:о
00
О5 ;О
Изобретение относится к обработке металлов давлением, в частности к конструкции штампов, и может быть использовано при горячей объемной штам- йовке цилиндрических поковок с глухими полостями в торцах.
Целью изобретения является повышение производительности работы штампа
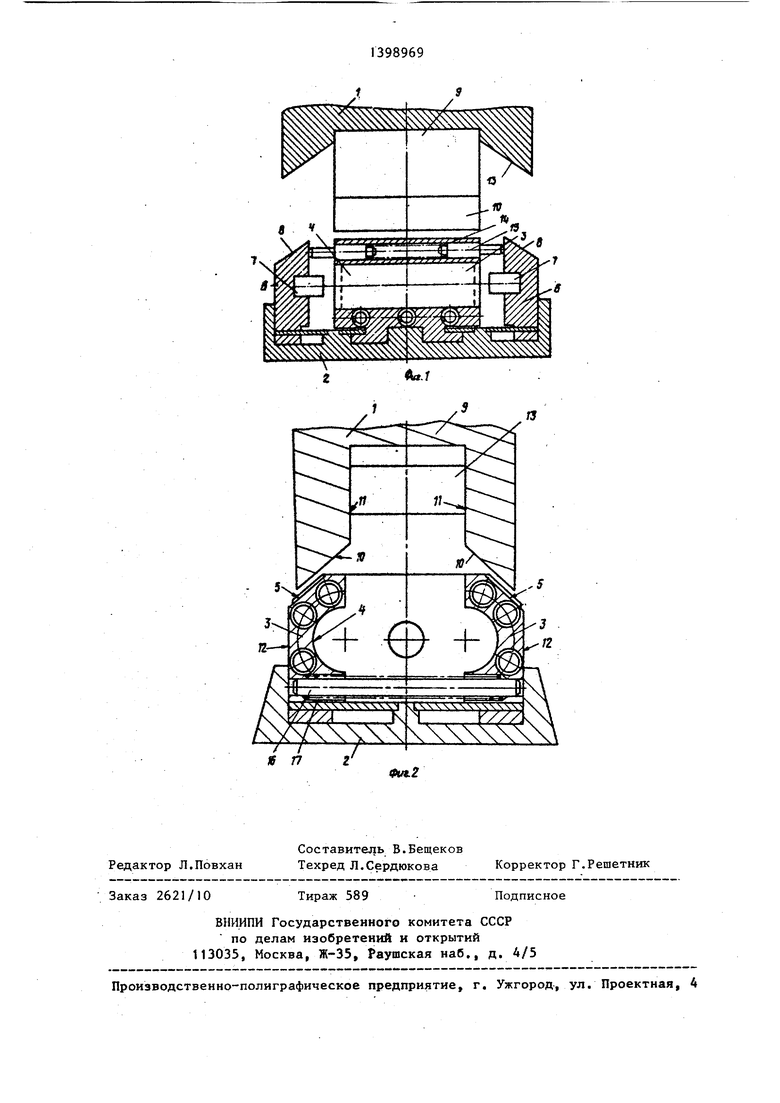
На фиг.1 изображен штамп, продольИый разрез; на фиг.2 - то же, попереч- Ньй разрез.
Штамп для горячей объемной штамповки содержит верхнюю 1 и нижнюю 2 пли- 11.1. В пазах нижней плиты 2 с возмож- йостью перемещения закреплены ползуш- ки матрицы 3 с ручьем 4 на смыкающих- ся поверхностях со скосами 5, выпол- йенными под углом к плоскости с мыка- цтия, в пазах нижней плиты перпенди- к1улярно ползушкам матрицы 3 с возмож- Чостью перемещения закреплены ползуш- Ки 6 с пуансонами 7. На ползушках б выполнены скосы 8 под углом к оси пуансонов 7. На верхней плите 1 закрепjieH клин 9 со скосами 10, взаимодей- с:твующИми со скосами 5 ползушек матрицы .3, с вертикальными участками 11 взаимодействующими с гранями 12 ползушек матрицы 3, и.со скосами 13, взаимодействующими со скосами 8 ползушек 6. В ползушках матрицы 3 размещены 14 с толкателями 15, ко- тррые упираются в ползушки 6 с пуан- сЬнами 7. В нижней части ползушек Матрицы 3 перпендикулярно плоскости MjX смыкания распрложены стержни 16с пружинами 17.
Штамп работает следующим образом.
Заготовка (не показана) помещает- ся между ползушками матрицы 3. При включении пресса (не показан) верхняя плита 1 с клином 9 перемещается вНиз. Скосы 10 клина 9 взаимодействуют со скосами 5 ползушек мат- рицы 3 и перемещают ползушки матрицы 3 в направхкшии друг к другу до смыкания ручья 4 вокруг заготовки. После этого при дальнейшем перемещении клина 9 вниз за счет взаимодействия ползушек мат- риц 3 с клином 9 по поверхностям участков II и граней 12 ручей 4 остается в сомкнутом положении, а скосы 13 взаимодействуют со скосами 8 ползушек 6 и перемещают ползушки 6
0
5 0 5 0
Q с 5
5
к заготовке. Перемещение ползушек 6 вызывает внедрение пуансонов 7 в заготовку и формирование в концах заготовки глухих полостей.
После этого верхняя плита 1 перемещается вверх. Ползушки 6 под Действием пружин I4 и толкателей 15 при скольжении относительно друг друга скосов 8 и 13 раздвигаются, и пуансоны 7 освобождают заготовку.
При дальнейшем перемещении вверх плиты 1 и клина 9 под действием пружин 17 и при относительном перемещении скосов 5 и скосов 10 ползушки матриц 3 расходятся, и разомкнувший- ся ручей 4 освобождает заготовку. После этого заготовка извлекается из штампа и цикл штамповки завершается..
Формула изобретения
Штамп для горячей объемной штам- повки, содержащий верхнюю и нижнюю плиты, составную матрицу, два пуансона, а также механизм смыкания матриц, отличающийся тем, что, с целью повьш1ения производительности, он снабжен ползушками с вертикальными гранями и скосами, размещенными на нижней плите с возможностью перемещения, пуансоны закреплены на упомянутых полззш1ках, обе части матрицы также выполнены в виде ползушек со скосами и размещены на нижней плите с возможностью перемещения в направлении, перпендикулярном направлению перемещения ползушек пуансонов, механизм смыкания матриц выполнен в виде клина с двум я парами внутренних скосов и вертикальными участками и установлен на верхней плите с возможностью взаимодействия своими парами скосов со скосами пуансонов и матрицы, а также упомянутьми вертикальными участками - с гранями ползушек матрицы, при этом ползушки матрицы снабжены подпружиненными толкателями, установленными с возможностью взаимодействия с ползушками пуансонов, а также подпружиненными стержнями, размещенными в ползушках со стороны нижней плиты и установленными с возможностью взаимодействия с последней.
ifutZ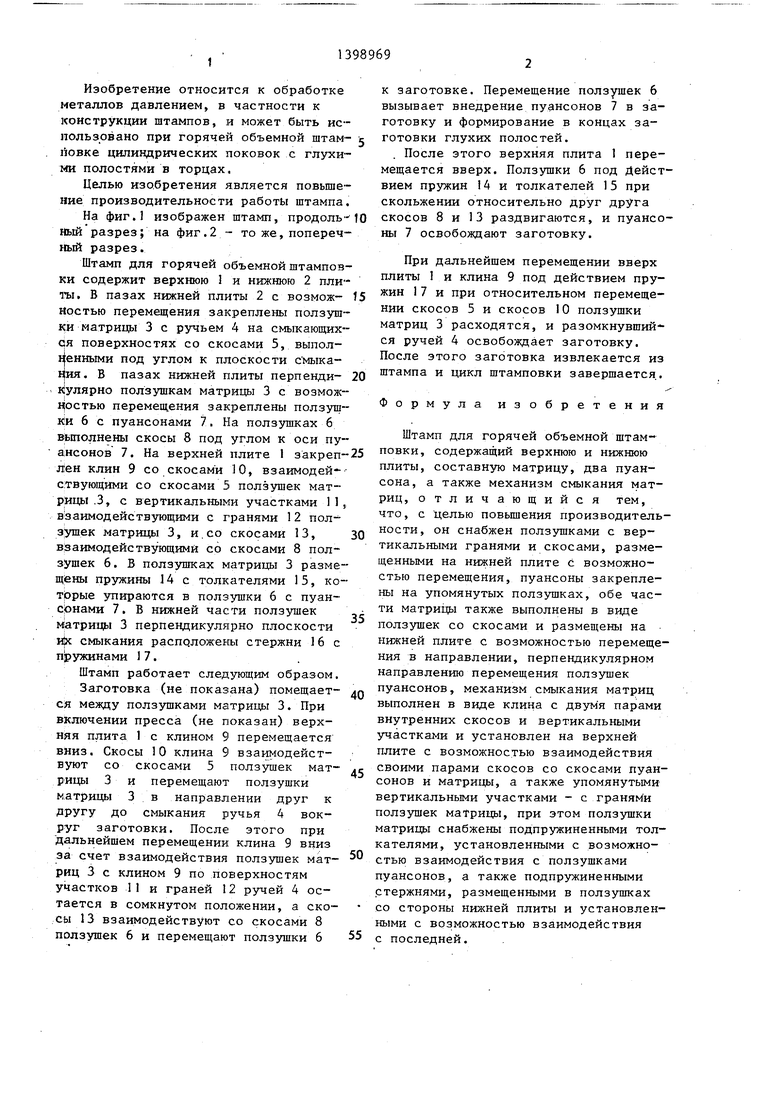
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп с разъемной матрицей | 1980 |
|
SU944719A1 |
| Штамп для безоблойной штамповки | 1974 |
|
SU521057A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
Изобрет(гние относится к обработке металлов давлением, в частности к штампам я горячей объемной штамповки. Цель изобретения - повьшение производительности работы штампа. Матрица вьшолнена в виде двух ползу- шек со скосами. Пуансоны размещены на ползушках со скосами, установленных на нижней плите с возможностью перемещения в направлении, перпендикулярном направлению перемещения пол- зушек матрицы. Узел смыкания матрицы выполнен в виде клина с двумя парами скосов на внутренней поверхности. При перемещении клина вниз поочередно вокруг заготовки смыкаются ползуш- ки матрицы . и пуансона, производя необходимое ее формообразование. 2 ил.
Редактор Л.Повхан
Составитель В.Бещеков Техред Л.Сердюкова
Заказ 2621/10
Тираж 589
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Корректор Г,Решетник
Подписное
| Устройство для штамповки деталей с боковыми полостями | 1984 |
|
SU1212843A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
