со со
N)
(X) 4
NJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства изоляционных древесно-волокнистых плит | 1984 |
|
SU1235746A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Устройство для формирования древесноволокнистого ковра | 1983 |
|
SU1167015A1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Устройство для формирования ковра | 1983 |
|
SU1109319A1 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| Способ изготовления строительных многослойных плит | 1990 |
|
SU1824311A1 |
| Устройство для изготовления ячеистыхМягКиХ дРЕВЕСНОВОлОКНиСТыХплиТ | 1979 |
|
SU794105A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в технологических потоках производства древесно-волокнистых плит мокрым способом. Цель изобретения - повышение качества плит за счет обеспечения их формоустойчивости. Гибкие профилирующие элементы 1 снабжены, размещенными на их наружных рабочих сторонах со стороны, противоположной сетке 7, приспособлениями регулирования плотности впадин профилей. Каждое приспособление выполнено в виде охватывающего профилирующий элемент и соединенного с ним пружинами 12 по длине элемента ползуна 13. При этом ползун выполнен с размещенной напротив рабочей поверхности профилирующего элемента и жестко закрепленной между его боковыми стенками выравнивающей пластиной 15, а боковые стенки 14 ползунов выполнены наклонными в сторону сеток. Благодаря уменьшению плотности впадин плиты и уплотнению ее выступов повышаются ее теплоизоляционные свойства. 4 ил. i (Л
фуг. J
1
Изобретение относится к дерезообрабаты- иающей промь шленности, кожет быть использовано в технологических потоках поо- изводства древесно-волокнистых плит мок- ым способом и является усовер иенствоза- нием устройства по авт. св. № 1235746.
Цель изобретения - повышение качества Плит за счет обеспечения их формоустой- чивости.
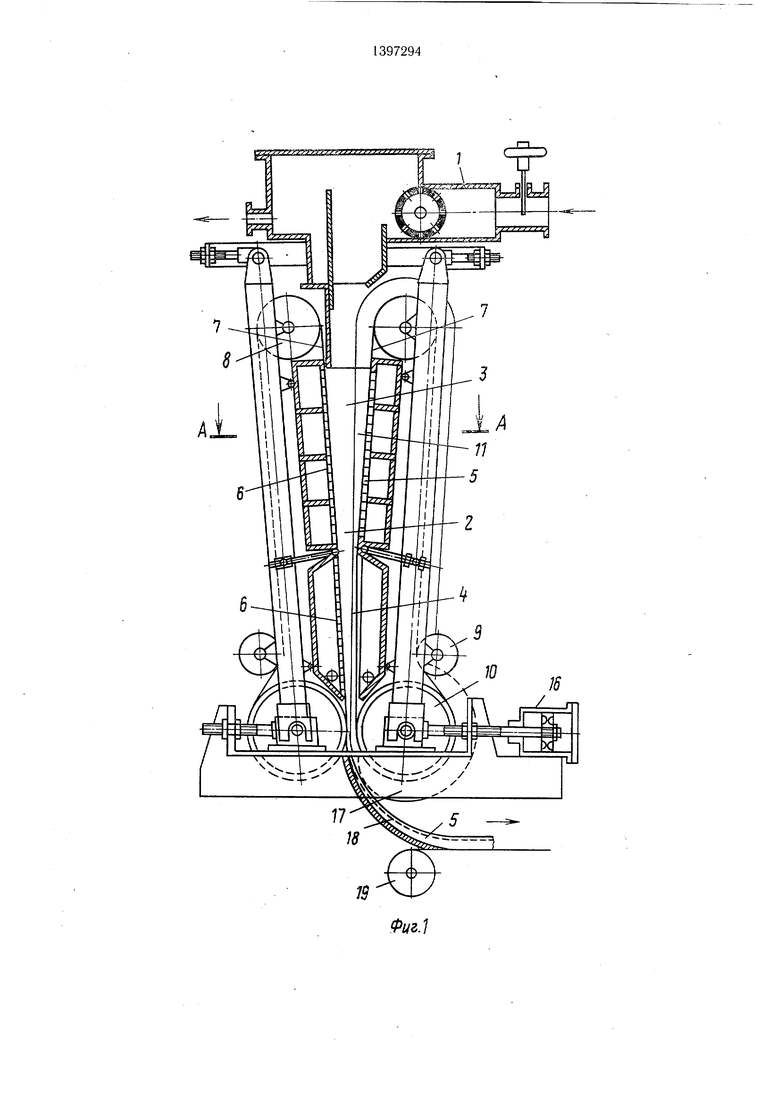
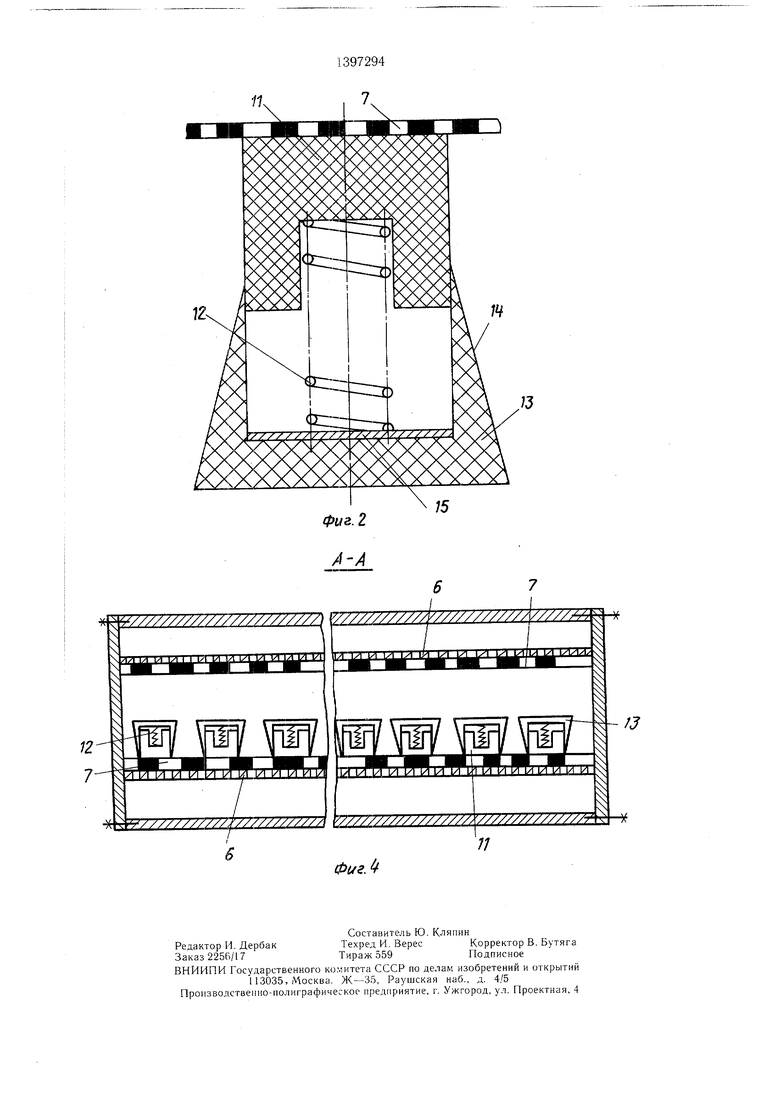
На фиг. 1 изображено устройство, обш,ий ЕЖд; на фиг. 2 - профилирующий элемент на входе в камеру формирования, разрез; ка фиг. 3 - то же, в зазоре между Прессовыми валами; на (риг. 4 - сечение А-А на фиг. 1.
Устройство содержит узел 1 подачи массы, камеру 2 формирования с участками формирования 3 и упрессовки 4 ковра.
Камера формирования образована перфорированными плитами 5 и 6, на которых расположены сетки 7, опирающиеся на верхние 8, сектоправильные 9 и приводные 10 далы. На сетках расположены гибкие профилирующие элементы 11, которые снабже- Ны размещенными на их наружных рабочих ciTOpoHax приспособлениями регулирования Г1ЛОТНОСТИ впадин профилей. Приспособление выполнено в виде охватывающего профилирующий элемент 11 и соединенного с ннм г(ружинами 12 по длине элемента ползуна 13.
Ползун выполнен с размещенной на- г|ротив рабочей поверхности профилирующ,е- гр элемента и жестко закрепленной между его боковыми стенками 14 выравниваюш.ей г|ластиной 15, а боковые стенки ползунов в1ыполнены наклонными в сторону сеток 7. Г|1риводные валы снабжены гидроцилиндром 1|6, установленным на опорной плите 17. Между приводными валами расположен С1КЛИЗ 18 для подачи ковра на приемный кЬнвейер 19.
Устройство работает следующим образом.
Волокнистую массу из узла 1 подачи направляют в камеру 2 формирования, где на участке 3 формирования происходит образование структуры ковра, которую затем сжимают до нужной толщ.ины и влажности на участке .4 упрессовки между сужаюш,и- .Мися перфорированными плитами 5 и 6. Сетки 7 с расположенным между ними ковром приводят в движение на валах 8 и 9 при Г10МОШ.И приводных валов 10.
3972942
Формирование ковра производят одновременно с образованием на нем профиля при помощи гибких профилирующих элементов 1. При этом регулирование плотности впадин профиля осуществляют приспособлением, размещенным на наружных сторонах профилирующих эле.ментов следующим образом.
На входе в камеру формирования при помощи пружин 12 выдвигают ползун 13 в
10 крайнее положение, тем самым увеличивают сечение или объем профилирующего элемента. За счет этого уменьшается входное сечение камеры формирования и, следовательно, уменьшается количество оседаемого во- локна на участке впадины профиля ковра. При последующей упрессовке ковра плотность впадины профиля увеличивается практически равномерно с плотностью всего ковра. Равномерность подпрессовки впадин профиля ковра обеспечивают за счет упру20 гой выравнивающей пластины 15. -Увеличение прочности выступов профиля ковра достигают путем их подпрессовки при движении ползуна к телу профилирующего элемента и бокового воздействия наклонных боковых стенок ползуна на боковые стороны
25 выступов профиля.
Необходимое давление на формируемый ковер создают при помощи гидроцилиндра 16, а ковер при помощи склиза 18 передают на приемный конвейер 19.
Таким образом, уменьшают плотность
впадин профиля и упрочняют его выступы, что приводит к улучшению теплоизоляционных свойств и повышению формоустойчивос- ти материала.
35
Формула изобретения
Устройство для производства изоляционных древесно-волокнистых плит по авт. св. NO 1235746, отличающееся тем, что, с целью повышения качества плит за счет обеспече40 ния их формоустойчивости, каждый гибкий профилирующий элемент имеет охватывающий его подпружиненный ползун, боковые наружные стенки которого образуют сужающийся в сторону сетки, на которой закреплен элемент, профиль сечения ползуна, скаб45 женного выравнивающей пластиной, жестко прикрепленной к его боковым внутренним стенкам, на которую опирается пружина.
35
Формула изобретения
Устройство для производства изоляционных древесно-волокнистых плит по авт. св. NO 1235746, отличающееся тем, что, с целью повышения качества плит за счет обеспече40 ния их формоустойчивости, каждый гибкий профилирующий элемент имеет охватывающий его подпружиненный ползун, боковые наружные стенки которого образуют сужающийся в сторону сетки, на которой закреплен элемент, профиль сечения ползуна, скаб45 женного выравнивающей пластиной, жестко прикрепленной к его боковым внутренним стенкам, на которую опирается пружина.
Фиг
Фиг.
;;
| Устройство для производства изоляционных древесно-волокнистых плит | 1984 |
|
SU1235746A1 |
| Солесос | 1922 |
|
SU29A1 |
