00
:о
00
со 00 4;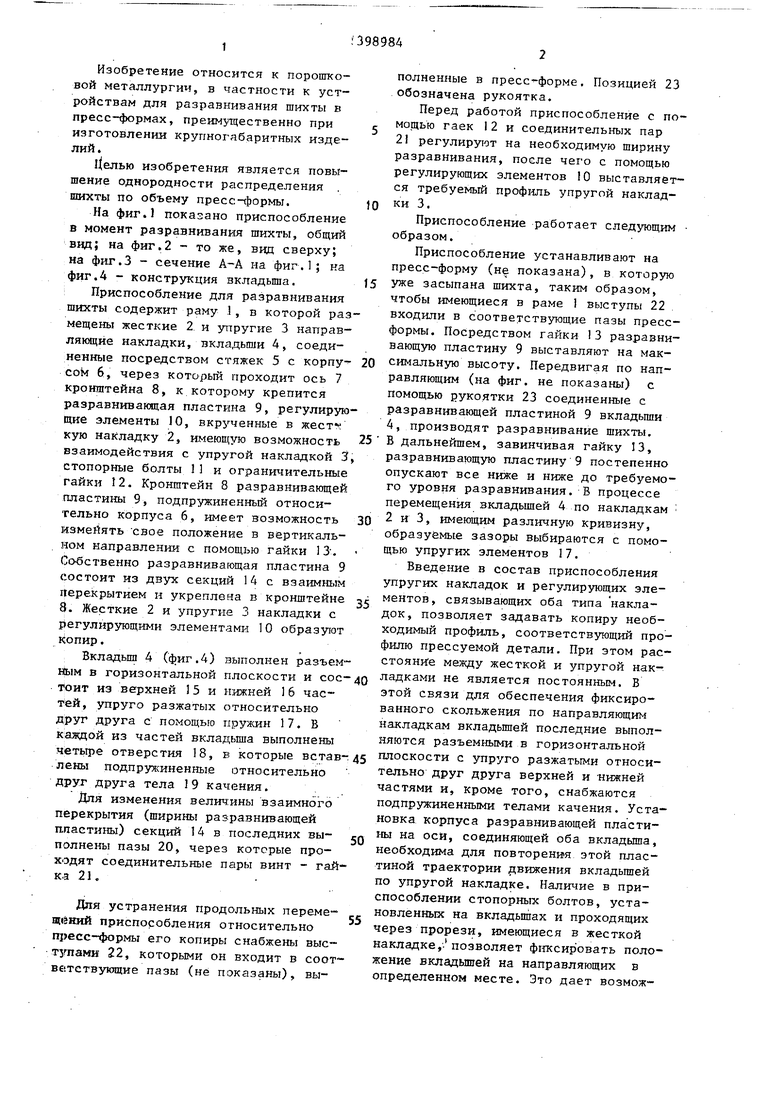

| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Направляющий башмак шахтного подъемного сосуда | 1987 |
|
SU1504193A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Направляющий башмак шахтного подъемного сосуда | 1984 |
|
SU1209553A1 |
| Пресс-форма | 1986 |
|
SU1387298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Сферический подшипник скольжения | 1988 |
|
SU1612132A1 |
| Узел соединения деревянных конструкций | 1984 |
|
SU1165755A1 |
| Механизм подачи деревообрабатывающего станка | 1984 |
|
SU1167000A1 |
Изобретение относится к устройствам для разравнивания шихты в пресс-формах, преимущественно при изготовлении крупногабаритных изделий.. Цель изобретения - повышение однородности распределения шихты по объему пресс-формы. В состав приспособления введет. упругие накладки 3 и регулирующие элементы, связывающие их с жесткими накладками 3. Система накладок и регулирзпощих элементов образует копир, профиль которого соответствует профилю прессуемого изделия. Посредством гайки 13 разравнивающую пластину 9 выставляют на максимальную высоту. Передвигая по направляющим вкладьшги 4, соединенные с разравнивающей пластиной 9, производят разравнивание шихты. Уровень разравнивания обеспечивают опусканием пластины 9. Положение вкладьш1а 4 на направляющих фиксируется при помощи стопорных болтов. При прессовании крупногабаритных изделий из твердых сплавов разноплотность различных участков не превышает 5%, что подтверждает высокую однородность распределения шихты в пресс-форме. 1 з.п. ф-лы, 4 ил. i (Л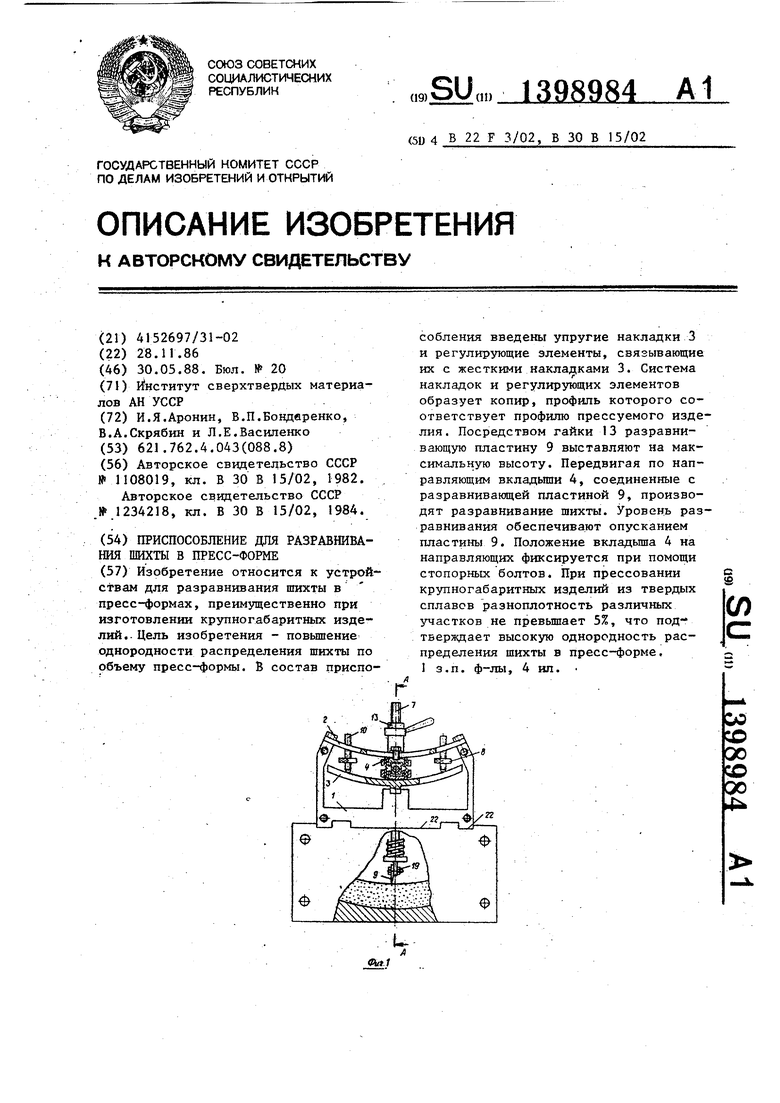
tKat
U
/
Изобретение относится к порошковой металлургии, в частности к устройствам для разравнивания шихты в пресс-формах, преимугцественно при изготовлении крупногабаритных изделий.
Целью изобретения является повышение однородности распределения . шихты по объему пресс-(1)ормы.
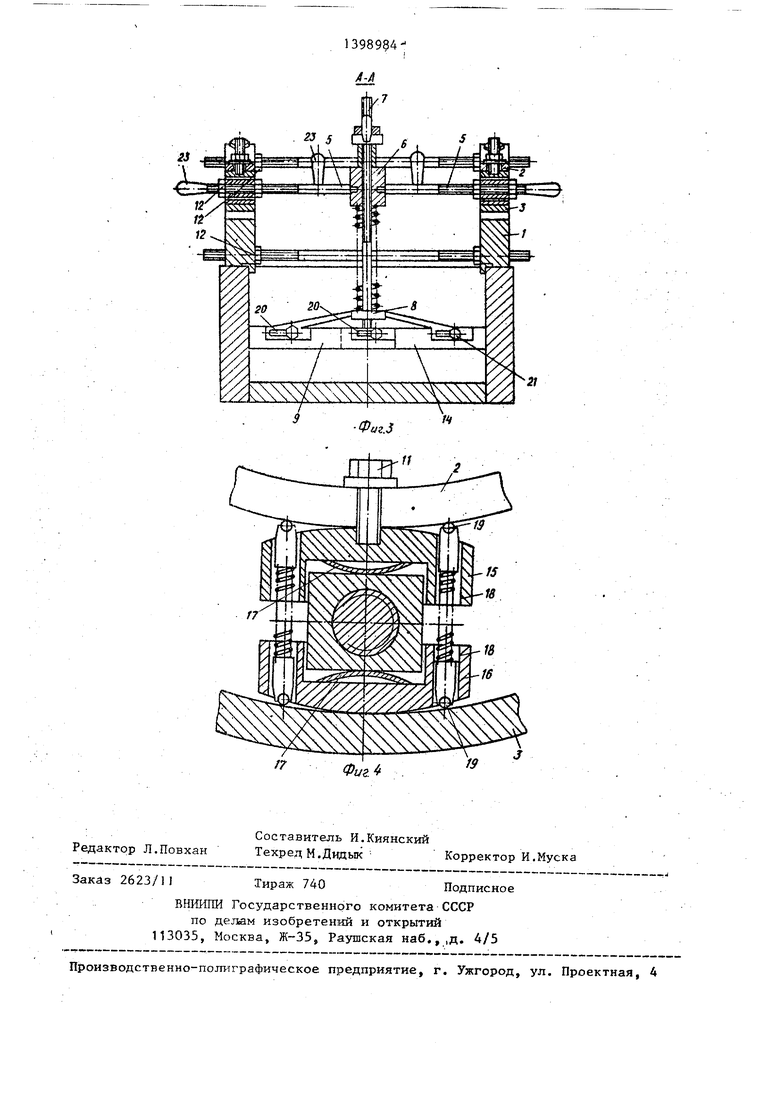
На фиг.1 показано приспособление в момент разравнивании шихты, общий над; на фиг.2 - то же, вид сверху; на фиг.З - сечение на фиг.1; на фиг.4 - конструкция вкладьппа.
Приспособление для разравнивания шихты содержит раму 1, в которой размещены жесткие 2 и упругие 3 направляющие накладки, вкладьши 4, соединенные посредством стяжек 5 с корпу сом 6, через который проходит ось 7 кронштейна 8, к которому крепится разравнивагацая пластина 9, регулирующие элементы 10, вкрученные в жест кую накладку 2, имеющ ло возможность взаимодействия с упругой накладкой 3 стопорные болты 11 и ограничительные гайки 12. Кронштейн 8 разравнивающей пластины 9, подпружиненный относительно корпуса б, имеет возможность измейять свое положение в вертикальном направлении с помощью гайки 13. Собственно разравнивающая пластина 9 состоит из двух секций 14 с взаимным перекрытием н укреплена в кронштейне 8. Жесткие 2 и упругие 3 накладки с регулирующими элементами 10 образуют копир.
Вкладьш 4 (фиг.4) выполнен разъем BtbiM в горизонтальной плоскости и сое тоит из верхней 15 и н:нжней 16 частей, упруго разжатых относительно друг друга с помощь о пружин 17. В каждой из частей вкладьшта выполнены четьфе отверстия 18, в которые встав лены подпружиненные относительно друг друга тела 19 качения.
Для изменения велич:ины взаимного перекрытия (ширины разравнивающей ипастины) секций 14 в последних вы- полнены пазы 20, через которые проходят соединительные пары винт - гайка 21.
Для устранения продольных переме- щ&ияй приспособления относительно П1 есс-формы его копиры снабжены выс- тзгпами 22, которыми он входит в соответствующие пазы (не показаны), вы
0
5
0 5 0 5
0 з
д
5
полненные в пресс -форме, Позицией 23 обозначена рукоятка.
Перед работой приспособление с помощью гаек I2 и соединительных пар 21 регулируют на необходимую ширину разравнивания, после чего с помощью регулирующих злементов 10 выставляется требуемый профиль упругой накладки 3.
Приспособление работает следующим образом.
Приспособление устанавливают на пресс-форму (не показана), в которую уже засыпана шихта, таким образом, чтобы имеющиеся в раме I выступы 22 входили в соответствующие пазы пресс- формы. Посредством гайки 13 разравнивающую пластину 9 выставляют на максимальную высоту. Передвигая по направляющим (на фиг. не показаны) с помощью рукоятки 23 соединенные с разравнивающей пластиной 9 вкладьш1и 4, производят разравнивание шихты. В дальнейшем, завинчивая гайку 13, разравнивающую пластину 9 постепенно опускают все ниже и ниже до требуемого уровня разравнивания. В процессе перемещения вкладышей 4 по накладкам 2 и 3, имеющим различную кривизну, образуемые зазоры выбираются с помощью упругих элементов 7.
Введение в состав приспособления упругих накладок и регулирующих элементов , связывающих оба типа накладок, позволяет задавать копиру необходимый профиль, соответствующий профилю прессуемой детали. При этом рас- стояни е между жесткой и упругой накладками не является постоянным. В этой связи для обеспечения фиксированного скольжения по направляющим накладкам вкладьштей последние выполняются разъемными в горизонтальной плоскости с упруго разжатыми относительно друг друга верхней и «ижней частями и, кроме того, снабжаются подпружиненными телами качения. Установка корпуса разравнивающей пластины на оси, соединяющей оба вкладыша, необходима для повторения этой пластиной траектории движения вкладьшхей по упругой накладке. Наличие в приспособлении стопорных болтов, установленных на вкладышах и проходящих через прорези, имеющиеся в жесткой накладке,- позволяет фгассир овать положение вкладьшей на направляющих в определенном месте. Это дает возможность производить разравнивание шихты также методом качения разравнивающей пластшй относительно оси, соеди няющей оба вкладыша.
Предлагаемое приспособление было использовано при прессовании крупногабаритных секторов подшипников скольжения из твердого сплава ВН20Г2 Размеры спрессованной заготовки име- ли следующие значения: ширина - 365 мм внутренний радиус - 260 мм, наружный радиус - 290 мм, угол сектора - 79°. Спрессованную заготовку разрезали на части и с помощью гидростатического взвешивания определяли их плотность. Результаты .показали, что степень не- равноплотности полученной прессовки не превьш1ает 5%. Это позволяет повысить качество спеченных заготовок как за счет уменьшения искажений их формы и короблений, так и за счет практически полного устранения трещин. Полученные заготовки требуют незначительньк припусков на механи- ческзпо обработку, что дает возможность экономить дефицитные материалы и инструменты.
Таким образом,, применение предлагаемого приспособления для разравни- вания шихты обеспечивает повышение однородности этой шихты по объему пресстФормы.
Формула изобретения
Фиг. г
Фиг
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1984 |
|
SU1234218A2 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
