ОР
со vl
со
113
Изобретение относится к порошково металлургии, в частности к изготовлению торцовых уплотнений для трансмиссий тракторов и тяжелых транспортных машин.
Целью изобретения является снижение трудоемкости процесса.
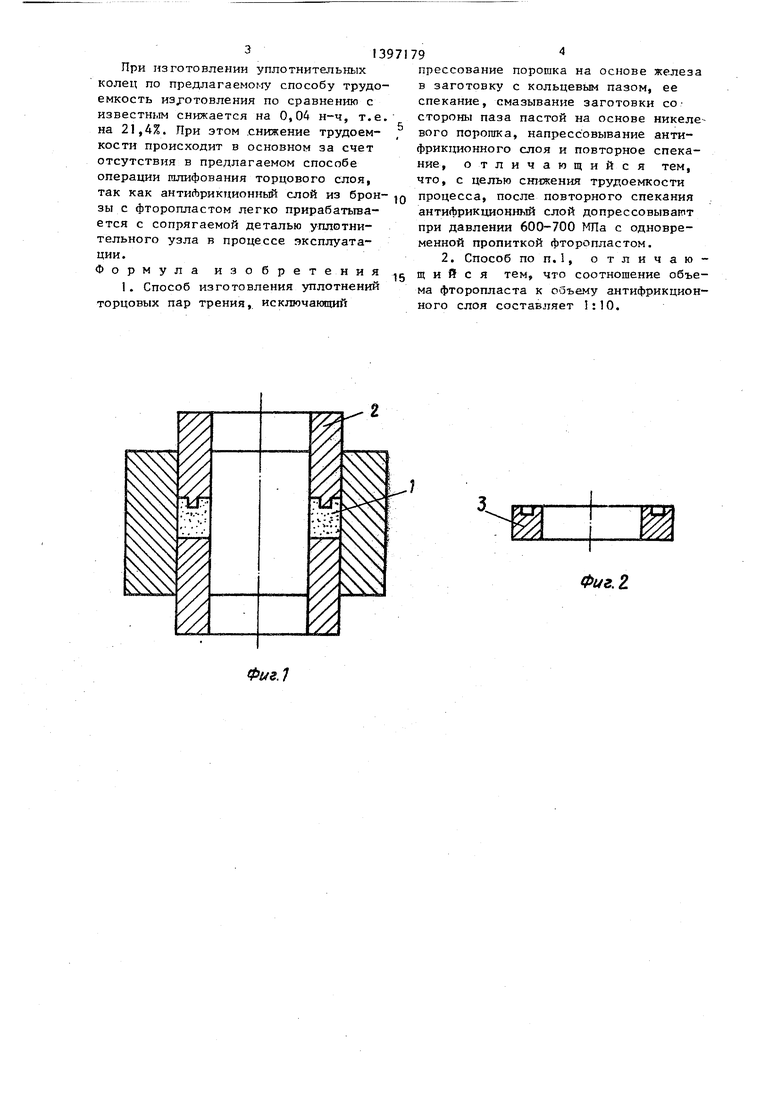
На фиг.1 изображена схема прессования заготовки с кольцевым пазом; н фиг,2 - заготовка с кольцевым пазом; на фиг.З - схема напрессовывания антифрикционного слоя; на фиг,4 - схема пропитки антифрикционного слоя Фторопластом,
Способ осуществляется следующим образ ом.
В стальную пресс-форму (фиг,1) за смпают порошковую смесь 1 на основе, железа (например, 99,0-99,5% железа и 0,5-1,0% графита), смесь прессуют пр давлении 500-600 Ша пуансоном 2 с кольцевым выступом, прессовку вьтрес совывают и спекают в защитной атмосфре (водород, диссотщированный. аммиак в течение 1,5-2 ч при 1100-11ЗО С. Спеченную заготовку 3 (фиг,2) смазы- вают со стороны кольцевого паза пас- той на основе, карбонильных никелевых порошков (например, 95% карбонильног
никелевого порошка и 5% этиленгликол или диаммонийгидрофосфата), помещают в стальную пресс-форму (фиг.З), насыпают сверху слой 4 порошковой смеси из антифрикционного материала на основе меди следующего состава,%: медь 71; олово 2; свинец 25; никель 2 или БрОФ10-1 95, резиновый клей 5, прессуют при давлении 300-400 ОТа. Прессовку выпрессовывают и повторно спекают в защитной атмосфере (водород, диссоциированньй аммиак) в течение 1,5-2 ч при 750-800°С. Спеченную заготовку 5 (фиг.4) помещают в пресс- форму, насыпают слой порошка фторопласта 6 в соотношении 1:10 к объему антифрикционного, слоя и долрессовы- вают при давлении 600-700 МПа.
В качестве антифрикционного материала используют порошковые БрОСН2- 25-2 или Бр0010-1 бронзы,обладагацие очень низким коэффициентом трения (0,01-0,05) и хорошей прирабатьшае- мостью к сопрягаемой детали, что не требует выполнения сложной и длительной операции шлифования и притирки.
В таблице приведены конкретные данные по трудоемкости изготовления на примере получения уплотнительного кольца трактора диаметром 95 мм и вы
сотой 23 мм с толщиной стенки 12 мм в сравнении с известным способом.
при 1100-1I30 С Смепгавание по- рошков для ан- тифрикционного .слоя Сушка пасты Напрессовьша
Смешивание порошков для основы кольца
Прессование за, готовки, кольца
Спекание заготовки кольца
0,00500 0,00500
0,00400 0,00400
0,01000
0,00005 0,00100
0,00050 0,00100
О,00050
0,00500
5
0
5
0
5
ние антифрикционного слоя Предварительное спекание при 800-900 С Повторное нанесение пасты Повторное спекание антифрикционного слоя при 750-800 С
Спекание кольца со слоем при 1000-1100 С Допрессовка ан- тифрикционно го слоя с пропиткой фторопластом (одновременно) Токарная и фрезерная обработка кольца
Шлифование торцовой поверхности
Всего:
0,00800
0,01000
0,01000 0,00100
0,01000
0,00800
0,10000 0,10000
0,14655
0,05000 О, 18650
313
При изготовлении уплотнитепьных колец по пpeдлaгaeмo ry способу трудоемкость иэ oтoвлeния по сравнению с известным снижается на 0,04 н-ч, т.е. на 21,4%. При этом .снижение трудоемкости происходит в основном за счет отсутствия в предлагаемом способе операции шлифования торцового слоя, так как антиАрикционный слой из бронзы с фторопластом легко прирабатьгеа- ется с сопрягаемой деталью уплотни- тельного узла в процессе эксплуатации.
Формула изобретения 1. Способ изготовления уплотнений торцовых пар трения,, исключающий
79
прессование порошка на основе железа в заготовку с кольцевым пазом, ее спекание, смазывание заготовки со стороны паза пастой на основе никелевого порошка, напрессовывание антифрикционного слоя и повторное спекание, отличающийся тем, что, с целью снижения трудоемкости процесса, после повторного спекания антифрикционный слой допрессовывают при давлении 600-700 МПа с одновременной пропиткой фторопластом.
2. Способ по п.1, отличающийся тем, что соотношение объема фторопласта к объему антифрикционного слоя составляет 1:10.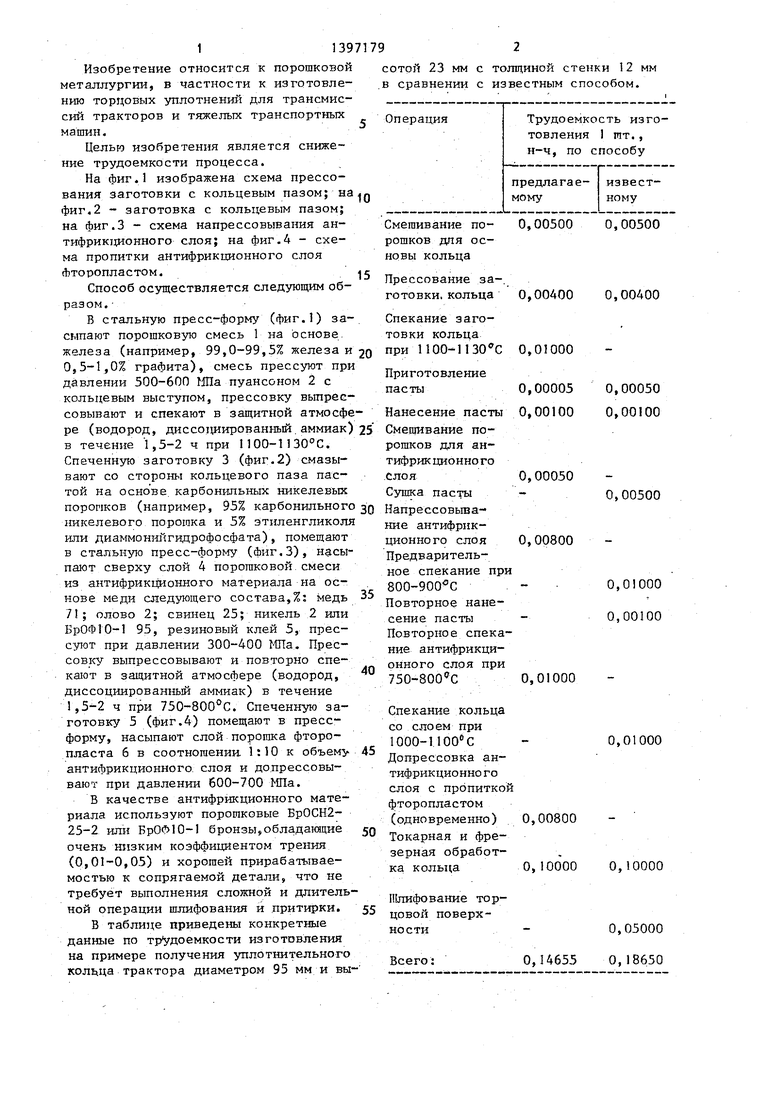
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2013187C1 |
| Порошковый антифрикционный материал на основе железа | 1989 |
|
SU1671724A1 |
| Способ изготовления контактных пластин | 2019 |
|
RU2715758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ | 2002 |
|
RU2286231C2 |
| Антифрикционный спеченный материал | 1988 |
|
SU1657786A1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| Способ изготовления составных магнитопроводов | 1988 |
|
SU1585073A1 |
| Способ изготовления биметаллических зубчатых колес | 1988 |
|
SU1579632A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120352C1 |

Изобретение относится к изготовлению уплотнений торцовых пар трения для трансмиссий тракторов и тяжельк транспортных машин. Цель изобретения - снижение трудоемкости процесса. Из порошковой смеси на основе железа прессуют заготовку с кольцевым пазом, спекают ее в защитной атмосфере, после чего со стороны кольцевого паза наносят пасту на основе никелевого порошка и помещают заготовку в пресс- форму. В ту же пресс-форму засыпатт антифрикционный материал на основе меди и напрессовывают на заготовку. Полученную заготовку повторно спекают и пропитывают фторопластом с до- прессовкой при давлении 600-700 Ша, 1 з.п, ф-лы, 4 ил., 1 табл.
ФигЛ
0UZ,Z
Фиг.З
Физ.
| Авторское свидетельство СССР № 226353, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
