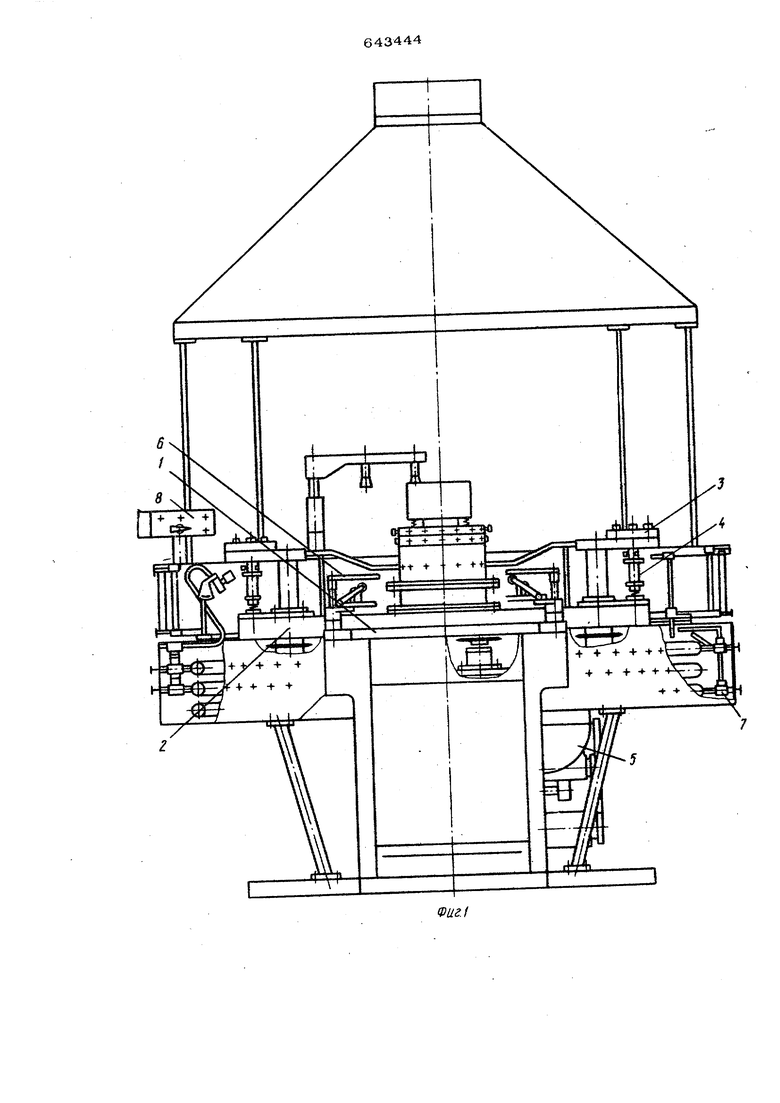
(54) МАШИНА ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ СТЕКЛА осно расположенные верхние и нижние шпиндели с пат{ онамн, смонтированные с возмож ностью вращения от привода, и газовые горелки, шпиндели выполнены полыми и аа- фиксированы в вертикальном направлении. На фиг, 1 изображен общий вид маши- ньз| на фиг. 2 общий вид узла шгганделей на фйГ. 3 .приведены технологические схемы 36 поэшашнн.их полуавтоматов за варки электровакуумных приборов, на ко- fopbix: а) подъем и опускание штоков верхних шп1шделей осуществляется с по мощью кулисы (по известному техничес- кому решеншо) б) верхние и нижние шпиндели неподвижны в вертикальной плос костиS Число йозшшйа служащих для подъема И опускайi-ai подвижных штоков верхних Шп1Шделейэ определено для nonyaBToiviaTaj йасчроенного на сварку лампы типа Ход подБино ых штоков верхних. шш5Нделей 2,1О мм. Д шметр окр жности расположения шпйндепей 1250 мм. Расчетный угол ив.клоца кулисы 33 , Предлагаемая 36- поз1щио1шая карусел пай машина состоит (см. фиг, 1) из его ла 1, карусели 2, верхних шпинделей 3, икксних шпинделей 4 привода поворота ка русели 5s привода вращения .шпинделей, . механизма уравнивания 6 горелок 7, електродвигателя 8. Узел шпинделей (см. фиг. 2) состоит из двух корпусов 9 и 10, соединенных между собой посредством стайки 11, В нижнем корпусе смонтирован полый ниж НИИ шпиндел-ь 4, внутрн которого sajcpers лена окравка 12з служащая для устаной ки и центрирования ножки с арматУ1)ой, В верхнем корпусе установлен полый верх НИИ шниндель 3, внутри которого закреп лен 3-кулачковый патрон 13, служащий для центрированиа и закрепления колбы прибора. Передача вращения с нижнего шпинделя на верхний осуществляется посредством шестерен 14, 1.5, 16, 17.Вра щение шпинделей производится посредст BDM звездочки 18, сваза шой депью с при водом вращения шпинделей. В оправку 12 нижнего шпинделя 4 вручную ycTaHaanimaeTCK ножка с армату рой. В патрон 13 верхнего шпиндели 3 вручную загружается сверху колба с приваренным штенгелем свариваемой к}эомко книзу. Перед закреплением колбы в патроне свариваемый торец ее уравниш1ется с помощью планкн 19 механизма уравнивания 6, Кулачки -патрона зажимают колбу по образующей. В таком положении ножки арматурой и колбой перемешаются }ia 031ЩИЮ, Где начинается процесс разогре аа кромок ножки и колбь( горелками 7. На последующих позициях узкая полоска стекла кромок ножки и колбы разогревается группой газо-кислородных горелок 7 до температуры 500- 800°Cs причем в первоначальный момент, когда температура стекла 1меет величину порядка 55О- , производится обчатка сварочного шва В дальнейшем при более высокой температуре порядка 60О-SOO C выполняется провар сварочного шва и его фор мование путем ..подачи внутрь прибора достаточного для этой цели количества инертной среды. На этой поизиции размйг ченный шов прибора, охлаждаясь, затвердевает. На последующих позициях 7 созда ются условия для постепенного охлаждения изоели.й. На всех позициях подогрева заготовок, сварки их и псюлецующесю отжи- га прибора чэрез штенгель поцается 1шертная среда. Как видно из технологических схем (см. фиг, З), 36 позиционный полуавто- мат, шпиндели которого не имеют верти кального перемещения, включает 31 no3i.j шю, нспользуемые непосредственно для осуществления технологического проци са. В то же время известный полуавтомате использутащий кулисы для подъема и опусКения подвижных штоков вфхних шпинде- лей, имеет 24 позиции для проведения технологического режима. В известном случае 6 позиций полуавтомата заняты ку-пйсами. Предложенная сварочная машина проще известной и позво,1шет повысить проиэ- водительность на 25%. Формула изобретения Машина для сварки изделий из стекла5 содержащая карусельный стол, соосно раоположенные верхние и нижние шпиндели с патрубками, смонтированными с возможнсютью вращения от привода, и газовые горелки, отличающаяся TSMj что, с целью повышения производительности и упрощения конструкции, шпиндели выполнены полыми и зафиксированы в вертикальном направлении. Источники информации, принятью во внимание при экспертизе. 1.Александров А. Г. и др.; Техноло гическое оборудование электровакуумного производства, М., 1962, с, 241-244. 2.Патент Франции № 1372405, кл. С oat, 1964.
Позиции, на которые осущестбляется подогрей, задарна а отжиг
Позииии,занятые наклонным участком ни/iuа 1, ,ей д/ie подъема штока берхнеео шпиндели
Позиииа выгрузки с&аренного изделия
а Техно/1огическаа схема 3S-mu позиц забарки ЗВП, 6котором тдъен и олуска шпинделей осущестВлиетса с ред,
56
Позиции
загрузки
Позииия загрузки и урабнаоаниа по бысоте , позиционного пдлиадтомата нижние uinanaenu неподби кнь
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий из стекла | 1984 |
|
SU1196338A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Установка для сварки изделий из стекла | 1978 |
|
SU785241A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| Способ изготовления электровакуумных приборов | 1972 |
|
SU489728A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Способ сварки стеклоизделий | 1978 |
|
SU664938A1 |
| МАШИНА ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1973 |
|
SU383693A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
| Оправка для герметизации электровакуумных приборов | 1976 |
|
SU710993A1 |