оа- со со о
О)
Изобретение относится к станкостроению и может быть использовано при обработке криволинейных контуров на фрезерных станках с ЧПУ.
Цель изобретения - повышение точности обработки за счет устранения дискретного характера управления профилирующими подачами,
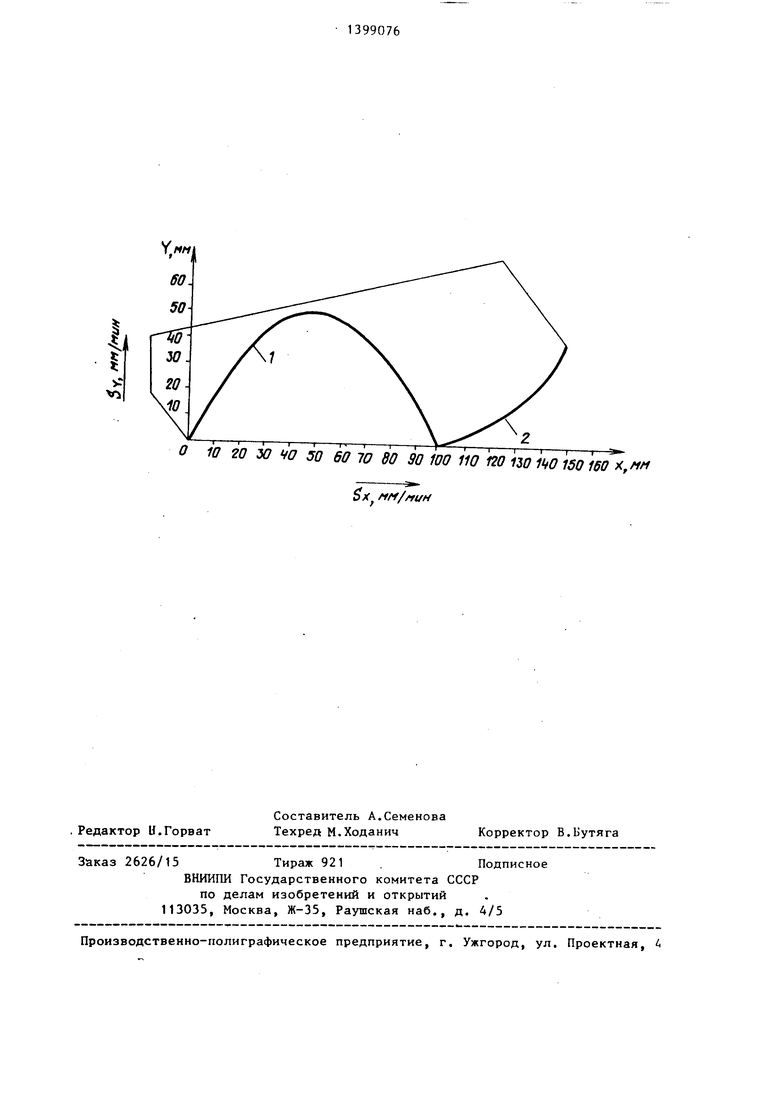
На чертеже показан обрабатываемый криволинейный контур.
Первое движение - задающая подача S, направлена по оси X станка. Координата X является функцией времени (t). Второе движение - следящая подача Sy направлена по оси Y станка Для получения контура (x) координата Y зависит от времени следующим образом:
ifCt)(1)
Продифференцируем выражение (1) п времени t по правилам дифференцирования сложных функций
Y , f tt;(t)7- (t) (2) Переписывая выражение (2) с учето того, что первая производная от координаты У по времени - скорость подач в направлении оси Y станка, т.е. Y S,j, а первая производная от координаты X по времени - скорость подачи по оси X, т.е. (( и tf(t)X, получим
S,,f (х) S,(3)
где S - скорость подачи в направлении оси X станка, мм/мин; S v( - скорость подачи в направлении оси.Y станка, мм/мин; f (х) - первая производная по координате X от функции, описывающей обрабатываемый конту в прямоугольной системе координат станка.
Для управления обработкой криволинейного контура, заданного аналитической функцией вида (x), на фре- зерном станке с ЧПУ необходимо обеспечить соотношение между задающей подачей S и следящей подачей S :S у f (x) S,.
При этом профилирующие движения
по осям X и Y станка осуществляются одновременно.
Приме р. Проводилась обработк криволинейного контура, заданного . аналитической функцией и представляющего собой комбинацию двух кривых 1 и 2 (начало второй кривой совпадает с концом первой).
Первая кривая представляет собой синусоиду, описываемую уравнением
sin ( х),область изменения
переменной X 0; 100 (одна волна синусоиды) .
Вторая кривая представляет собой экспоненту, описываемую уравнением
o,cs ( х- оо1
Y 4e-4, область изменения переменной X 100; 150.
Из условий прочности инструме-нта
значение контурной подачи S „T. должно подчиПяться условию: Зцоцт 200 мм/мин.
Определяем соотношения подач S и S, для получения движений концевой фрезы относительно заготовки, которые обеспечивают профилирование криволинейного контура, заданного функцией
Y,50 sin ( х) (первая кривая) .
Для этого определяем первую производную.
Y , I cos ()
(4)
2 - MOD Подачи По осям X и Y в i-ой точке связаны выражением (3), т.е.
„Г / V с (5)
S. ,Г
Соотношения между подачами по осям X и Y станка изменяются в зависимости от текущего значения координаты X. Соотношения между Sy и S у .(т.е. величину первой производной) определяют через шаг приращения координаты X, равный 1,0 мм ( 1,0 мм). Величину задающей подачи S принимают равной 50 мм/мин. Следящая подача 5 меняется в этом случае через шаг4. 1,0 мм или через интервал 2 с. Величина следящей подачи S у для обработки кривой 1 определяется по (5). Для некоторых точек обработки кривой 1 величины Sy и S ч( приведены в табл.1.
Р1езначительное изменение величины следящей подачи Sy на начальном и конечном участках кривой 1 объясняется тем, что на этих участках функция изменяется почти по прямо пропорцио - нальной зависимости. Знак минус указывает на то, что подача S,, направлена в противоположную сторону от направления, принятого за положительное . За положительное направление подачи принимаем такое, при котором соответствующее значение координаты упели ивяется.
Определение величин профилирующих подач S и S ,у для обработки кривой 2 Кривая описывается аналитической зависимостью Y -4; хе 150 .
Первая производная от функции равна
v - П 9 0,05{Х- 00)
Y 2 и,/е
Для обеспечения профилирования . кривой 2 необходимо, чтобы подачи S и S , были связаны следующей зависимостью (6) :
с -Гп о с, 05(х- foo)
S у . L0,2eJ S у -
По аналогии с кривой 1 принимаем 5 50 мм/мин, ,0 мм. Для некоторых точек обработки кривой 2 вели-
чины
S у и S N( приведены в таблице 2.
Использование предлагаемого способа обеспечивает по сравнению с существующими снижение трудоемкости разработки управляющих программ для обработки криволинейных контуров, что особенно важно в условиях малолюдной технологии; повышение точности обработки за счет устранения погрешности интерполяции, связанной со ступенчатым движением инструмента отСпособ управления профилирующт и 10 подачами при обработке криволинейных контуров на фрезерном станке с ЧПУ, включающий профилирование движения инструмента относительно детали в направлении координатных осей станка при котором контур детали задан аналитической функцией вида (x), отличающийся тем, что, с целью мовьппения точности обработки профилирующие движения инструмента относительно детали получают путем непрерывного изменения соотношения скоростей подач в направлении координатных осей станка в каждой точке обработки, для чего назначают величи- 25 ну задающей подачи S вдоль оси X , непрерывно определяют величину первой производной от функции, описывающей обрабатываемый контгур у (х), а величину следящей подачи Sv, 30 вдоль оси определяют по уравнению у-у х.
Таблица t
Значения подач по осям X и Y--станка в некоторых точках обработки для образования контура, описываемого уравнением Y
50 sin (-1-Х).
х 2 1399076
носительно заготовки; применение более простых технических средств в системах ЧПУ, в частности отйадает необходимость в интерполяторе.
Фо.рмула изобретения
Способ управления профилирующт и подачами при обработке криволинейных контуров на фрезерном станке с ЧПУ, включающий профилирование движения инструмента относительно детали в направлении координатных осей станка, при котором контур детали задан аналитической функцией вида (x), отличающийся тем, что, с целью мовьппения точности обработки, профилирующие движения инструмента относительно детали получают путем непрерывного изменения соотношения скоростей подач в направлении координатных осей станка в каждой точке обработки, для чего назначают величи- ну задающей подачи S вдоль оси X , непрерывно определяют величину первой производной от функции, описывающей обрабатываемый контгур у (х), а величину следящей подачи Sv, вдоль оси определяют по уравнению у-у х.
Таблица t

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления профилирующими подачами при обработке криволинейных поверхностей на фрезерном станке с ЧПУ | 1990 |
|
SU1787744A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| Устройство для автоматической коррекции погрешности фрезерования | 1981 |
|
SU1028473A1 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| СПОСОБ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ12 | 1973 |
|
SU370588A1 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
Изобретение относится к станкостроению и может быть использовано при обработке криволинейных контуров на фрезерных станках с ЧПУ. Цель изобретения - повьппение точности обработки за счет устранения дискретного характера управления профилирующими подачами. Профилирующие движения инструмента относительно детали получают путем изменения соотношения скоростей подачи в направлении коорди натных осей станка. Закон изменения скоростей подач по координатным осям станка в точке обрабатываемого конту ра определяют по величине первой изводной от функции, описывающей обг рабатываемый контур в той же точке. 1 ил., 2 табл.
О 1 2 .
50 50 50
78,54 78,50 78,38 .
Тавлица2
Значения подач по осям X и У станка в некоторых точках обработки для образования контура, описываемого уравнением У,Ае () -4
100 101 102 103 1t)4 105
50 50 50 50 50 50 10 10,51 П,05 11,62 12,2 12,84 .,
49 50 51 52 53
98 99 .
50 50 50 50 50
5050
2,47 О -2,47 -4,93 -7,39
-78,38 -78,30
145 146 147 148 149 ISO
50 50 50 50 50 50
94,8899,74 104,«б ПО,23 115,88 121,82
V
0 10 20 ЪО 40 SO 60 70 BO 90 100 110 ПО 130
11r
I fO 150 160 X,/f/f
S x MM/ffifH
| Ратмиров В.А | |||
| Основы программного управления станками | |||
| М.: Машиностроение, 1978, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
