с. $
(Л
а
00
О1
00
41
7Ь .
фи&.1
3S
с вертикальным шпинделем 4 и крестовые салазки 6с колонной 11, несущей вертикальную каретку 12 с трансформатором 13 и индуктором. Для удобства настройки индуктора в продольной или поперечной плоскостях станка он крепится на колодках вторичной обмотки трансформатора посредством переходника, а плоскость стыка колодок с переходником расположена под , одинаковым углом к направляющим салазок 6 и станины 1. Для возможности установки детали на станке как в вертикальном, так и в горизонтальном положении на направляющих установлены с возможностью независимого перемещения параллельно перемещению салазок две стойки с вертикальными каретками, несущими самоцентрирующии люнет и верхний центр, которые самоцентрированы на каретках с возможностью углового разворота на 90 , а на столе 3 с возможностью съема и разворота вокруг шпинцеля 4 установлена уг угловая насадка с горизонтальным шпинделем 37, кинематически связанным со шпинделем 4 стола 3. Закалка деталей на станке осуществляется непрерывно- последовательным, одновременным способом как с вращением, так и без вра вращения деталей, а также способом обкатки при перемещении индуктора относительно детали, установленной в центрах 26, 46 станка как горизонтально, так и вертикально, 2 з.п. ф-лы, 7 ил.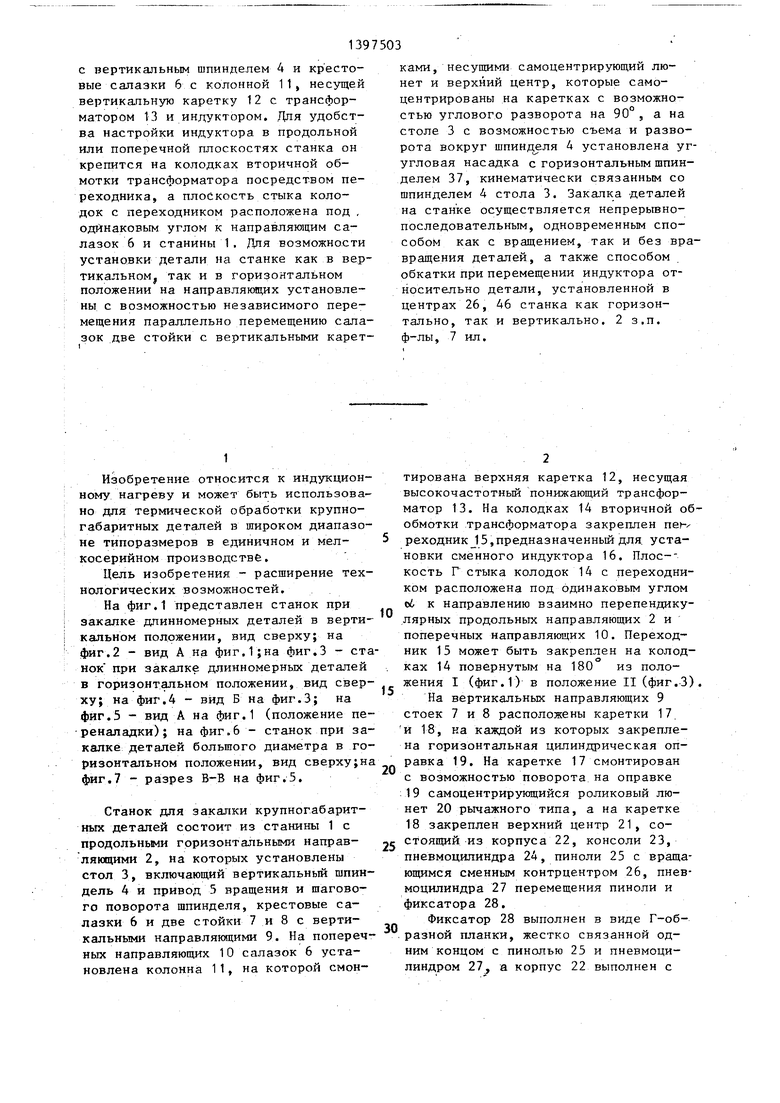



| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1993 |
|
RU2081184C1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВАЛОВ | 1971 |
|
SU306176A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ВАЛОВ | 1972 |
|
SU341843A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 2012 |
|
RU2502586C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |






1
Изобретение относится к индукционному нагреву и может быть использовано для термической обработки крупногабаритных деталей в широком диапазоне типоразмеров в единичном и мелкосерийном производстве.
Цель изобретения - расширение технологических возможностей.
На фиг.1 представлен станок при закалке длинномерных деталей в вертикальном положении, вид сверху; на фиг.2 - вид А на фиг.1;на фиг.З - станок при закалке длинномерных деталей в горизонтальном положении, вид сверху; на фиг.4 - вид Б на фиг.З; на фиг.5 - вид А на фиг.1 (положение переналадки); на фиг.6 - станок при закалке деталей большого диаметра в горизонтальном положении, вид сверху;на фиг,7 - разрез В-В на фиг.5.
Станок для закалки крупногабаритных деталей состоит из станины 1 с продолъньми горизонтальными направляющими 2, на которых установлены стол 3, включающий вертикальный шпиндель 4 и привод 5 вращения и щагово- го поворота шпинделя, крестовые салазки 6 и две стойки 7 и 8 с вертикальными направляющими 9. На поперечных направляющих 10 салазок 6 установлена колонна 11, на которой смон
5
0
5
0
тирована верхняя каретка 12, несущая высокочастотный понижающий трансформатор 13. На колодках 14 вторичной об- обмотки трансформатора закреплен neh реходник 15,предназначенный для. установки сменного индуктора 16. Плос-- кость Г стыка колодок 14 с переходником расположена под одинаковым углом об к Направлению взаимно перепендику- лярных продольных направляющих 2 и поперечных направляющих 10. Переходник 15 может быть закреплен на колодках 14 повернутым на 180° из положения I (фиг.1) в положение II (фиг.З),
На вертикальных направляющих 9 стоек 7 и 8 расположены каретки 17. и 18, на каждой из которых закреплена горизонтальная цилиндрическая оправка 19. На каретке 17 смонтирован с возможностью поворота на оправке :19 самоцентрирующийся роликовый люнет 20 рычажного типа, а на каретке 18 закреплен верхний центр 21, состоящий из корпуса 22, консоли 23, пневмоцилиндра 24, пиноли 25 с вращающимся сменным контрцентром 26, пневмоцилиндра 27 перемещения пиноли и фиксатора 28.
Фиксатор 28 выполнен в виде Г-об- разной планки, жестко связанной одним концом с пинолью 25 и пневмоци- линдром 27 а корпус 22 выполнен с
двумя открытыми пазами 29 для размещения выступа 30 фиксатора, расположенными во взаимно перпендикулярных плоскостях. Боковые стенки 31 и 32 каждого паза 29 выполнены разновы сокими, т.е. высота стенки 31 меньше высоты стенки 32 для прохода выступа 30 фиксатора 28 при повороте консоли 23. В зафиксированном положении консоли 23 выступ 30 расположен в одном из пазов 29. Консоль 23 выполнен с L-образными захватами 33 (фиг.З и 7), расположенными симметрично относительно оси пиноли 25..
На столе 3 установлена угловая наЧ садка 34 (фиг.4), состоящая из корпуса 35 (фиг.2) коробчатой формы, в котором на опорах 36 вращения смонти рованы горизонтальный шпиндель 37 и вертикальный вал 38, связанные между собой конической зубчатой парой.39. На валу 38 установлена с возможностью перемещения вдоль его оси от пружинь 40 торцовая шпонка 41, входящая в паз 42 (фиг.4), выполненньш на торце вертикального шпинделя 4 стола 3.
На верхней горизонтальной плоскости корпуса 35 (фиг.2) установлен с
возможностью поворота вокруг оси вер- 30 нета 20, центрируется в люнете
тикального вала 38 фланец 43 с Т-образным пазом 44, в котором при переналадке станка в момент установки и снятия угловой насадки 34 со стола 3 размещаются захваты 33 консоли 23 верхнего центра 21.
На станине 1 закреплены упоры 45 (фиг.1, 3 и 6), предназначенные для ориентированной установки на станине угловой насадки 34, снятой со стола 3 для возможности закалки деталей в вертикальном положении.
Станок снабжен системой управления работой приводов перемещения ко- -лонны, кареток и приводом стола (не указаны) по известным способом закалки деталей: непрерывно-последовательному, одновременному или методу обкатки.
Подготовка станка к работе осуществляется в зависимости от типд обрабатываемой детали и производится следующим образом.
В исходном положении стол 3 и салазки 6 с колонной 11 расположены На направляющих 2 станины 1 в своем крайнем левом положении Пиноль 25 верхнего центра установлена вертикально, а ось ее контрцентра 26 и
ось люнета 20 совмещены с осью вертикального шпинделя 4 стола 3. Угловая насадка 34 размещена на станине в упорах 45.
Для закалки цилиндрических длинномерных деталей типа валов (фиг.1 и 2) в вертикальный шпиндель 4 вставляется упорньй центр 46, а на шпинделе крепится планшайба 47 с приспособлением для зажима и центрирования детали, например самоцентрирующим патроном 48.
Переходник 15 разворачивают в по- ложенйе II, обеспечивающее беспрепятственный проход индуктора 16 между рычагами самоцентрирукяцего люнета 20 при совмещении плоскости симметрии индуктора с поперечной плоскостью стола 3, проходящей через ось шпинделя 4. Сменный индуктор 16 перемещением салазок 6 и колонны 11 совмещается с осью шпинделя стола и опускается перемещением каретки 12 в крайнее нижнее положение.
При загрузке обрабатываемый вал, подвешенный на цеховом кране, устанавливается на упорный центр 46 стола 3 между разведенными рычагами лю
5
освобождается от крана.
Для удобства установки вала на центр 46 консоль 23 верхнего центра откидывается до горизонтального положения ее пиноли 25 на оправке 19 при помощи пневмоцилиндра 24. Для . этого предварительно консоль 23 рас- фиксируется при помощи пневмоцилиндра 27, перемещающего пиноль 25 и
0 выводящего выступ 30 фиксатора 28 из вертикально расположенного на корпусе 22 паза 29. Угол поворота консоли 23 ограничивается стенками 32 пазов 29, в которые упирается фиксатор
5 28 в крайних положениях консоли 23.
После загрузки вала консоль 23 вращается в исходное положение и фиксируется посредством введения выступа 30 фиксатора 28 в вертикально расQ положенньпй паз 29 корпуса 22. Каретка 18 с верхним центром 21 опускается до упора контрцентра 26 в центровое отверстие вала. Люнет 20 разжимается. Индуктор подводится к закаливаемой
g зоне обрабатываемого вала. Станок подготовлен к работе в автоматиче- ;ском режиме.
При закалке валов, длина которых превышает расстояние между центрами
26 и 46 центрирование вала осуществляется центром .46 суола 3 и люнетом 20. Верхний центр может быть при этом отведен в нерабочую зону путем перемещения стойки 8 по направляющим 2 в крайнее левое положение.
При закалке детгшей большого диаметра типа шестерен стойки 7 и 8 с люнетом и верхним центром перемещаются в крайнее левое положение, а переходник 15 разворачивается в положение I. Установка детали, ее центрирование и зажим производится на планшайбе 47 при помощи приспособления (патрона) 48.
При закалке цилиндрических деталей типа валов в горизонтальном положении (фиг. 3 и 4) каретка 18 с верхним центром 21 опускается до касания концом контрцентра 26 нижней плоскости Т-образного паза 44 фланца 43 Перемещением стойки 8 и стойки 7 в крайнее правое положение захваты 33 входят в паз 44 фланца 43 угловой на садки 34. Перемещением каретки 18 вверх по направляющим 9 угловая насадка 34 поднимается и, перемещением стойки 8 в исходное положение, переносится в зону стола 3, а ось вертикального вала 38 насадки 34 совмещается с осью вертикального шпинделя 4 Разворотом угловой нас адки 34 на фпанце 43 устанавливают ее шпиндель
вдоль направляющей 2. Каретка Т8 опу- мещения оси люнета с осью горизонскается, насадка 34 устанавливается на стол 3, закрепляется на нем. Стойка 8 перемещается в крайнее левое положение. Поворотом шпинделя 37 добиваются западания торцовой шпонки 41 40 под действием пружины 40 в паз 42 вертикаль юго шпинделя 4 стола 3. Контроль зацепления шпонки 41 со шпинделем 4 осуществляется визуально при
тального шпинделя 37 и перемещением стойки люнет устанавливается в тре буемое положение по длине станины в зависимости от длины и конфигурац закаливаемого вала. При этом люнет можчт быть использован и при поддер ке в алов, зажатых в горизонтальных центрах для исключения их прогиба, возникающего в момент нагрева.
В случае закалки деталей большог диаметра при горизонтальном положен их оси, например, шкивов, опорных кругов методом обкатки (фиг.6) угло вая насадка 34 до ее установки на стол 3 разворачивается относительно фланца в подвешенном состоянии до расположения ее шпинделя 37 в поперечной плоскости станка, а переходник 15 устанавливается в положение
вращении шпинделя стрла 3.
37 от привода 5
В шпиндель 37 вставляется упорный центр 46 и на шпинделе 37 крепится планшайба 47 с самоцентрирующим патроном 48.
Затем консоль 23 верхнего центра 1расфиксируется от пневмоцилиндра 27 и поворачивается от пневмоцилиндра 24 до упора фиксатора 28 в стенку 32 го- ризонтаттьно расположенного паза 29 и повторно фиксируется при входе выступа 30 в горизонтально расположенный паз 29 корпуса 22. Пиноль 25 при
.
10
15
975036
таком положении консоли 23 устанавливается горизонтально, а ее ось располагается в вертикальной плоскости оси шпинделя 37. Опусканием каретки 18 с верхним центром 21 в крайнее нижнее положение обеспечивается совмещение оси контрцентра 26 с осью центра 46, установленного в шпинделе 37 угловой насадки 34. Переходник 15 устанавливается в положение II, а ось индуктора перемещением ко- лонны 11 совмещается с осью центров . 26 и 46, и индуктор 16 перемещением салазок 6 отводится в крайнее левое положение. Вал, подвешенный на цеховом кране в горизонтальном положении, зажимается в центрах 26 и 46.
Индуктор подводится к зоне закалки. Осуществляется закалка вала в автоматическом режиме. J В случае закалки валов, длина которых превьш1ает максимальное расстояние между центрами станка, для установки и центрирования валов может быть, как и в случае закалки валов в вертикальном положении, использован самоцентрирующий люнет. Для этого каретка 18 с верхним центром 21 поднимается в крайнее верхнее положение,
20
25
30
;, а люнет 20 разворачивается на оправке 19 на 90° и фиксируется на каретке 17 посредством, например, болтов. Каретка, 17 опускается до сов мещения оси люнета с осью горизон05
0
5
тального шпинделя 37 и перемещением стойки люнет устанавливается в требуемое положение по длине станины в зависимости от длины и конфигурации закаливаемого вала. При этом люнет можчт быть использован и при поддержке в алов, зажатых в горизонтальных центрах для исключения их прогиба, возникающего в момент нагрева.
В случае закалки деталей большого диаметра при горизонтальном положении их оси, например, шкивов, опорных кругов методом обкатки (фиг.6) угловая насадка 34 до ее установки на стол 3 разворачивается относительно фланца в подвешенном состоянии до расположения ее шпинделя 37 в поперечной плоскости станка, а переходник 15 устанавливается в положение II,
В предпагаемом станке за счет перемещения колонны по двум взаимно перпендикулярным координатам и выполнения верхнего центра и люнета noBopoTHbtm при использовании углов
насадки, установленной на столе с возможностью разворота вокруг его шпинделя, обеспечивается закалка дег талей в широком диапазоне размеров как в вертикальном, так и горизонтальном положениях их оси, что расширяет технологические возможности станка и область его использования и позволяет сократить производственные площади под термообработку в условиях единичного и мелкосерийного производства.
Формула изобретения
установлены с возможностью перемещения на продольных горизонтальныу направляющих, каретки с люнетом и 1 верхним центром установлены на направляющих стоек, люнет и консоль верхнего центра установлены с возможностью поворота на оправках, а присоединительная плоскость колодок : трансформатора расположена под равными углами к направляющим салазок д станины.
0 3. Станок по п.1, о тл и ч аю- щ и и с я тем, что, с целью повьшхе- ния надежности фиксации положения консоли, фиксатор вьтолнен в виде Г-образной планки, закрепленной од ним концом на пиноли, при этом корпус верхнего центра выполнен с взаимно перпендикулярными открытыми пазами , с разновысокими боковыми стенками для взаимодействия с другим концом планки.
csj
«VJ
5{
Фи.Цff
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 0 |
|
SU382698A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
