поочередно блоков устройства. HacT jaKBaeiTCH один из блоков. Для этоIX) опускается один из регулировочных вин-гов 8 регулятора поворота 7 траверсы 5 и поворотом другого регулировочного винта 8 траверса 5 предварительно устанавливается в положение, соответствующее предполагаемому углу ттклона Л для обработки труб дан 1Г01Ч) диаметра. Затем, для контроля пра вильности установки траверсы 5 включается механизм перемещения труб лиНИИ напыления. По центральной части факела, распыляга о го металла хорошо пг.юсматриваёмдй визуально на фоне затене1шя, вызванного самими Трубами, определяется правильность установки траверсы. Если же не наблюдается прохождения по касательной к образующим обрабатываемых труб центральной части факела, то это свидетельствует о необходимости дополнительной корректи РОБКИ положения траверсы (угла ее наклона) , которая и производится до тех пор пока центральная часть факела не превратится в тонкую свет5пцуюся полосу, которая свидетельствует о качест венной обработке. После установки тра версы 5 p€s-ymipoBO4miie винты 8 стопо рятся. Затем, аналогич1Ю производится / - .ч аладка второго блока. Устройство готово ля нанесения металлизированного покрыия на трубы данного диаметра, для чео включают механизмы перемещения труб, подачи проволоки 10 к металлиаторам 6. D систему воздуховодов 2 подают воздух, к мета л тшза торам G подают :taапряжеш е JT осуществляют металлизашпо труб. Применение описанного устройства позволяет повысить производительность труда, ускорить наладку устройства при изменении диаметра обрабатываемых труб и обеспечивает эконок-гию материала покрытия. Формула изобретения Устройство для металлизация труб напылением, включающее спаренные блоки, каждый из которых содержит станину и смонтированную на последней камеру с рабочими проемами в боковых стенках и системой воздуховодов, и металлизаторы, отличающееся тем, что, с целью расишрения технологических возможностей устройства и повыщения производительности за счет одновременной обработки двух труб, каждая камера снабжена установленными в ее рабочих проемах полыми цапфами для прохода обрабатываемых труб симметрично их оси и шарнирно закрепленной на полых цапфах Траверх:ой с регулятором. ее поворота, причем на концах траверсы закреплены распылители так, что их оси расположены в плоскости, прюходящей через ось цапф между обрабатьгваемыми трубами. Исгочники информации, принятые во внимание при экспертизе 1. Блок металлизации теплообменных труб, чертеж СД 6435-О10ОВО Всесоюзного научно-исследовательского института автогенного машиностроения, 1976 (прототип).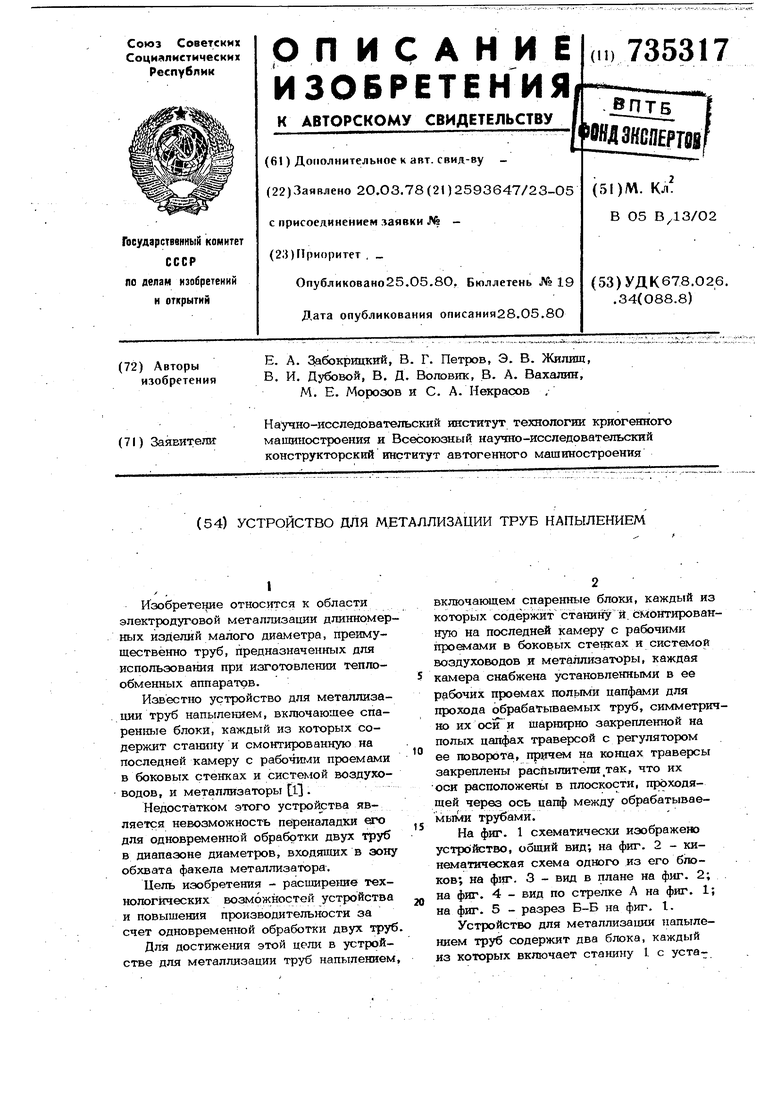
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для металлизации труб напылением | 1981 |
|
SU995888A1 |
| Линия для металлизации длинномерных нежестких изделий | 1983 |
|
SU1145049A1 |
| Устройство для нанесении покрытия | 1983 |
|
SU1104187A1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| Устройство для металлизации труб напылением | 1985 |
|
SU1347995A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| Установка для металлизации | 1979 |
|
SU817090A1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ТРУБ | 1994 |
|
RU2092250C1 |
| Линия для нанесения металлизационных покрытий | 1978 |
|
SU751749A1 |

--ty gi-ay
ВиЭ А
