Изобретение отиоситск к абразивной обработке и может быть использовано для притирки точных; асферических и сферических поверхностей деталей
Целью изобретения является расширение технологических возможностей путем получения асферической поверх- :ности тела вращения за счет обеспечения удаления неравномерного |ка с поверхности заготовки : На фиг„1 показан вариант реализа- |ции способа; на фиг.2 - сечение А-А :на фиг„ 1 о
Заготовку 1 (фиГоО, имеющую форму сферы, с помощью привода вращают вокруг оси ОХо Обработка осуществляется трубчатым притиром 2, который с помощью пружины 3 прижимается к заготовке. Притир 2 закреплен на крон- |штейне 4 так, что имеет возможность |Пвремещаться вдоль оси Б-Б и плавать, обеспечивая при этом самоус- тановку инструмента по обрабатьгеаемо поверхности о Кронштейн вращается вокруг оси . Эта ось находится в плоскости ХОУ, проходящей через ось вращения заготовки ОХ, и пересекает ось ОХ в-. Точке 0 „ Смещение оси вращения кронштейна от центра по- верхности О равно е Центр детали 0 находится на оси ОХ Кроме, этого ось наклонена к оси ОХ под углом s{ , Притир может занимать крайнее левое В и крайнее правое Г,положения
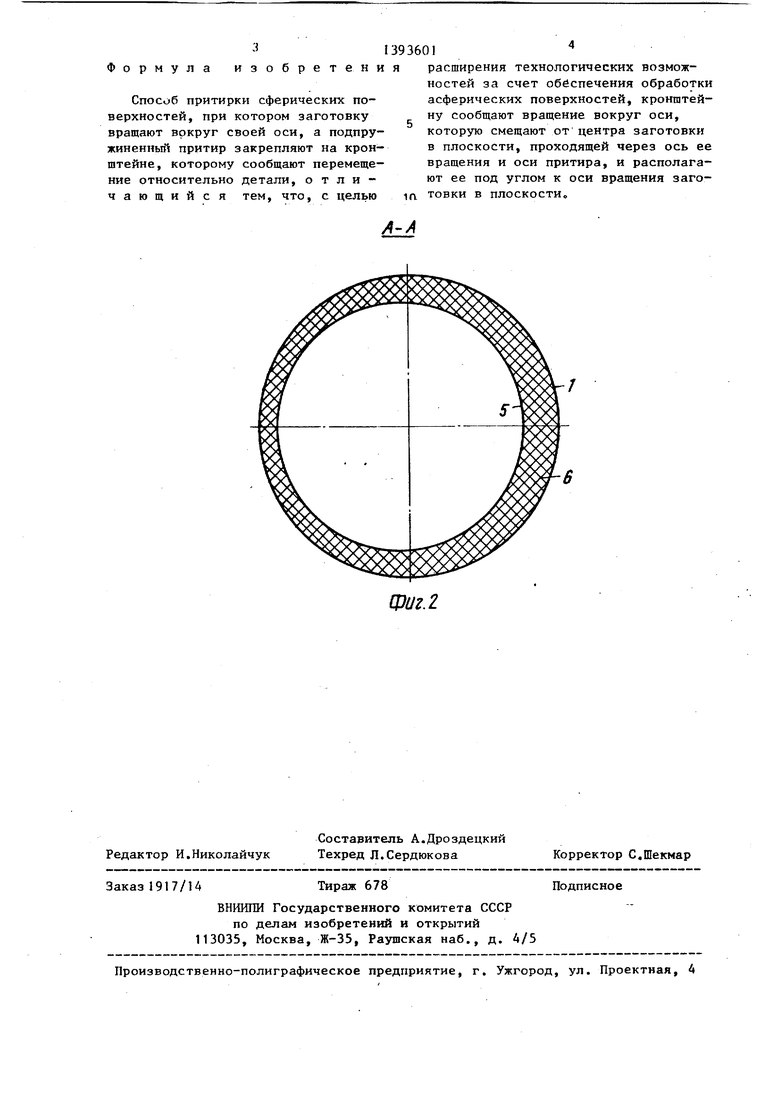
На фиг о 2 представлено сечение заготовки 1 плоскостью, параллельной оси вращения ОХ заготовки Поверхность детали 5 изображена толстой линией Припуск 6, удаленный с поверхности заготовки, заштрихован,,
При совмещении точек 0 и О и d. 90 притир при вращении в любой момент вращения прижимается к поверхности заготовки с постоянной силой Рабочее давление инструмента на поверхность заготовки постоянно, поэтому с поверхности заготовки снимается одинаковый припуск о Форма заготовки копируется При смещении оси вращени Кронштейна ОуZ в плоскости, проходящей через точку О перпендикулярно оси вращения заготовки ОХ, с поверхности заготовки также снимается по- стоянньш припуск„ Смещение центра поверхности О в обоих случаях не происходит. Если ось 0 Z, сместить в плоскости ХОУ на величину е, то при
o
S
0
0
5
5
0
5
0
5
вращении кронштейна сила прижима притира к заготовке изменяется о Наибольшая сила прижима - в положении Г притира (), наименьшая - в положении Во
Ось ОуZ наклонена к оси ОХ под углом L о Это сделано с целью обеспечить контакт притира со всеми точками поверхности заготовки. Если принять угол oi. 905 то в рассматриваемом случае при нахождении притира в положении Г часть поверх}1ости заготовки не контактирует с инструментом и не обрабатывается,.
Уменьшение давления инструмента- притира на заготовку приводит к уменьшению интенсивности удаления припуска в этой точке Поэтому, когда притир находится в положении Г, обеспечивается удаление наибольшего припуска с правой стороны заготовки. При нахождении притира в положении В наименьший припуск удаляется с левой стороны заготовки При этом центр 0 вновь получаемой поверхности смещается вдоль оси вращения заготовки ОХ от ее центра О.
При использовании изобретения не- равномерный .припуск снимается в плоскостях, расположенных параллельно оси вращения заготовки (фиг.2)„ В плоскостях, расположенных перпендикулярно оси вращения ОХ, припуск удаляется равномерно. При этом можно получать асферические поверхности, большая ось которых расположена перпендикулярно оси вращения заготовки
Притирку можно осуществить либо с использованием абразивных паст, либо алмазоносных покрытий.
Сутцественньп преимуществом предлагаемого способа является обеспе.чение удаления неравномерного припуска в плоскостях, расположенных параллельно оси вращения заготовки, и равномерного припуска в плоскостях, перпендикулярных этой оси При этом операцию притирки легко автоматизировать Способ может быть использован для обработки различных асферических и сферических поверхностей
Способ опробирован ,-для притирки заготовок, имеющих сферическую поверхность диаметром 50 мм. Деталь изготовлена из сплава Д16Т, притир - из капролона.В качестве абразива использовалась алмазная паста АСМ 40/28
- 1393601
ормула изобретения
но а ну к в вр ют то
Способ притирки сферических поверхностей, при котором заготовку вращают вокруг своей оси, а подпру- жиненньп1 притир закрепляют на кронштейне, которому сообщают перемещение относительно детали, отличающийся тем, что, с целью
расширения технологических возможностей за счет обеспечения обработки асферических поверхностей, кронштейну сообщают вращение вокруг оси, которую смещают от центра заготовки в плоскости, проходящей через ось ее вращения и оси притира, и располагают ее под углом к оси вращения заготовки в плоскости
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ притирки сферических поверхностей | 1987 |
|
SU1414579A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Устройство для удаления припуска малой и неравномерной толщины цилиндрических поверхностей деталей | 2019 |
|
RU2717757C1 |
| Способ абразивной обработки | 1988 |
|
SU1548021A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Изобретение относится к области абразивной обработки и может быть использовано для притирки точньпс асферических поверхностей заготовок детапейс Целью изобретения является расширение технологических возможностей за счет обеспечения обработки асферических поверхностей на заготовке 1, которую вращают вокруг оси ОХ. Трубчатый притир 2, прижатый пружиной 3 к поверхности детали, закреплен на кронштейне 4, которому сообщают вращение вокруг оси, смещенной от центра заготовки в плоскости, проходящей через ось ее враще-; НИН и ось пр 1тира 2, причем располагают ее под углом к оси вращения заготовки„ Смещение оси притира обеспечивает неравномерный его прижим к заготовке и, как следствие, неравномерное удаление припуска, что приводит к формированию асферической поверхности 2 ил. i W С 00 ED оо а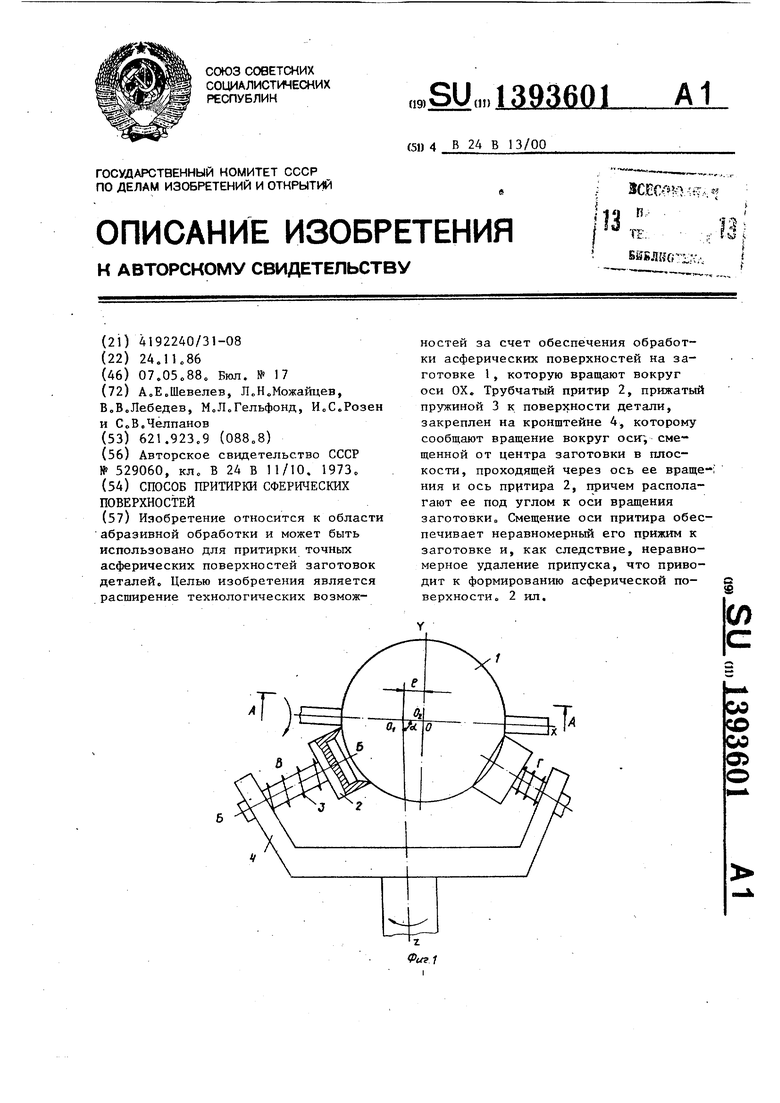
Редактор И.Николайчук
Составитель А.Дроздецкий Техред Л.Сердюкова
Заказ 1917/14
Тираж 678
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
фиг. 2
Корректор С.Шекмар
Подписное
| Устройство для доводки сферических поверхностей деталей | 1973 |
|
SU529060A1 |
