Изобретение относится к области автоматизации механо-сборочного производства. Целью изобретения является повышение точности ь надежности сборки роликовых цепей, а также упрощение используемого оборудования.
На чертеже представлен пример осуществления способа.
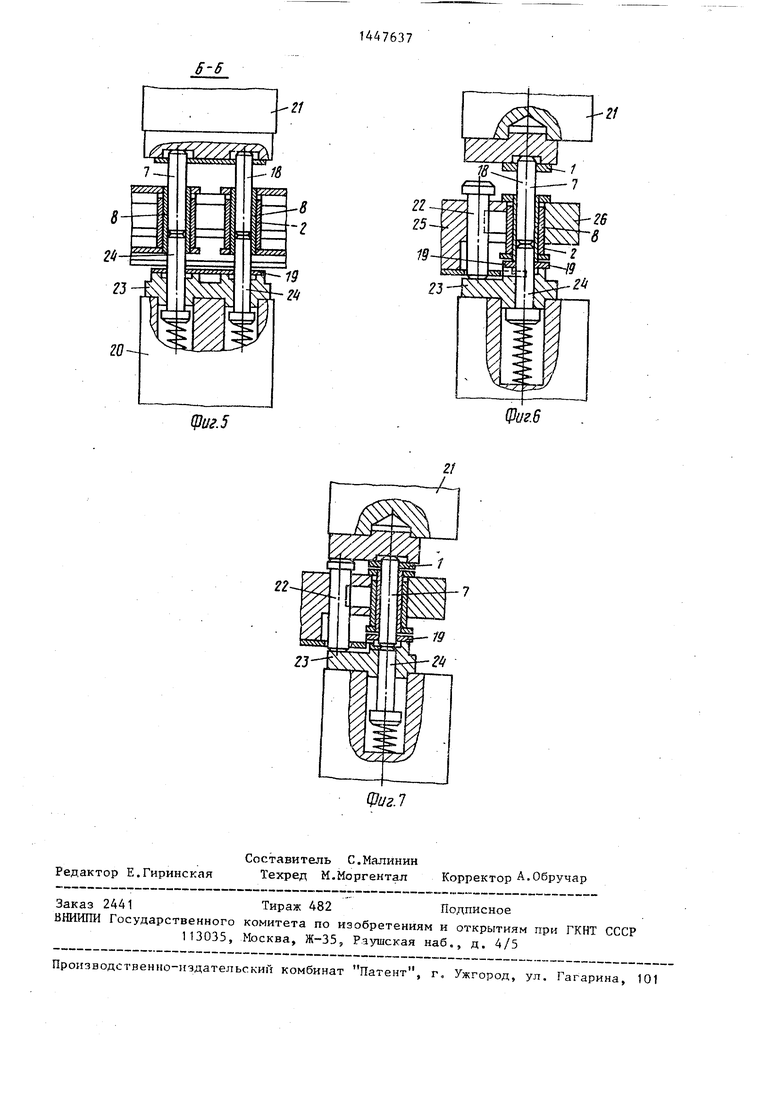
На фиг.1 схематично показан продольный разрез позиции сборки вилки в момент установки валика} на фиг. 2 - то же в момент запрессовки валиков в пластины; на фиг. 3 - разрез А-А фиг.2; на фиг. 4 - продольный разрез позиции сборки цепи в момент подачи нижней наружной пластины; на фиг. 5 - разрез Б-Н фиг.4, на фиг. 6 - продольньй разрез позиции
сборки цепи в момелт установки этой пластины в положении запрессовки на фиг. 7 - то же в момент запрессовки валиков в нижнюю наружную пластину.
Сборка цепи осуществляется, в частности, в роторной машине (на чертеже не обозначена).
Верхние наружные пластины 1 и блоки 2 подают в гнезда дисков 3 и 4 (соответственно) ротора 5. Блоки удерживают в диске 4 при помощи направляющей 6. Валики 7 вводят в отверстия втулок 8 блоков 2 до упора в штыри 9, Втулки 8 обеспечивают их центрирование. Штыри 9 каждй пары валиков 7, входящих в отверстия одной и той жа наружной пластины, имеют общую
4;;;;
О ОО
vj
самоустанавливакяцуюся опору-коромысло 10.
При помощи верхних штырей 11 центрируют по отверстиям верхние наружные пластины 1.
При сближении штырей 9, 11, осуществляемом от привода (на чертеже не показан), они входят в контакт с концами валиков 7, а затем при совместном ходе вверх нижние штыри 9 вхдят во втулки 8, центрируя их, смещают валики 7 в осевом направлении и частично вьгоодят их из отверстий эти втулок, при этом центрирование вали- ков 7 осуществляют на длине, равной 2-3 их диаметрам.
По выведенным участкам валиков 7 происходит их окончательное центрирование при помощи ориентаторов в виде диска 12 с центрирзтощими гнездами, к которому они прижимаются подпружиненными колодками 13. Верхние поверхности диска 12 и неподвижной Направляющей 14 служат опорами для пласт ин 1.
Окончательно сцентрированные гнездами диска 12 валики 7 при дальнейшем перемещении штырей 9, 11 в осевом направлении запрессовьшаются в отверстия пластин 1 за один переход.
Пластины 1 при запрессовке в них валиков 7 (фиг.2) взаимодействуют с пуансонами 15, перемещающимися по стрелке Г, валики 7 при перемещении штырей 9, 11 по стрелкам В и Г сооо Ственно запрессовываются на величину, определяемую поверхностью 16 отверстия ползуна 17, в которую они упираются через штыри 11.
При запрессовке двух валиков 7 в пластину 1 образуется вилка 18.
Точность положения валиков 7 при сборке вилки 18 определяется гнездами диска 12, взаимодействующими с ними на относительно большой длине выведенных из втулок 18 участков этих валиков. Точность базирования дает возможность получить вилку 18 с параллельными валиками 7,что позволяет осуществить их качественную последующую запрессовку (без срезов краев отверстий и с заданным усилие во вторую пластину 19.
После сборки вилки 18 концы валиков 7 остаются в отверстиях втуло 8 блоков 2 и при ходе ш тырей 9, 11 вниз опускаются в эти отверстия.
0
5
0
5
0
5
0
5
Блоки 2, собранные с валками 18, передают на следующую позицию 20 - позиции напрессовки нижних наружных пластин 19 на выступающие из блоков 2 концы валиков 7 (фиг.4-6).
На этой позиции при ходе ползуна 21 вниз за один переход осуществляют запрессовку валиков 7 вилки 18 в отверстиях нижней наружной пластины 19 на величину, определяемую размерами жесткого упора 22, установленного между этим ползуном 21 и пуансоном 23, взаимодействующим с нижней пластиной 19.
Валики 7 снизу опираются на подпружиненные штыри 24.
Блоки 2 при напрессовке нижней пластины 19 устанавливаются в гнезда (на чертеже не обозначены) дисков 5, 6 в которых они удерживаются при помощи направляющих 26. Центрирование втулок 8 блоков 2 осуществляется при помощи штырей 24.
Способ обеспечивает повьшгение точ ности и надежности сборки за счет увеличения поверхности ориентатора, на которой происходит центрирование валиков при сборке вилок, а также за счет увеличения его т олщины . Кроме того, осуществление напрессовки каждой пластины за один переход дает возможность упростить оборудование.
Формула изобретения
Способ сборки втулочно-роликовых цепей, заключающийся в установке валиков в отверстия втулок, совмещения осей валиков и отверстий верхней наружной пластины, напрессовке на выступающие концы валиков верхней наружной пластины, при сборке их в вилке и последующей напрессовке нижних наружных пластин на противоположные концы валиков, отличающийся тем, что, с целью повьш1ения точности и надежности, сборки, а также упрощения оборудования для ее осуществления, при сборке вилок после совмещений осей валиков и отверстий верхних наружных пластин валики выводят из отверстий втулок в сторону напрессовываемых пластин на заданную величину и центрируют по выведенной по- ,верхности валиков, а напрессовку каждой пластины производят эа один переход.
фиг.1
фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Способ сборки втулочно-роликовых цепей | 1988 |
|
SU1588481A1 |
| Способ сборки однорядных роликовых цепей и роторная машина для его осуществления | 1990 |
|
SU1784405A1 |
| Автоматическая роторная линия для сборки втулочно-роликовых цепей | 1985 |
|
SU1303247A1 |
| Способ сборки втулочно-роликовых цепей | 1981 |
|
SU1098653A1 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1230740A1 |
| Способ сборки многорядных цепей | 1989 |
|
SU1696087A1 |

Изобретение относится к области автоматизации механосборочного производства. Цепью изобретения является повышение точности и надежности сборки роликовых цепей, а также упрощение используемого оборудования. Сборку втулочно-роликовых цепей произво- дят путем напрессовки наружных пластин 1, 19 на выступанядие из втулок 8 блоков 2 концы валиков 7. Во втулки 8 вводят валики 7, центрируя их . предварительно по отверстиям этих втулок 8, затем при сборке пилки 18 валики 7 выводят из отверстий втулок 8 в сторону напрессовываемой пластины 1, оставляя их концы во втулках 8 на части длины последних, центрируют по выведенной поверхности при помощи ориентатора и напрессовьтают наружную пластину 1 на валики 7 за один переход. После этого валики 7 полученных .вилок 18 вводят вновь во втулки 8 блоков и напрессовывают за один переход на противоположные концы этих валиков наружные пластины 19. Способ обеспечивает повышение точности и надежности сборки втулочно-роликовых цепей. 7 ил. SP f
А-А
10
Фиг.З
21
Щиг
,21
(риг. 5
fcff
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1234037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
