СлЭ
х
Изобретение относится к исследованию пластических деформаций металлов и сплавов, в частности к исследованию пластических деформаций порошковых заготовок из быстрорежущих сталей с помощью объемных координатных сеток.
Цель изобретения - повышение точности определения деформаций и расширение технологических возможностей.
Согласно предлагаемому способу прессуют заготовку для определения пластических деформаций, разрезают на элементы, поверхность элементов шгшфуют, устанавливают их в контейнер таким образом, что в совокупности они воспроизводят форму исследуемой заготовки, контейнер с элементами нагревают до температуры 0,70-0,80 температуры плавления материала элементов и выдерживают при этой температуре 8-15 ч, затем осуществляют повторное горячее изоста- тическое прессование.
Пои нагреве контейнера с элементами ниже 0,70 температуры плавления материала элементов уменьшается способность к выделению сульфидов до границам раздела элементов, что в конечном итоге приводит к ослаблению образования координатной сетки. Нагрев контейнера с элементами выше. 0,80 температуры плавления материала элементов приводит к структурным изменениям в материале элементов, что может сказаться на точности определения пластической деформации материала заготовки, поскольку струк- Typ.Hbie изменения металла приводят к изменению его Пластических свойств. Это относится и к длительности вы- держки контейнера с элементами при указанных температурах. Выдержка менее 8 ч не обеспечивает получения качественной координатной сетки, поскольку процесс выделения сульфидов по границам раздела к этому времени не заканчивается полностью. Выдерживать более 15 ч нецелесообразно так как появляется реальная возможность структурных изменений в матери ле элементов, а, также к этому времени заканчивается процесс выделения сульфидов по границам раздела элементов.
Предлагаемый способ изготовления заготовок из порошков быстрорежущих, сталей с объемной координатной
0
5
сеткой позволяет исследовать пластическое течение заготовки по всему ее объему, так как сетка может быть получена по любым плоскостям заготовки. Кроме этого, исследуемая заготовка в процессе ее деформации является физически и геометрически однородной, поскольку в процессе горячего
Q газостатического прессования контейнера с помещеннными в нем элементами происходит диффузионная сварка элементов по плоскостям сопряжения. А для образования координатной сетки
5 контейнер вместе с элементами перед горячим изостатическим прессованием подвергают длительному высокотемпературному нагреву до выделения сульфидов по границам раздела. После горячего изостатического прессования и удаления материала контейнера заготовка готова для проведения исследований. .
После деформационного передела заготовку разрезают по требуемым, плоскостям и подвергают травлению. На макрошлифе появляются линии повышенной травимости, в точности повторяющие бывшие плоскости сопряже-
0 ния элементов.
Пример. Контейнеры диаметром 109 мм и высотой 400 мм из Ст.З заполняют порошком быстрорежущей стали и герметизируют. Подготовлен5 ные таким образом контейнеры подвергают горячему изостатическому прессованию (Р 140МПа, Т 1150°С, t 1,5 ч) с последующей резкой прессовок на элементы требуемой геометрии и раз-
0 меров. Поверхности сопряжений элементов шлифования, обезжиривают и без зазоров устанавливают в контейнер с последующей герметизацией последнего. Контейнер с установленными
5 в нем элементами нагревают при температуре, 1150 С в течение 12 ч.После этого контейнер подвергают повторному горячему изостатическому прессованию при,температуре с выдержкой под давлением 140 Ша в течение 1,5 ч. На продольном и поперечном разрезах образца после травления макрошлифов по бывБШм границам раздела наблюдаются линии повыс шейной травимости. Учитывая, что
элементы, представляющие собой монолитный материал, установлены в контейнере пра ктически без зазоров, при повторном горячем изоста0
313
тическом прессовании их геометрические размеры и форма остаются без :изменения и свариваются они в единое целое за счет диффузионной сварки, что подтверждается анализом микроструктуры зон бывших границ раздела.
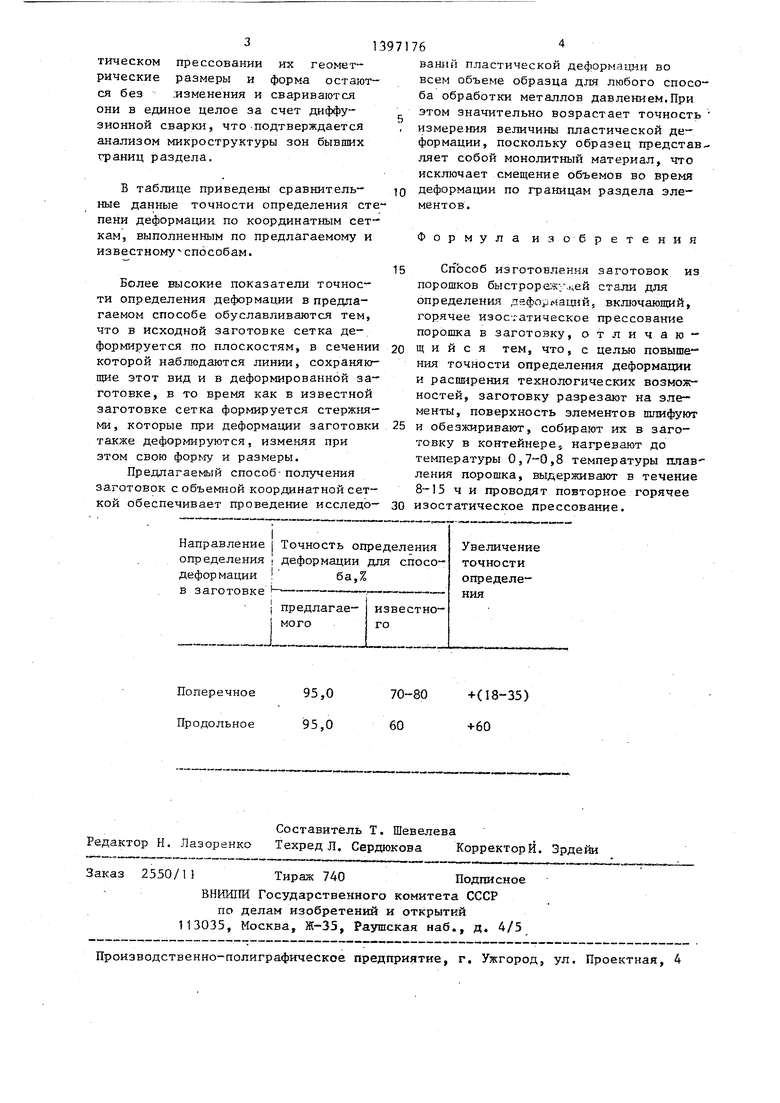
В таблице приведены сравнитель- ные данные точности определения степени деформации по координатным сеткам, выполненным по предлагаемому и известному способам.
Более высокие показатели точное ти определения деформации в предлагаемом способе обуславливаются тем, что в исходной заготовке сетка деформируется по плоскостям, в сечении которой наблюдаются линии, сохраняющие этот вид и в деформированной заготовке, в то время как в известной заготовке сетка формируется стержнями, которые при деформации заготовки также деформируются, изменяя при этом свою форму и размеры.
Предлагаемый способ- получения заготовок с объемной координатной сеткой обеспечивает проведение исследо-
6
ваш1й пластической деформации во всем объеме образца для любого способа обработки металлов давлением.При этом значительно возрастает точность измерения величины пластической деформации, поскольку образец представляет собой монолитный материал, что исключает смещение объемов во время деформации по границам раздела элементов.
Формула изобретения
Способ изготовления заготовок из порошков быстроре;«у,1;,ей стали для определения даформацнЙ5 включающий, горячее изостатическое прессование порошка в заготовку, отличаю щ и и с я тем, что, с целью повышения точности определения деформации и расширения технологических возможностей, заготовку разрезают на элементы, поверхность элементов шлифуют и обезжиривают, собирают их в заготовку в контейнереS нагревают до температуры 0,7-0,8 температуры пиав- ления порошка, выдерживают в течение 8-15 ч и проводят повторное горячее зостатическое прессование.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок из порошковых материалов с внутренней координатной сеткой | 1986 |
|
SU1452658A1 |
| Устройство для прессования порошковых заготовок с внутренней координатной сеткой | 1979 |
|
SU899280A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ получения композиционного материала на основе быстрорежущей стали | 1990 |
|
SU1747526A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2056972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| Способ горячего изостатического прессования крупногабаритных цилиндрических изделий из порошков | 1986 |
|
SU1470455A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| Способ получения заготовки для горячего прессования | 1982 |
|
SU1044373A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
Изобретение относится к исследованию пластических деформаций металлов и сплавов, в частности к исследованию пластических деформаций порошковых заготовок с помощью объемных координатных сеток. Цель изобретения - повышение точности определения деформаций и расширение технологических возможностей. Порошок быстрорежущей стали подвергают горячему изостатическому прессованию в заготовку, которую разрезают на элементы. Поверхность элементов шлифуют и обезжиривают. Элементы устанавливают в контейнер и нагревают до температуры 0,7-0,8 температуры плавления порошка. Выдерживают в течение 8-12 ч. После этого контейнер подвергают повторному горячему изостатическому прессованию. В материале, между границами разделов выделяются цепочки сульфидов. На макрошлифах по границам раздела наблюдаются линии повышенной травимости.1 табл. (О
Поперечное Продольное
95,0 95,0
70-80 60
+(18-35) +60
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для прессования порошковых заготовок с внутренней координатной сеткой | 1979 |
|
SU899280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| .(ЗА) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОРОШКОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ | |||
