Известен станок для закалки крупногабаритных деталей, содержащий индуктор, конечный выключатель, электромагнит, стол с механизмом перемещения и механизмом фиксации.
Цель изобретения - обеспечение возможности закалки шестерен разного диаметра.
Для этого механизм фиксации снабжен коническим редуктором, ПОДВИЖНЫМ упором, соединенным с коническим редуктором, входным валом, промежуточным валом с укрепленными на нем толзущкой и поворотными рычагами, при этом на входном валу смонти-рованы зубчатая полумуфта, червяк, выполненный заодно целое с полумуфтой, и втулка, связанная с конечным выключателем через ползушки, а полумуфта через поворотные рычаги связана с якорем электромагнита.
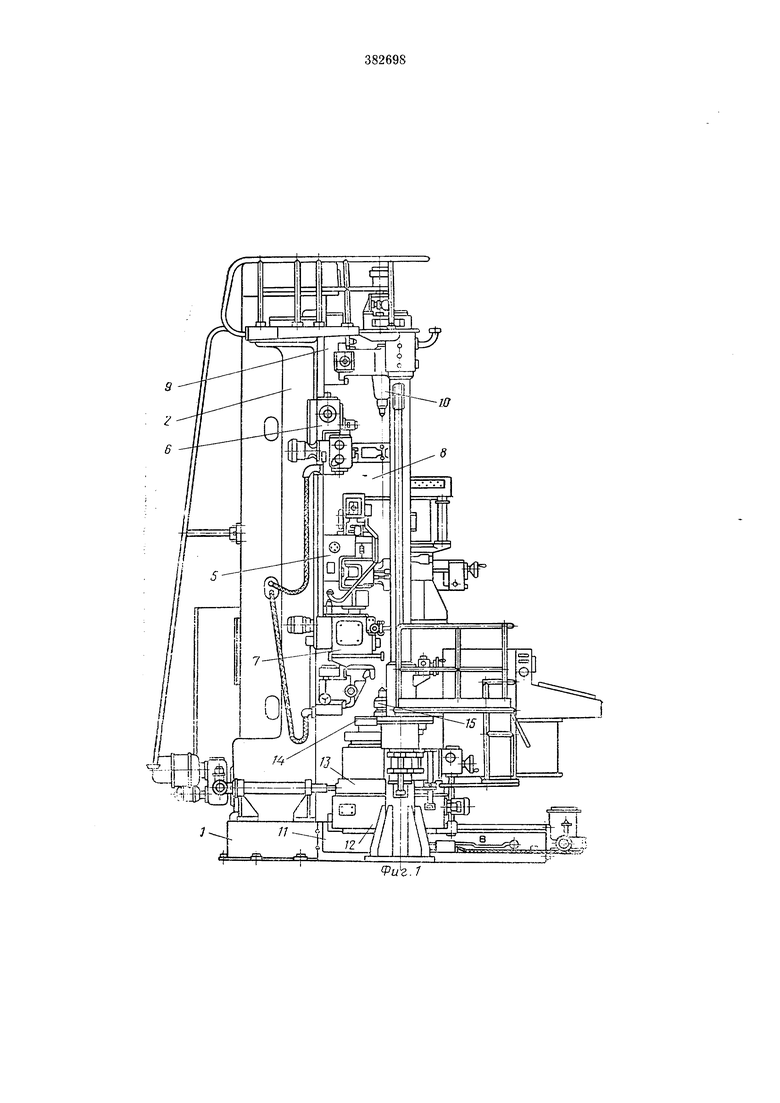
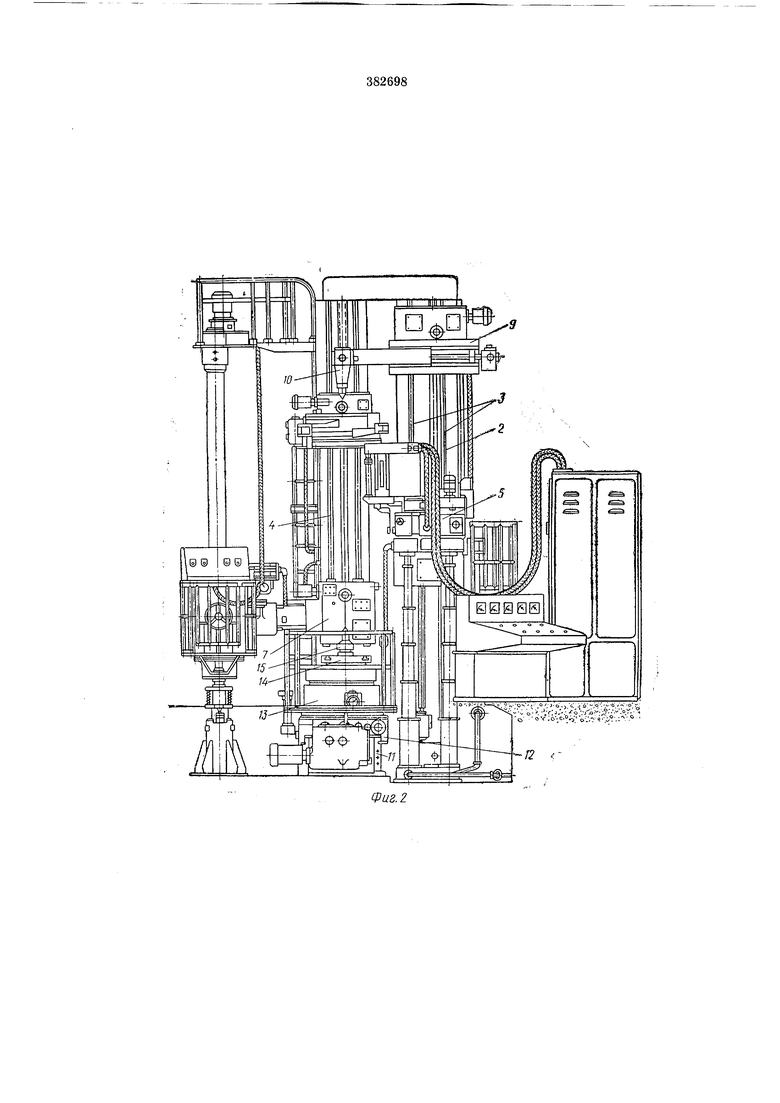
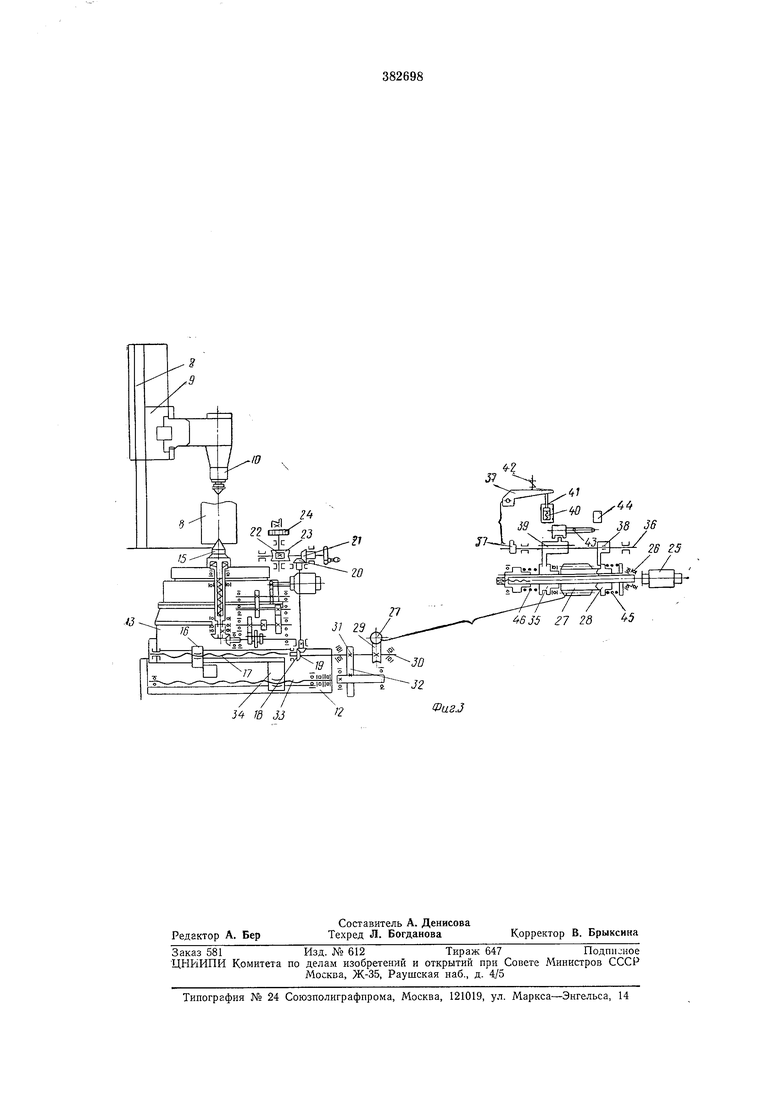
На ф|иг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - кинематическая схема механизмов перемещения и точной фиксации стола.
На основании 1 установлена стойка 2, которая имеет две пары направляющих 3 и 4, причем на направляющих 3 установлена каретка 5 с укрепленными на ней трансформатором и индуктором, а на направляющих 4 укреплен люнет 6 .и механизм поворота изделий 7.
Для поддержания верхнего конца закаливаемой детали 8 на стойке 2 установлены салазки 9 с верхним центром W.
На станине // расположены салазки 12 с поворотным столо:м /5, который снабжен планщайбой 14 с у-крепленным нижн центром 15.
Салазки 9 стола 13 являются одновременно корпусом редуктора вращения изделия.
На салазках стола снизу смонтирован передвижной упор 16, устанавливаемый в зависимости от диаметра закаливаемой щестерни. Механизм передвижного упора состоит из винта 17, конического редуктора, представляющего собой две конические пары 18 и 19, 20 и 21, червячную пару 22 и 23, и лимба 24.
На станке предусмотрен неподвижный жесткий упор (на чертеже не показан), укрепленный на стойке 2. Он служит только для ycTaiHOBKH нижнего центра 15 на сои верхнего центра 10 при установке деталей в центрах.
Перемещение салазок 12 по станине 1 осуществляется от электродвигателя 25 через вал 26, червяк 27, выполненный заодно целое с зубчатой полумуфтой 28, червячное колесо 29, вал 30, зубчатые колеса 31 и 32, винт 33, гайку 34 и втулку 35.
На промежуточном валике 36 расположены поворотные рычаги 37, 38 и ползущка 39. Рычаг 37 постоянно прижат пружиной 40 через упор 41 к якорю электромагнита 42. Втулка
35через ползушку 39 и упор 43 связана с конечным выключателем 44.
Рычаг 38 связан с зубчатой полумуфтон 28. Зубчатая полуимуфта 28, втул-ка 35 и червяк 27 подпружинены соответственно пружинами 45 .
При закалке шестерен большого диаметра передвижной унор 16 с помош,ью лимба 24, передачи 18-19-20-21-22-23 и винта 17 устанавливают в зависимости от диаметра закаливаемой шестерни.
Салазки 12 со столом 13 леремеш,аются от электродвигателя 25 с помош,ью передачи 27-29-31-32-33-34 до упора 16.
Когда салазки доходят до упора 16, червячнов колесо 29 останавливается. Червяк 27, продолжая врап1,аться, вывинчивается из червячного колеса 29, как винт из гайхи. Зубчатая полумуфта 28 расцепляется с червяком 27. Втулка 35 при этом перемеш,ается по валу 26. Одновременно со втулкой смеш:ается по валику 36 ползушка 39, рычаг которой входит в (паз втулки.
Ползушка 39 другнм своим рычагом 37 через упор 43 нажимает на ролик конечного выключателя 44, отключая электродвигатель 25.
Поворотный рычаг 38 удерживает зубчатую полумуфту 28 от осевого см.ешения.
Поэтому крутяш,ий момент при враш.ени.и электродвигателя 25 по инерции не передается на червяк 27.
Для включения обратного хода предусмотрен электромагнит 42, который включается до включения электродвигателя 25.
При включении магнит воздействует на рычаг 57, поворачивая iero вместе с валиком
36и рычагом 38. Последний выходит из паза зубчатой полумуфты 28, освобождая ее. Полумуфта под действием пружины 45 смещается в осевом направлении и сцепляется с червяком 27. При включении электродвигателя крутяш,ий момент от него передается через зубчатую полумуфту 28 червяку. Пружина 46 рассчитана выше осевого усилия червяка, развиваемого при леремещевии салазок 12.
Работает станок следующим образом. Начинается движение каретки 5 с трансформатором и индуктором вверх с рабочей подачей, при входе индуктора во впадину зуба шестерни движение каретюи прекращается и включается нагрев.
Затем делается пауза в движении для предварительного разогрева зуба шестерни.
Далее от реле времени (на чертеже не показано) дается команда на дальнейшее движение вверх каретки закалочного трансформатора с индуктором с выбранной рабочей подачей. После выхода индуктора из впадины зуба от конечного выключателя (на чертеже не показан) дается команда на включение нагрева.
Движение карепки йверх П1родолжает(ся до тех пор, пока следующий по ходу конечный выключатель не будет нажат кареткой 5, при этом индуктор выйдет из впадины зуба. Происходит реверс подачи каретки с трансформатором и индуктором и она опускается до нижнего крайнего положения.
В этом положении нижний конечный выключатель, нажатый упором каретки 5 дает команду на остановку трансформатора с индуктором и поворот стола с изделием на один или два зуба.
После поворота изделия конечный выключатель поворотного стола дает команду на повторение цикла.
Предмет изоб ре тения
Станок для закалки крупногабаритных деталей, содержащий индуктор, конечный выключатель, электромагнит, стол с механизмом перемещения и механизм фиксации, отличающийся тем, что, с целью обеспечения возможности закалки шестерен разного диаметра, механизм фиксации снабжен коническиМ редуктором, подвижным упором, соединенным с коническим редуктором, входным валом, промежуточным валом с укрепленными на нем яолзушкой и поворотными рычагами, при этом на входном валу смонтированы зубчатая полумуфта, червяк, выполненный заодно целое с полумуфтой, и втулка, связанная с конечным выключателем через ползущку, а полумуфта через поворотные рычаги связана с якорем электромагнита.
/ / /
J4 да jj
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU247977A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| ПОВЕРХНОСТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1965 |
|
SU171875A1 |
| Станок для закалки цилиндрических изделий | 1987 |
|
SU1507812A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU271268A1 |