(Л
со ел
4 4ib
ности устройства за счет использования централизованного источника энергии, а также увеличение точности перемещения. Под давлением сжатого воздуха плунжер 27 со штангой 30, несущей конечные выключатели, перемещается вниз. Флажок первого выключателя дает команду на прекращение подачи масла из полости 26 в полость 40, Движение плунжера 27 прекратится. Программоаппарат 16 готов к работе.
От кнопки Пуск, а в дальнейшем автоматически срабатывают переключатели 38 и 39, и ползун 18 со сварочными клещами 23 начинает периодически перемещаться на шаг между свариваемыми точками. В момент остановки осуществляется сварка. В процессе сварки клещи обходят препятствие. При из- менении толщины корректируются режимы сварки. Устройство позволяет изменять программу перемещения. 4 ил.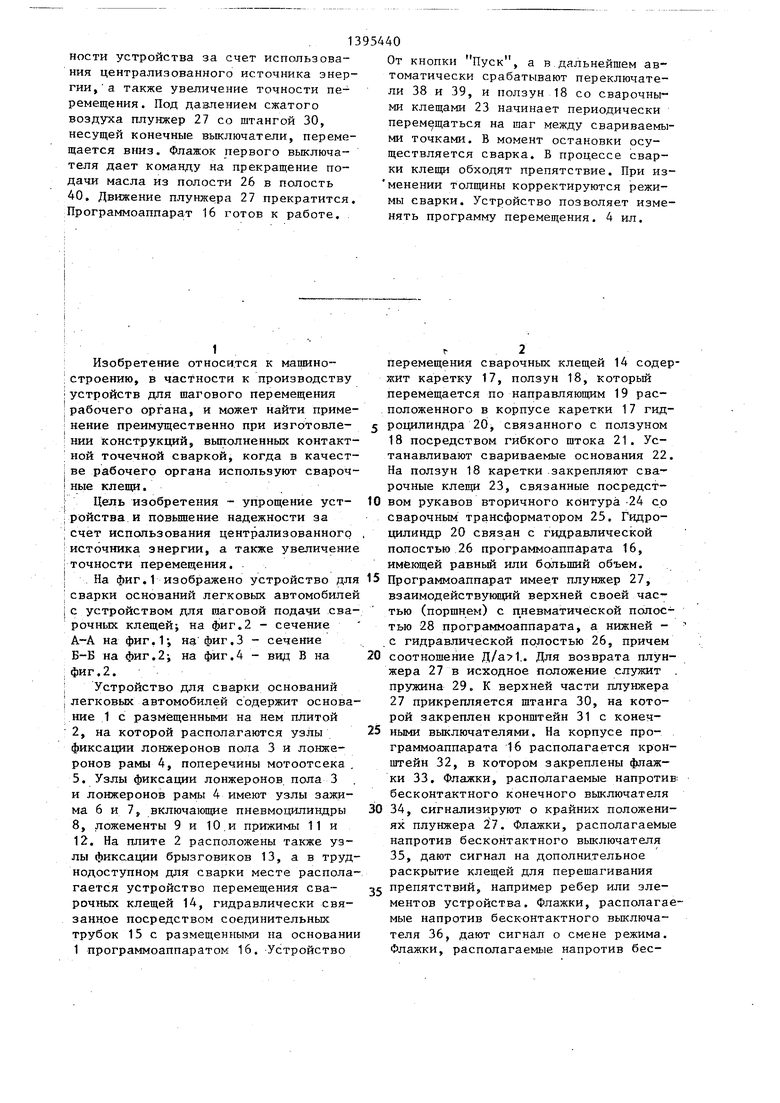
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1073041A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Автоматическая линия для сборки узлов из деталей и соединения их между собой | 1987 |
|
SU1444117A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| Пневмогидравлический робот | 1974 |
|
SU574292A1 |
1
Изобретение относится к машиностроению, в частности к производству устройств для шагового перемещения рабочего органа, и может найти применение преимущественно при изготовлении конструкций, выполненньпс контактной точечной сваркой, когда в качестве рабочего органа используют сварочные клещи.
Цель изобретения - упрощение устройства и повьппени« надежности за счет использования централизованного источника энергии, а также увеличение точности перемещения. .
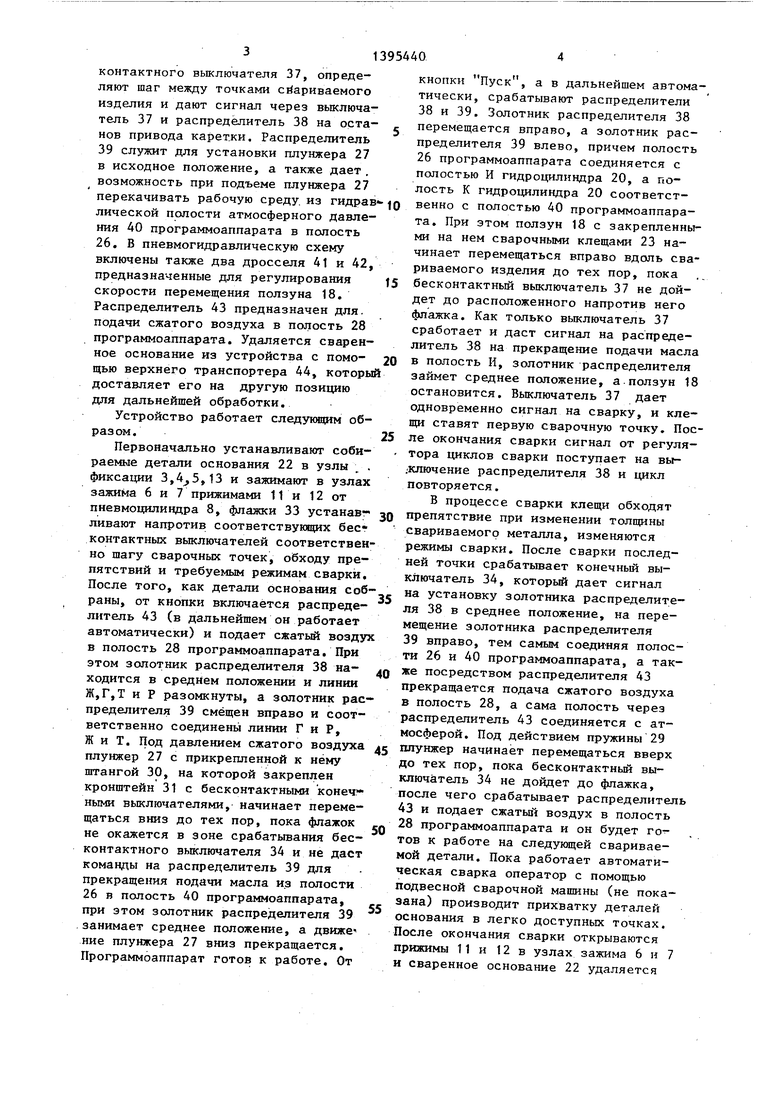
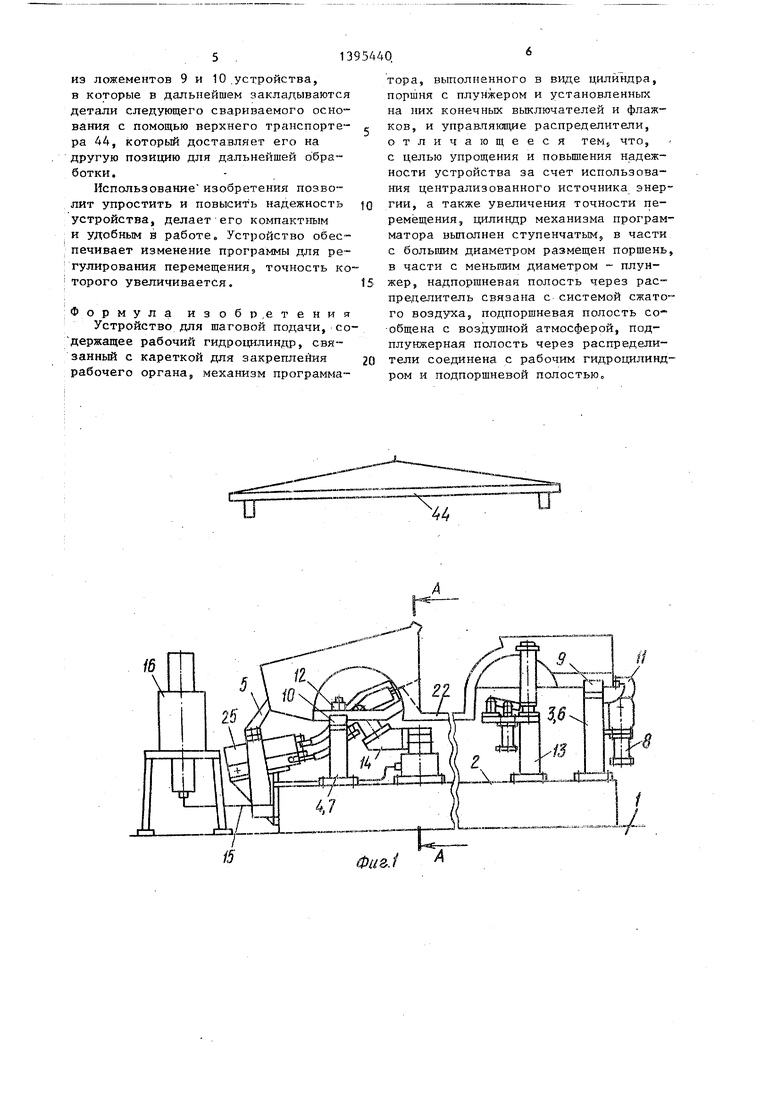
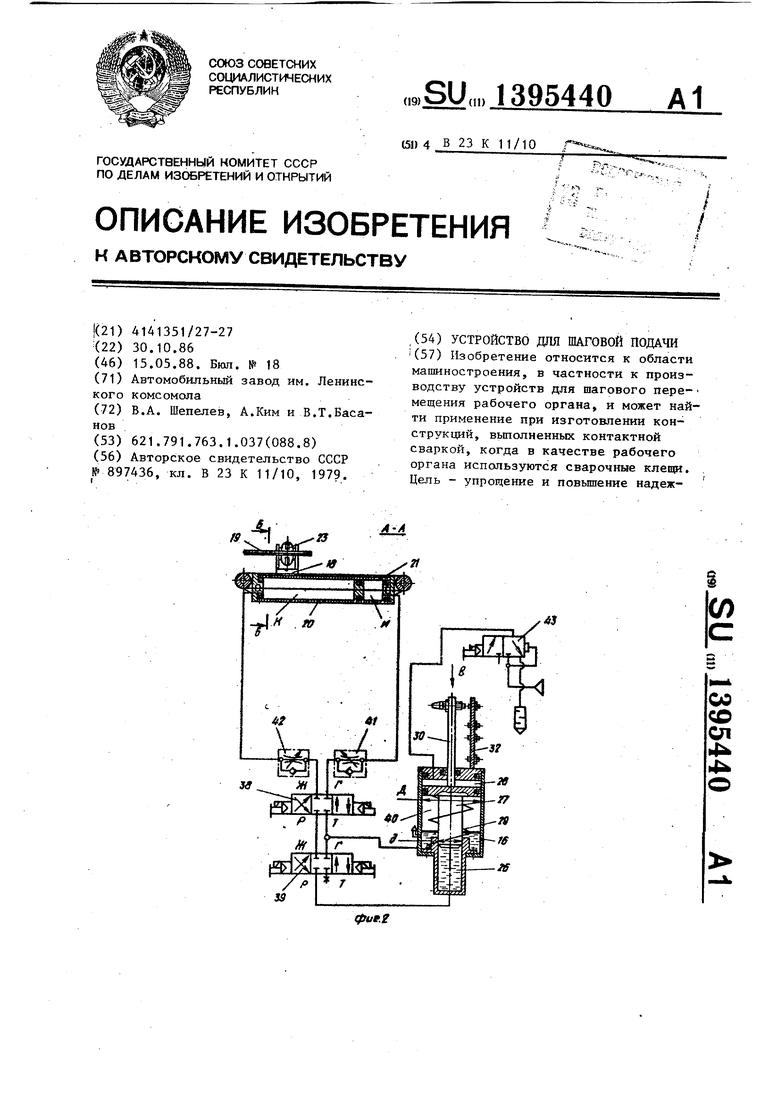
На фиг.1 изображено устройство для сварки оснований легковых автомобилей с устройством для шаговой подачи сварочных клещей; на фиг.2 - сечение А-А на фиг,1-, на фиг.3 - сечение Б-Б на фиг.2 на фиг.4 - вид В на фиг.2.
Устройство для сварки оснований легковых автомобилей содержит основание 1 с размещенными на нем плитой 2, на которой располагаются узлы фиксации лонжеронов пола 3 и лонжеронов рамы 4, поперечины мотоотсека . 5. Узлы фиксации лонжеронов пола 3 и лонжеронов рамы 4 имеют узлы зажима 6 и 7, включающие пневмоцилиндры 8, ложементы 9 и 1О.и прижимы 11 и 12. На плите 2 расположены также узлы фиксации брызговиков 13, а в труднодоступном для сварки месте располагается устройство перемещения сварочных клещей 14, гидравлически связанное посредством соединительных трубок 15 с размещенными на основании 1 программоаппараток 16. Устройство
г 2
перемещения сварочных клещей 14 содержит каретку 17, ползун 18, который перемещается по направляющим 19 расположенного в корпусе каретки 17 гидроцилиндра 20, связанного с ползуном 18 посредством гибкого штока 21. Устанавливают свариваемые основания 22. На ползун 18 каретки закрепляют сва рочные клещи 23, связанные посредст0 вом рукавов вторичного контура -24 со сварочным трансформатором 25. Гидроцилиндр 20 связан с гидравлической полостью 26 программоаппАрата 16, имеющей равньй или больший объем.
5 Программоаппарат имеет плунжер 27, взаимодействующий верхней своей частью (поршнем) с п невматичёской полостью 28 программоаппарата, а нижней - - ,с гидравлической полостью 26, причем
0 соотношение Д/а.. Для возврата плунжера 27 в исходное положение служит . пружина 29. К верхней части плунжера 27 прикрепляется штанга 30, на которой закреплен кронштейн 31 с конеч5 ными выключателями. На корпусе программоаппарата 16 располагается кронштейн 32, в котором закреплены флажки 33. Флажки, располагаемые напротив: бесконтактного конечного вьжлючателя
0 34, сигнализируют о крайних положениях плунжера 27. Флажки, располагаемые напротив бесконтактного выключателя 35, дают сигнал на дополнительное раскрытие клещей для перешагивания
5 препятствий, например ребер или элементов устройства. Флажки, располагаемые напротив бесконтактного выключателя 36, дают сигнал о смене режима. Флажки, располагаемые напротив бес31
контактного выключателя 37, определяют шаг между точками свариваемого изделия и дают сигнал через выключатель 37 и распределитель 38 на останов привода каретки. Распределитель 39 служит для установки плунжера 27 в исходное положение, а также дает . возможность при подъеме плунжера 27
15
20
25
30
перекачивать рабочую среду, из гидравчо венно с полостью 40 программоаппара- лической полости атмосферного давления 40 программоаппарата в полость 26. В пневмогидравлическую схему включены также два дросселя 41 и 42, предназначенные для регулирования скорости перемещения ползуна 18. Распределитель 43 предназначен для. подачи сжатого воздуха в полость 28 программоаппарата. Удаляется сваренное основание из устройства с помощью верхнего транспортера 44, который доставляет его на другую позицию для дальнейшей обработки.
Устройство работает следуютщм образ ом.
Первоначально устанавливают собираемые детали основания 22 в узлы . фиксации 3,4 5,13 и зажимают в узлах зажима 6 и 7 прижимами 11 и 12 от пневмоцилиндра 8, флажки 33 устанавг ливают напротив соответствующих бесг контактных выключателей соответственно шагу сварочных точек, обходу препятствий и требуемым режимам сварки. После того, как детали основания собраны, от кнопки включается распределитель 43 (в дальнейшем он работает автоматически) и подает сжатый воздух в полость 28 программоаппарата. При этом золотник распределителя 38 находится в среднем положении и линии Ж,Г,Т и Р разомкнуты, а золотник распределителя 39 смещен вправо и соответственно соединены линии Г и Р, Ж и Т. Под давлением сжатого воздуха дд плунжер 27 с прикрепленной к нему штангой 30, на которой закреплен кронштейн 31 с бесконтактными конечными выключателями, начинает перемещаться вниз до тех пор, пока флажок не окажется в зоне срабатывания бесконтактного выключателя 34 и не даст команды на распределитель 39 для прекращения подачи масла из полости 26 в полость 40 программоаппарата, при этом золотник распределителя 39 занимает среднее положение, а движе ние плунжера 27 вниз прекращается. Программоаппарат готов к работе. От
та. При этом ползун 18 с закрепленными на нем сварочными клещами 23 начинает перемещаться вправо вдоль свариваемого изделия до тех пор, пока бесконтактный выключатель 37 не дойдет до расположенного напротив него флажка. Как только выключатель 37 сработает и даст сигнал на распределитель 38 на прекращение подачи масла в полость И, золотник распределителя займет среднее положение, а ползун 18 остановится. Выключатель 37 дает одновременно сигнал на сварку, и клещи ставят первую сварочную точку. Пос ле окончания сварки сигнал от регулятора циклов сварки поступает на вы- ;ключение распределителя 38 и цикл повторяется.
В процессе сварки клещи обходят препятствие при изменении толщины свариваемого металла, изменяются режимы сварки. После сварки последней точки срабатьшает конечный выключатель 34, который дает сигнал на установку золотника распределителя 38 в среднее положение, на перемещение золотника распределителя 39 вправо, тем самым соеди-няя полости 26 и 40 программоаппарата, а так- IQ же посредством распределителя 43 прекращается подача сжатого воздуха в полость 28, а сама полость через распределитель 43 соединяется с атмосферой. Под действием пружины 29 плунжер начинает перемещаться вверх до тех пор, пока бесконтактный выключатель 34 не дойдет до флажка, после чего срабатывает распределитель 43 и подает сжатьй воздух в полость 28 программоаппарата и он будет го тов к работе на следующей свариваемой детали. Пока работает автоматическая сварка оператор с помощью подвесной сварочной машины (не показана) производит прихватку деталей основания в легко доступных точках. После окончания сварки открываются прижимы 11 и 12 в узлах зажима 6 и 7 и сваренное основание 22 удаляется
35
50
55
кнопки Пуск, а в дальнейшем автоматически, срабатывают распределители 38 и 39. Золотник распределителя 38 перемещается вправо, а золотник распределителя 39 влево, причем полость 26 программоаппарата соединяется с полостью И гидроцилиндра 20, а полость К гидроцилиндра 20 соответст5
0
5
0
о венно с полостью 40 программоаппара-
д
та. При этом ползун 18 с закрепленными на нем сварочными клещами 23 начинает перемещаться вправо вдоль свариваемого изделия до тех пор, пока бесконтактный выключатель 37 не дойдет до расположенного напротив него флажка. Как только выключатель 37 сработает и даст сигнал на распределитель 38 на прекращение подачи масла в полость И, золотник распределителя займет среднее положение, а ползун 18 остановится. Выключатель 37 дает одновременно сигнал на сварку, и клещи ставят первую сварочную точку. После окончания сварки сигнал от регулятора циклов сварки поступает на вы- ;ключение распределителя 38 и цикл повторяется.
В процессе сварки клещи обходят препятствие при изменении толщины свариваемого металла, изменяются режимы сварки. После сварки последней точки срабатьшает конечный выключатель 34, который дает сигнал на установку золотника распределителя 38 в среднее положение, на перемещение золотника распределителя 39 вправо, тем самым соеди-няя полости 26 и 40 программоаппарата, а так- Q же посредством распределителя 43 прекращается подача сжатого воздуха в полость 28, а сама полость через распределитель 43 соединяется с атмосферой. Под действием пружины 29 плунжер начинает перемещаться вверх до тех пор, пока бесконтактный выключатель 34 не дойдет до флажка, после чего срабатывает распределитель 43 и подает сжатьй воздух в полость 28 программоаппарата и он будет го тов к работе на следующей свариваемой детали. Пока работает автоматическая сварка оператор с помощью подвесной сварочной машины (не показана) производит прихватку деталей основания в легко доступных точках. После окончания сварки открываются прижимы 11 и 12 в узлах зажима 6 и 7 и сваренное основание 22 удаляется
5
0
5
из ложементов 9 и 10 .устройства, в которые в дальнейшем закладываются детали следующего свариваемого основания с помощью верхнего транспортера 44, которьй доставляет его на другую позицию для дальнейшей обработки.
Использование изобретения позволит упростить и повысить надежность устройства, делает его компактным и удобным в работе Устройство обеспечивает изменение программы для регулирования перемещения точность которого увеличивается.
Формула из обр,е т ВНИИ
Устройство для шаговой подачи, со- держащее рабочий гидро1р1линдр, связанный с кареткой для закреплейия рабочего органа, механизм программа
тора, выполненного в виде цилиндра, поршня с плунжером и установленных на них конечных выключателей и флажков, и управ-пнющие распределители, отличающееся тем что, с целью упрощения и повьШ1ения надежности устройства за счет использования централизованного источника энергии, а также увеличения точности перемещения, ДИЛИ1ЩР механизма программатора выполнен ступенчатьгм, в части с большим диаметром размещен поршень, в части с меньшим диаметром - плунжер, надпорганевая полость через распределитель связана с системой сжатого воздуха, подпоршневая полость со- общена с воздушной атмосферой, под- плунжерная полость через распределители соединена с рабочим гидроцилиндром и подпоршневой полостью
: -Фив.1
Редактор В. Ковтун
37 3/ фиг.
Составитель Э, Ветрова
Техред М.Дидык . Корректор в. Бутяга
33
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ,(54) УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ i(57) Изобретение относится к области машиностроения, в частности к производству устройств для шагового пере- мещения рабочего органа, и может найти применение при изготовлении конструкций, выполненных контактной сваркой, когда з качестве рабочего органа используются сварочные клещи | |||
| Цель - упрощение и повьшение надеж | |||
