Ёакуум
Вануум
(Л
00 со
tsD
4;
1
Изобретение относится к способам установки абразивных отрезных кругов на шпиндель отрезного станка, а именно к способам установки алмазных бескорпусных отрезных кругов на шпиндель установки для разделения полупроводниковых и диэлектрических материалов.
Цель изобретения - увеличение срока службы абразивных бескорпусных отрезных кругов за счет фиксации круга вакуумом, что устраняет возможность повреждения поверхности круга.
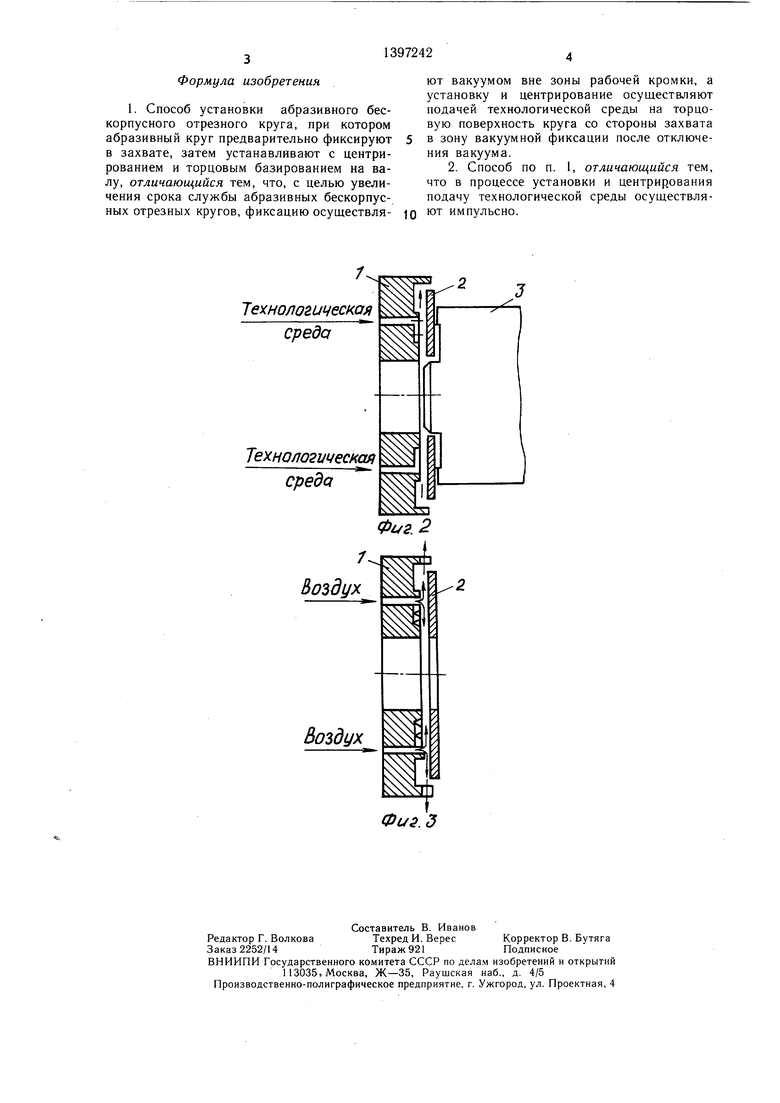
На фиг. 1 изображена схема фиксации круга вакуумном в захвате; на фиг. 2 - схема установки круга с помощью подачи технологической среды; на фиг. 3 - схема бесконтактной фиксации круга в захвате.
Способ осуществляется следующим образом.
Рабочую поверхность захвата 1 (фиг. 1) совмещают с торцовой поверхностью круга 2 и подают вакуум. При этом круг 2 надежно фиксируется в захвате 1. Захват 1 с закрепленным кругом 2 транспортируют к валу шпинделя 3 отрезного станка. При подходе захвата 1 к концу вала шпинделя 3 захват 1 с закрепленным кругом 2 предварительно центрируют известным способом (например, с помощью тензодатчиков) относительно оси вала шпинделя 3, после этого отключают подачу вакуума и в то же время включают подачу технологической среды на торцовую поверхность круга 2 в зону вакуумной фиксации. Под действием технологической среды (фиг. 2) круг 2 окончательно центрируется на валу шпинделя 3 и базируется по торцовой поверхности. Подачу технологической среды прекращают и отводят захват 1 от вала шпинделя 3.
При бесконтактном закреплении круга в захвате (фиг. 3) рабочую поверхность захвата 1 совмещают с торцовой поверхностью круга 2 и включают подачу воздуха таким образом, чтобы возник эффект притягивания (эффект Бернулли) круга 2 к захвату 1. Операции транспортировки круга к валу шпинделя и центрирования круга относительно оси вала шпинделя аналогичны описанным.
После выполнения операции центрирования отключают подачу сжатого воздуха и в то же время включают подачу технологической среды. Операции окончательного центрирования и торцового базирования также аналогичны описанным.
Для более эффективного выполнения операций окончательного центрирования и торцового базирования технологическая среда может-подаваться импульсно.
Указанным способом осуществляют установку алмазных бескорпусных отрезных кругов 56x40 толщиной 0,036 и 0,045 мм, в специальные зажимные фланцы, установ13
1397242
ленные на валу шпинделя установки резки полупроводниковых и диэлектрических материалов.
Вакуумный захват приводят в соприкосновение с торцовой плоскостью круга и включают подачу вакуума, тем самым надежно фиксируя круг в захвате. Подводят захват к специальному зажимному фланцу и, перемещая захват в вертикальной и горизонтальной плоскостях, добиваются со- осного расположения круга, закрепленного в захвате, и посадочной поверхности зажимного фланца. После этого выключают подачу вакуума и в то же время включают по5 дачу сжатого воздуха, используемого в качестве технологической среды. Под действием воздушной волны круг сбрасывается с захвата на посадочную плоскость спецфланца, окончательно центрируется и базирует- ся по торцовой поверхности фланца.
Границы усилий фиксации круга вакуумом в захвате и усилий воздействия волны сжатого воздуха на торцовую поверхность круга при установке и центрировании опре- 5 деляются массой используемого круга, жесткостью и прочностью его центральной части и определяется экспериментально. Так, для фиксации круга толщиной 36 мкм минимально необходимое давление составляет 0,01 кгс/мм, а максимальное недеформирующее составляет 0,4 кгс/мм.
Для установки и центрирования круга используется сжатый воздух давлением 5 атм, при импульсной подаче сжатого воз духа длительность импульса составляет 1 с. Использование давления воздушной волны на торцовую поверхность круга при окончательном центрировании и торцовом базировании снижает возможность повреждения посадочной кромки, так как окончатель0 ное центрирование и передвижение круга по посадочной поверхности оправки осуществляют без непосредственного контакта захвата и круга. Фиксация круга в захвате вне зоны рабочей кромки предохраняет пос5 леднюю от повреждений.
Вариант использования бесконтактной фиксации круга в захвате за счет действия сил притягивания, возникающих под действием потока воздуха вдоль плоскости кру0 га (эффект Бернулли), опробывается при установке алмазных бескорпусных отрезных кругов{6 56X40x0,036 мм в зажимные фланцы станка, при котором при центрировании и торцовом базировании в качестве технологической среды используют аэро5 золь (деионизованная вода+воздух) с добавками ПАВ (этилового спирта), дополнительно очищая поверхность алмазного круга и фланцев от возможных загрязнений.
Формула изобретения
1. Способ установки абразивного бескорпусного отрезного круга, при котором абразивный круг предварительно фиксируют в захвате, затем устанавливают с центрированием и торцовым базированием на валу, отличающийся тем, что, с целью увеличения срока службы абразивных бескорпусных отрезных кругов, фиксацию осуществляют вакуумом вне зоны рабочей кромки, а установку и центрирование осуществляют подачей технологической среды на торцовую поверхность круга со стороны захвата
в зону вакуумной фиксации после отключения вакуума.
2. Способ по п. 1, отличающийся тем, что в процессе установки и центрир.ования подачу технологической среды осуществляют импульсно.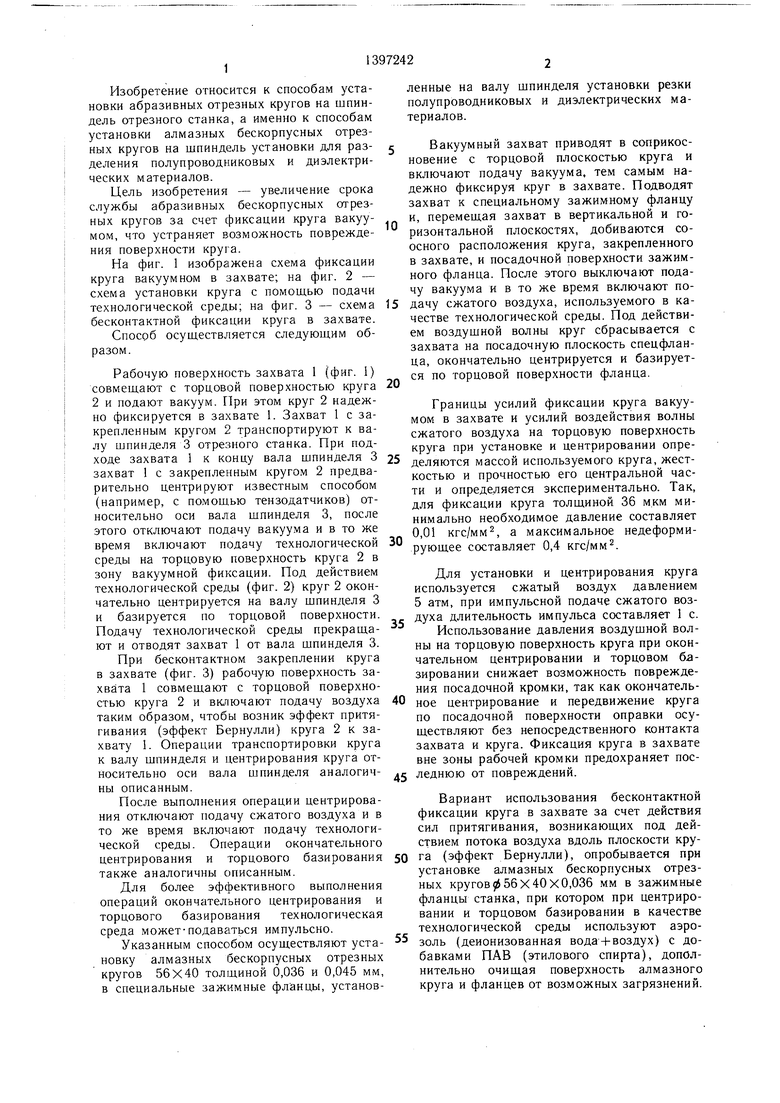
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки абразивного бескорпусного отрезного круга | 1988 |
|
SU1583246A2 |
| Отрезной алмазный круг | 1982 |
|
SU1034887A1 |
| Станок для электроабразивной правки алмазных кругов | 1988 |
|
SU1526937A1 |
| Устройство для резки пластин полупроводниковых материалов | 1981 |
|
SU952619A1 |
| Многодисковый распиловочный станокдля ОбРАбОТКи КАМНя | 1978 |
|
SU814770A1 |
| Устройство для крепления отрезного алмазного круга | 1985 |
|
SU1294586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Универсальная инструментальная оправка | 1990 |
|
SU1703297A1 |
| Устройство для крепления абразивного круга | 1987 |
|
SU1444136A1 |
Изобретение относится к способам установки абразивных отрезных кругов на шпиндель отрезного станка и позволяет снизить возможность повреждения посадочной и рабочей кромок круга 2, поскольку фиксацию круга осуществляют вакуумом в захвате 1 вне зоны рабочей кромки, а установку и центрирование осуществляют подачей технологической среды на торцовую поверхность круга со стороны захвата 1 в зону вакуумной фиксации после отключения вакуума. Подачу технологической среды в процессе установки и центрирования осуществляют имнульсно. 1 з.п. ф-лы, 3 ил. &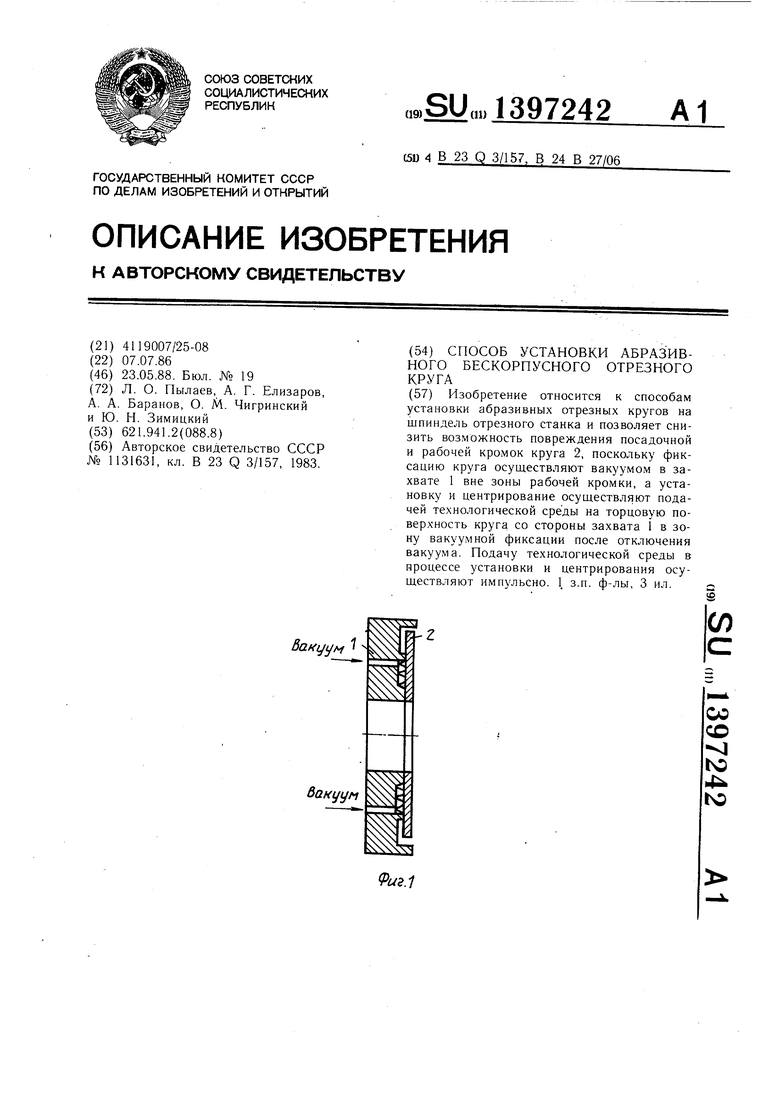
7е нологическая среда
Тех-ноло уческа cpedQ
Воздух
Воздух
.2
| Устройство для автоматической замены рабочего диска на абразивном отрезном станке | 1983 |
|
SU1131631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
