ел
Јь
00
о го
Изобретение относится к машиностроению, преимущественно к доводочным операциям, и может быть использовано для изготовления различных деталей, в первую очередь, содержащих плоские поверхности.
Целью изобретения является повышение качества и производительности обработки за счет стабилизации скорости перемещения притира во времени.
На чертеже изображено устройство для реализации способа, общий вид.
Устройство содержит программоноситель 1, взаимодействующий с двигателем 2, который вращает винт 3, каретку 4, взаимодействующую с винтом 3 и перемещающуюся по направляющим 5, шарнир-поводок 6, закрепленный на каретке 4, притир 7, взаимодействующий с шарниром-поводком 6 и деталью 8, шпиндель 9, на котором закреплены деталь 8 и обойма 10, пружины 11, связанные с обоймой 10 и притиром 7.
Способ реализуется следующим образом.
Шпиндель 9 вращается с угловой скоростью со, а совместно с ним вращаются деталь 8 и обойма 10. Последняя посредством пружины 11 передает вращение притиру 7 с угловой скоростью со вокруг оси шарнира-поводка. В это же время программоноситель 1 задает сигнал двигателю 2, который вращаег винт 3 и перемещает каретку 4 по направляющим 5 Винт 3 и направляющие 5 расположены таким образом, ч го шарнир-поводок 6, закрепленный на каретке 4, перемещается в радиальном направлении от центра к периферии. Механизм прижима (не показан) через шарнир-поводок 6 передает перемещение притиру 7. Величина этого перемещения задается программоносителем и должна соответствовать закону
,
где / - текущее время;
Т - период периодического перемещения;L - максимальное отклонение центра
притира от центра детали. При этом скорость периодического движения равна
.cosi
Т
Т
и перпендиулярно направлена составляющей скорости, обусловленной вращением притира и детали, которая одинакова в каждой точке контакта инструмента с деталью и равна угловой скорости детали, умноженной на межцентровое расстояние. С учетом того, что каретка вместе с шарниром-поводком перемещается, т. е. изменяется межцентровое расстояние, относительная скорость, обусловленная вращением, также изменяется во времени по закону
V(.Y-sin
Суммарная относительная скорость перемещения притира по детали определяется двумя взаимно перпендикулярными составляющими V и V. Следовательно, суммарная относительная скорость перемещения притира по детали:
10
(V42,
5
не зависит от времени-обработки, что обусловливает равномерные съем припуска и износ инструмента.
При осуществлении способа происходит более интенсивное устранение погрешностей и достижение чистоты поверхности. Требуемое качество достигается в 1,2-1,3 раза быстрее, т. е. повышается прозводитель- ность обработки.
0 Способ был реализован на станке ЭПД- 320, на котором обрабатывались образцы из карбида кремния диаметром 80 мм, притиром диаметром 70 мм, который сплошь был заклеен алмазными брусками с зернистостью АСМ 10/7 на полимерной связке ВСЗ-1 При обработке по прототипу притир прижимался с усилием H, перемещался с подачей дв.ход/мин (период7 з 30 с) и амплитудой 5 мм, деталь и притир вращались с угловой скоростью сй 57 рад/с
Q (период с). При этом установлено, что относительная скорость перемещения притира по детали, в течение времени переменна, возникают кольцевые зоны различного износа и сьема припуска, устранение которых требует технологической корректиров5 ки (перестановка поверхности притира относительно поверхности детали, периодическая притирка поверхности инструмента); время обработки образца с достижением шероховатости ,15-0,17 мкм 20-25 мин. При обработке согласно предложенному
0 способу притир прижимался усилием Q 120 Н, перемещался по синусоидальному закону с подачей дв.ход/мин (период Тз-0 с) и амплитудой 5 мкм; деталь и притир вращались с угловой скоростью оо
5 1,57 рад/с (период с). При этом установлено, что относительная скорость перемещения притира по детали постоянна; на поверхности происходит равномерный износ инструмента и съема припуска; время обработки образца с достижением шероховатости
0 ,15-0,17 мкм 15-19 мин.
Формула изобретения
Способ абразивной обработки, заключающийся в том, что деталь и притир вра- 5 щают с одинаковой по величине и направлению угловой скоростью, а притир периодически перемещают относительно детали, отличающийся тем, что, с целью повышения
1548021 56
точности обработки за счет стабилизациипериферии по синусоидальному закону,
скорости во времени, притир перемещают впериод которого равен периоду вращения
радиальном направлении от центра детали кдетали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки плоских поверхностей | 1987 |
|
SU1502280A1 |
| Устройство для обработки плоских поверхностей | 1986 |
|
SU1359099A1 |
| Устройство для односторонней доводки плоских поверхностей деталей | 1988 |
|
SU1618604A1 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| Устройство для доводки плоских поверхностей | 1982 |
|
SU1034883A1 |
| Способ абразивной обработки плоских поверхностей прямоугольных деталей и устройство для его осуществления | 1986 |
|
SU1366371A1 |
| Станок для притирки плоских поверхностей, расположенных в полости втулки, цилиндра и т.п. | 1941 |
|
SU63282A1 |
| Устройство для обработки плоских поверхностей | 1988 |
|
SU1553355A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
Изобретение относится к машиностроению, преимущественно к отделочной обработке, и может быть использовано для изготовления различных деталей с плоскими поверхностями. Целью изобретения является повышение качества и производительности обработки за счет стабилизации скорости перемещения притира во времени. При вращении детали и притира с одинаковыми угловыми скоростями притир 7 перемещают в радиальном направлении от центра детали 8 к периферии по синусоидальному закону, период которого равен периоду вращения детали 8. 1 ил.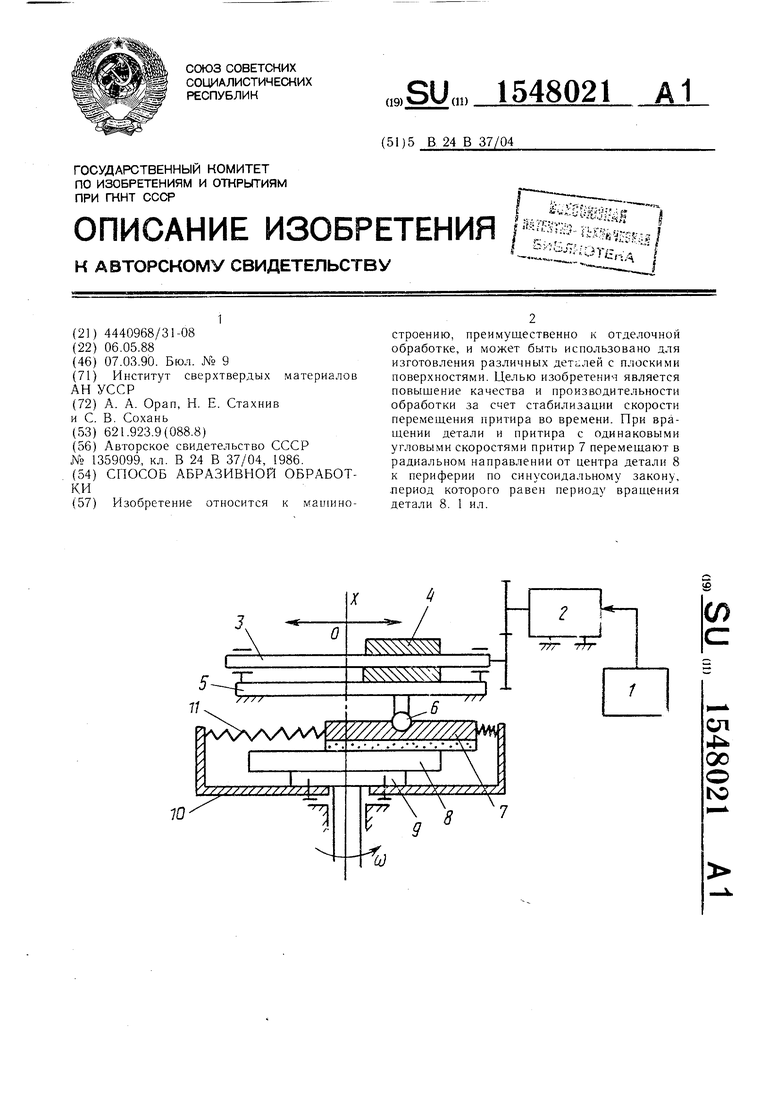
| Устройство для обработки плоских поверхностей | 1986 |
|
SU1359099A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
