Известен способ программного управления металлорежущими станками, при котором информация об участке аппроксимации контура и контурной скорости преобразуется по числу координат во взаимосвязанные последовательности импульсов. Число импульсов по данной координате определяет перемещение, а частота их следования - скорость подач.
Такие последовательности импульсов подаются на входы координатных следящих систем. При этом в комбинированных следящих системах частоту следования импульсов преобразуют в аналоговый сигнал, который подают на суммирующий усилитель привода, а число импульсов с датчика положения вычитают из числа импульсов входной последовательности, что приводит к образованию сигнала ощибки по положению.
Однако при таком способе возникают существенные динамические ошибки на контуре обрабатываемой детали, так как отсутствует взаимосвязь между отдельными координатными следящими системами. Особенно велики динамические ошибки при обработке закруглений малого радиуса на большой скорости подачи. Величина динамической погрешности в этом случае может превысить величину дискретности (цену импульса) в несколько раз и, таким образом, су-щественно ухудшить точность обработки детали.
Цель изобретения - уменьшение контурных динамических ошибок обработки деталей. Она достигается тем, что вычисляют составляющие вектора контурной ошибки по исходной информации об участке аппроксимации контура и о действительном положении рабочих органов станка и подают сигналы, пропорциональные этим составляющим на соответствующие координатные приводы.
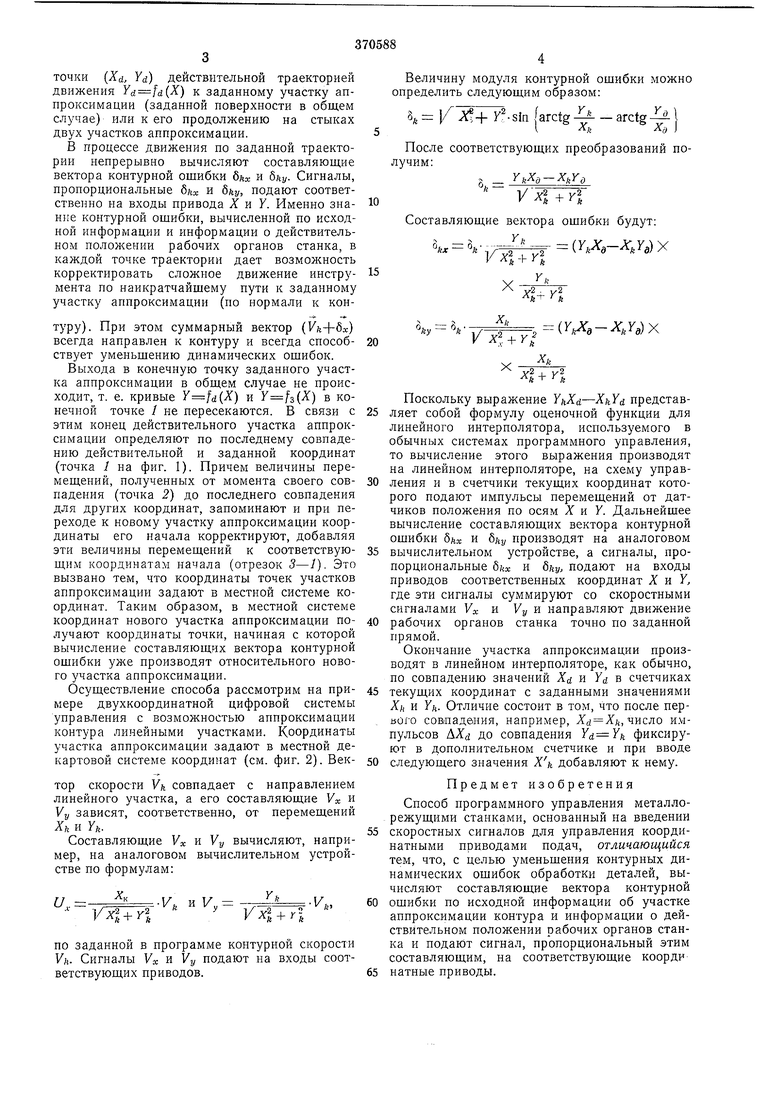
Фиг. 1 и 2 иллюстрируют предлагаемый способ.
Заданный участок аппроксимации контура описывается уравнением (X). По заданным в программе контурной скорости Vk и
виду функции (Х) в каждой точке (X, Y) (см. фиг. 1) вычисляют составляющие Vx и контурной скорости п сигналы, пропорциональные этим составляющим, подают на входы приводов подач, соответственно, Vx - на
приводах X, V,j - на привод У. Эти сигналы дают ориентировочное направление движения, так как абсолютно точное задание скоростей Vx и Vy в силу известных причин невозможно. Поэтому сложное совместное движение двух
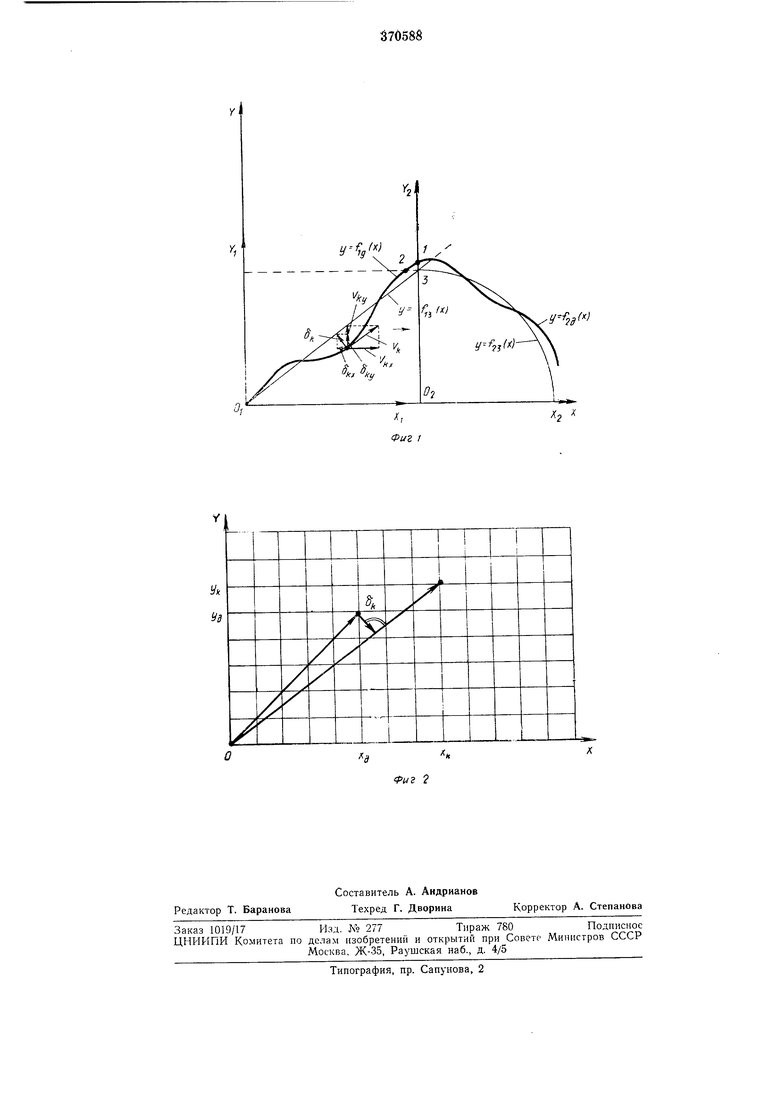
рабочих органов станка, управляемых приводами А и У, будет происходить по другой траектории, описываемой уравнением (X). Положения рабочих органов станка по координатам X и У измеряется датчиками положения этих координат. Определим вектор контурной ошибки как расстояние по нормам от точки (Xd, Yd) действительной траекторией движения (X) к заданному участку аппроксимации (заданной поверхности в общем случае) или к его продолжению на стыках двух участков аппроксимации. В процессе движения по заданной траектории непрерывно вычисляют составляющие вектора контурной ощибки 8hx и 8ky. Сигналы, пропорциональные б и 8ky, подают соответственно на входы привода X и У. Именно знание контурной ощибки, вычисленной по исходной информации и информации о действительном положении рабочих органов станка, в каждой точке траектории дает возможность корректировать сложное движение инстру- 15 мента по наикратчайщему пути к заданному участку аппроксимации (по нормали к контуру). При этом суммарный вектор () всегда направлен к контуру и всегда способ- 20 ствует уменьщению динамических ощибок. Выхода в конечную точку заданного участка аппроксимации в общем случае не происходит, т. е. кривые (X) и (X) в конечной точке / не пересекаются. В связи с 25 этим конец действительного участка аппроксимации определяют по последнему совпадению действительной и заданной координат (точка / на фиг. 1). Причем величины перемещений, полученных от момента своего сов- 30 падения (точка 2) до последнего совпадения для других координат, запоминают и при переходе к новому участку аппроксимации координаты его начала корректируют, добавляя эти величины перемещений к соответствую- 35 щим координатам начала (отрезок 3-7). Это вызвано тем, что координаты точек участков аппроксимации задают в местной системе координат. Таким образом, в местной системе координат нового участка аппроксимации по- 40 лучают координаты точки, начиная с которой вычисление составляющих вектора контурной ощибки уже производят относительного нового участка аппроксимации. Осуществление способа рассмотрим на при- 45 мере двухкоординатной цифровой системы управления с возможностью аппроксимации контура линейными участками. Координаты участка аппроксимации задают в местной декартовой системе координат (см. фиг. 2). Век- 50
тор скорости Vk совпадает с направлением линейного участка, а его составляющие Уж и Vy зависят, соответственно, от перемещений Хн и Yk.
Составляющие Vx и Vy вычисляют, например, на аналоговом вычислительном устройстве по формулам:
X,
.у, и 1/---4
Vu,
Vx -I- к У и + k
no заданной в программе контурной скорости Vh. Сигналы Vx и Vy подают на входы соответствующих приводов.
Предмет изобретения
Способ программного управления металлорежущими станками, основанный на введении
скоростных сигналов для управления координатными приводами подач, отличающийся тем, что, с целью уменьщения контурных динамических ощибок обработки деталей, вычисляют составляющие вектора контурной
ощибки по исходной информации об участке аппроксимации контура и информации о действительном положении рабочих органов станка и подают сигнал, пропорциональный этим составляющим, на соответствующие коорди
натные приводы. Величину модуля контурной ошибки можно определить следующим образом: Ь, / + Г.sin arctg - arctg 1 После соответствующих преобразований получим:g kXe - XitYQ Составляющие вектора ощибки будут: и - и . T {Y,X,-X,Y,)- + yl -(Y,-X,Y,)X ky k i + Y Xl+Yl Поскольку выражение Y Xd-XkY представляет собой формулу оценочной функции для линейного интерполятора, используемого в обычных системах программного управления, то вычисление этого выражения производят на линейном интерполяторе, на схему управления и в счетчики текущих координат которого подают импульсы перемещений от датчиков положения по осям X и Y. Дальнейщее вычисление составляющих вектора контурной ощибки 8hx и 8hy производят на аналоговом вычислительном устройстве, а сигналы, пропорциональные и бйу, подают на входы приводов соответственных координат X н Y, где эти сигналы суммируют со скоростными сигналами V и Vy и направляют движение рабочих органов станка точно по заданной прямой. Окончание участка аппроксимации производят в линейном интерполяторе, как обычно, по совпадению значений Хй и Усг в счетчиках текущих координат с заданными значениями Xh и Уд. Отличие состоит в том, что после совпадения, например, Jd ft, число импульсов АХ до совпадения фиксируиэт в дополнительном счетчике и при вводе следующего значения Xk добавляют к нему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухкоординатная система программного управления | 1980 |
|
SU938264A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИОТЕХНИЧЕСКОЙ ИНФОРМАЦИИ И РАДИОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2562616C1 |
| Контурная система программного управления | 1976 |
|
SU568938A1 |
| СПОСОБ БОНДАРЕНКО А.В. ПОЛУЧЕНИЯ РАДИОТЕХНИЧЕСКОЙ ИНФОРМАЦИИ И РАДИОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599259C1 |
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СИСТЕМ ПРОГРАММНОГО УПРАВЛЕНИЯ ДВУХКООРДИНАТНЫМИ ПЕРЕМЕЩЕНИЯМИ | 1967 |
|
SU223465A1 |
| УСТРОЙСТВО для ФОТОСЛЕДЯЩЕГО КОПИРОВАНИЯ | 1973 |
|
SU394821A1 |
| Способ определения координат радиоизлучающего объекта в рабочей зоне многопозиционного пассивного радиотехнического комплекса и устройство для его осуществления | 2020 |
|
RU2757197C1 |
| Способ компенсации движения и устройство для его реализации | 2019 |
|
RU2701058C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| Многокоординатный линейно-круговой интерполятор | 1978 |
|
SU746428A2 |
У
Уз
