со со
-ч
Изобретение относится к прокатному производству, в частности к способам получения многослойных листов.
Цель изобретения - повышение качества соединения слоев за счет уменьшения газовыделений при нагреве.
При нанесении разделительной обмазки на заготовку плакирующего слоя с последующей сушкой, сборкой, нагревом и прокаткой пакетов сушку производят при 60-80 С в течение 50 - 70 мин.
Температура и время сушки обусловлены низким количеством газовьщёле- ний при нагреве пакетов и в результате получением двухслойных листов без нарушения сплошности соединения слоев.
Сушка при менее 60°С и продолжительностью менее 50 мин приводит к повьшенному газовыделению разделительной, обмазки при нагреве пакетов и получению двухслойных листов с нарушениями сплошности соединения слоев
Сушка при более 80 С и продолжительностью более 70 мин не вызывает снижение газовьщеления разделительной обмазки при нагреве и уменьшение количества двухслойных листов с нарушениями сплошности соединения слоев
Сйособ заключается в следующем.
Изготавливают заготовки основного и плакирующего слоев и на заготовку плакирующего слоя наносят разделительную обмазку, после чего производят сушку при 60-80°С в течение 50- 70 мин. Затем пакет собирают, нагревают и прокатывают.
П р и м е р. В цехе двухслойной стали изготавливают заготовки основного и плакирующего слоев. На одну сторону заготовок плакирунлцего слоя наносят разделительную обмазку соста0
5
0
5
0
5
0
ва MgO + MgSO в соотношении 1:4 по объему и просушивают при различных режимах при помощи теплоконвектора. После сборки пакеты нагревают в методической печи и прокатывают на стане 2800. После резки и разделения листов производят контроль сплошности Соединения методом ультразвукового контроля. В таблице приведены примеры осуществления способа.
Четыре пакета изготавливали в соответствии с условиями известного способа, т.е. после нанесения разделительной обмазки на одну сторону заготовок плакирующего слоя производили сушку на воздухе. Ультразвуковой контроль сплошности соединения елрев показал, что количество не- сплошностей соединения составляет 1,5-2,0%.
Таким образом, сушка разделительной обмазки при 60-80 С в течение 50-70 мин обеспечивает получение двухслойных листов практически без нарушения сплошности соединения слоев. Способ обеспечивает сокращение расхода металла на 1,5-2,0%.
Формула изобретения
Способ производства многослойных листов, включакяций изготовление заготовок основного и плакирующего слоев, нанесение разделительной обмазки на заготовку плакирующего слоя с последующей сушкой, сборку, нагрев и прокатку пакетов, отличающийся тем, что, с целью повьшгения качества Соединения слоев за счет уменьшения газовыделений при нагреве, сушку производят при 60-80 С в течение 50-70 мин.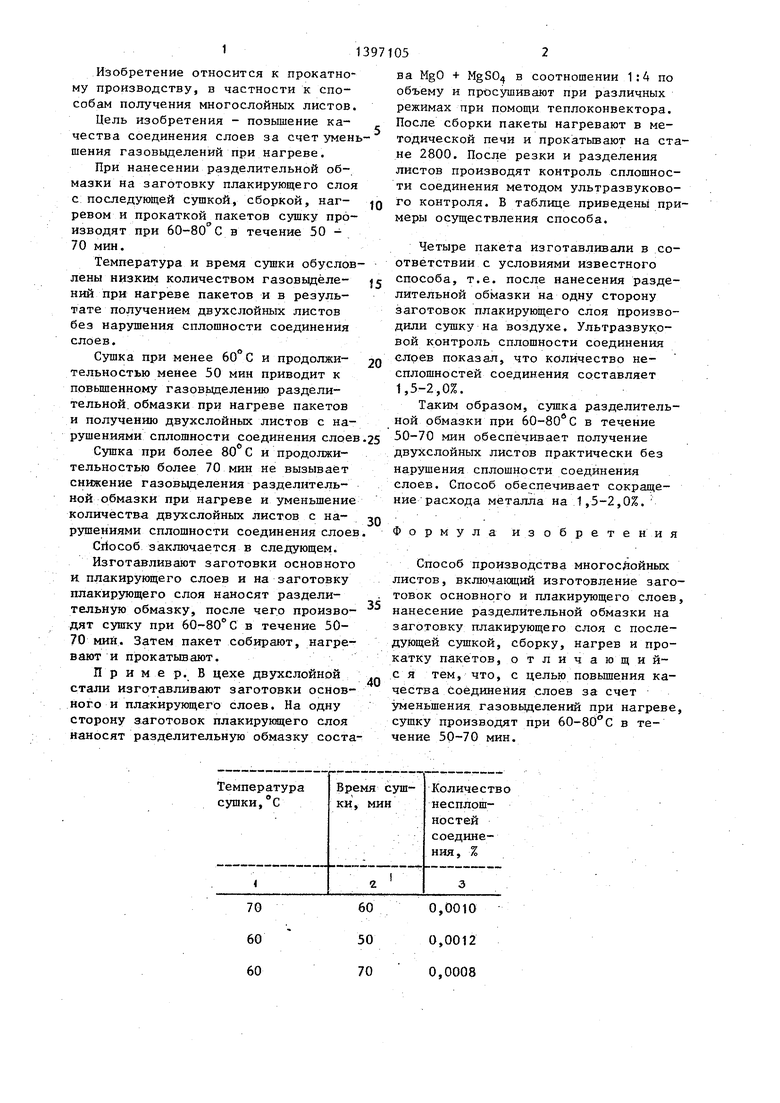
| название | год | авторы | номер документа |
|---|---|---|---|
| Разделительная обмазка | 1983 |
|
SU1127724A1 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| Пакет для получения двухслойныхлиСТОВ | 1979 |
|
SU812478A1 |
| Способ изготовления стальных двухслойных горячекатаных листов | 2019 |
|
RU2714150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812476A1 |
| Пакет для производства многослойных листов | 1983 |
|
SU1191231A1 |
| Способ сборки пакета для получения многослойных листов | 1985 |
|
SU1450944A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
Изобретение относится к прокатному производству, в частности к способам получения многослойных листов, Цель изобретения - повышение качества соединения слоев за счет уменьшения газовыделений при нагреве. Изготавливают слябы основного слоя и пластины плакирующего слоя. На одну сторону пластины плакирующего слоя наносят слой разделительной обмазки, после чего- производят сушку при 60 - 80°С в течение 50-70 мин. Затем пакет собирают, нагревают в печи и прокатывают. 1 табл. с g
70 60 60
60 50 70
0,0010 0,0012 0,0008
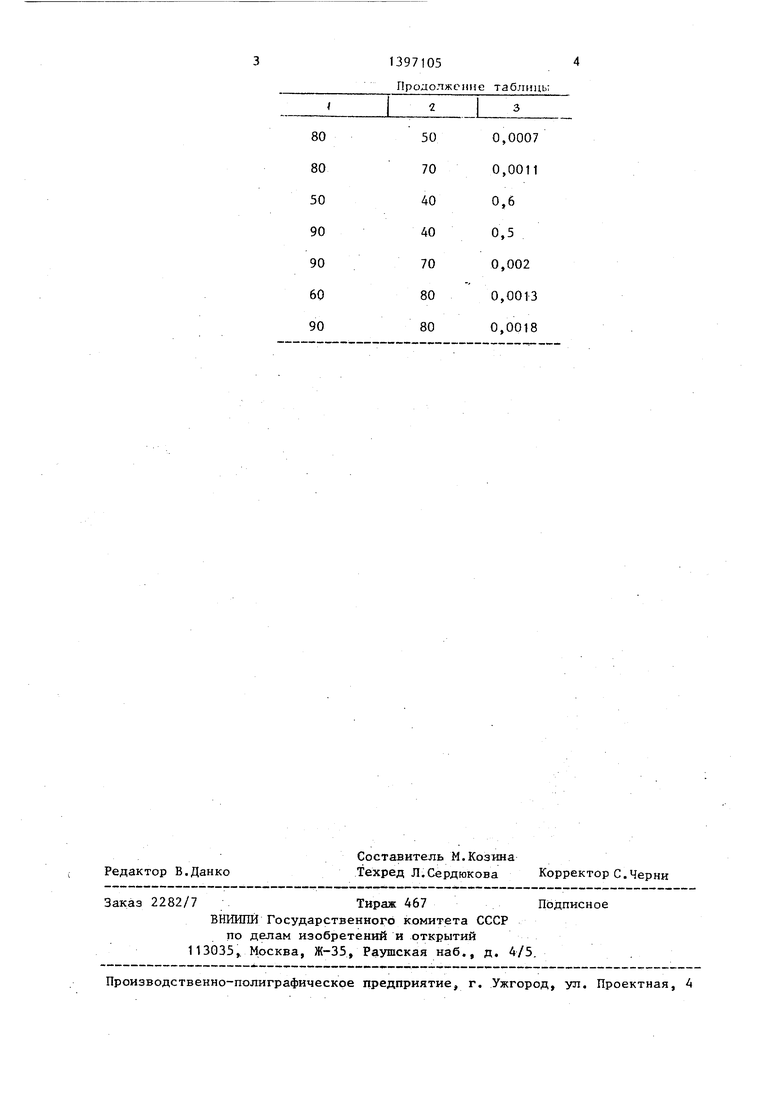
80 80 50 90 90 60 90
1397105 Продолжение таблицы
0,0007
0,0011
0,6
0.5
0,002
0,0013
0,0018
| Jeon С | |||
| Deardorf, James L | |||
| Glenn, Thomas I | |||
| Shade | |||
| Manufacture and use clad steel | |||
| - Iron and steel engineer | |||
| February, 1974, p | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
