Tpt/Sa
СО
х со
о: оо

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1966 |
|
SU187188A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Установка для сборки и сварки трубопроводов А.В.Бутылкина | 1981 |
|
SU967754A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1680554A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Устройство для автоматической приварки патрубков к сосудам | 1990 |
|
SU1824278A1 |
Изобретение относится к области переработки пластмасс, в частности к сварке труб из термопластов, и может быть использовано в разнообразных областях техники, особенно при сварке труб в полевых условиях строительства. Цель изобретения - повышение производительности путем совмещения с операцией охлаждения каждого сварного стыка труб работ по подготовке и сварке каждого последующего стыка. Для этого устройство снабжено дополнительным центратором труб, кронп1тей- пами 22, установленными в нижних углах шарнирного параллелограмма, связанной с приводом перемещения подвижного хомута кареткой 23 с поводком 24. установленной на нижнем горизонтальном звене шарнирного параллелограмма, а каждый центратор снабжен замками 25 для соединения его с поводком и кронштейнами 22, причем замок 25 для соединения с поводком 24 закреплен на механизме осадки. 4 ил. С S (Л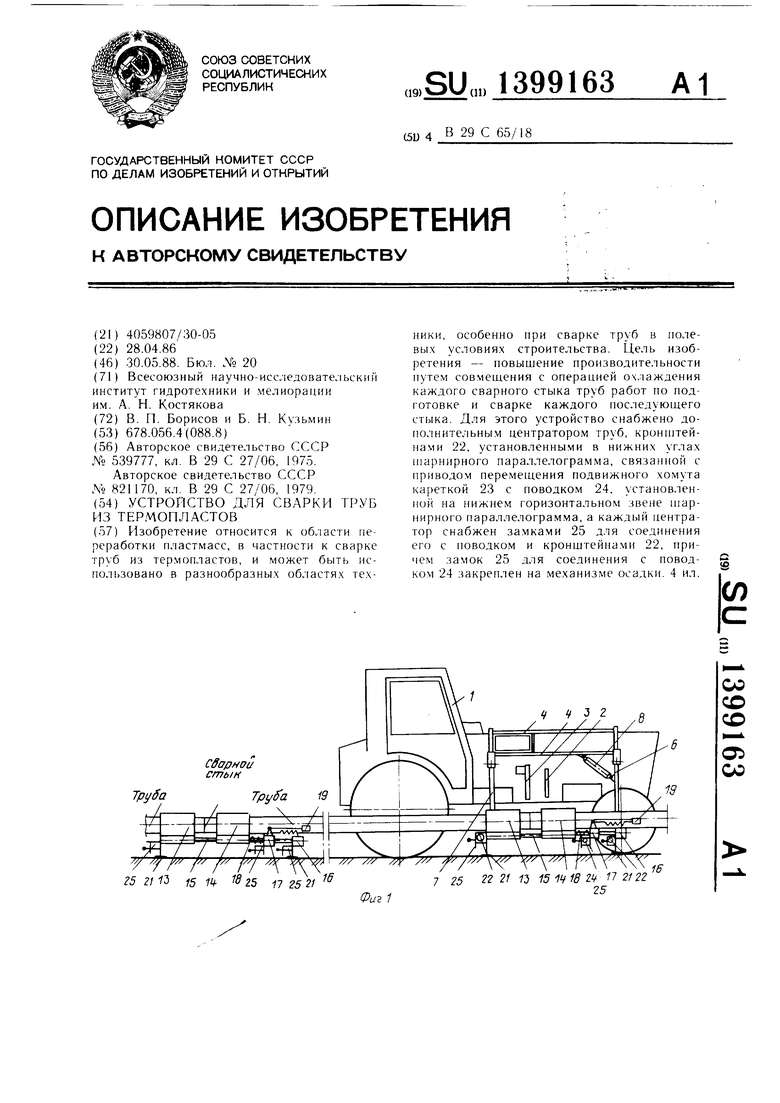
у,.- / / / / Л IJL I I /„гУ, „, I . ,,, ij | ГТ-ГХ
// /// I/// у-// f// //у //V дй i /// // Т /// VV / V 25 211 15 № S 25 П 2521
15
7 25 г 1 и 11 2Пг
25
// Т /// VV / V
Фаъ 1
7 25 г 1 и 11 2Пг
25
16
1
Изобрегч ние oinOCiricH к iir)t4ia6o i ;и пластмасс, в частш;сги к сварке труб из термопластов, и может быть использовано в разнообразных областях техники, особенно при сварке труб в полевых условиях строительства.
Целью изобретения яв.пяется повышение производительности пугем сов.1е|цен1.я с операцией ох,1аждении каждого сварно1О сгыка груб рабо по под1 отог ке и сварке каждого последующего стыка.
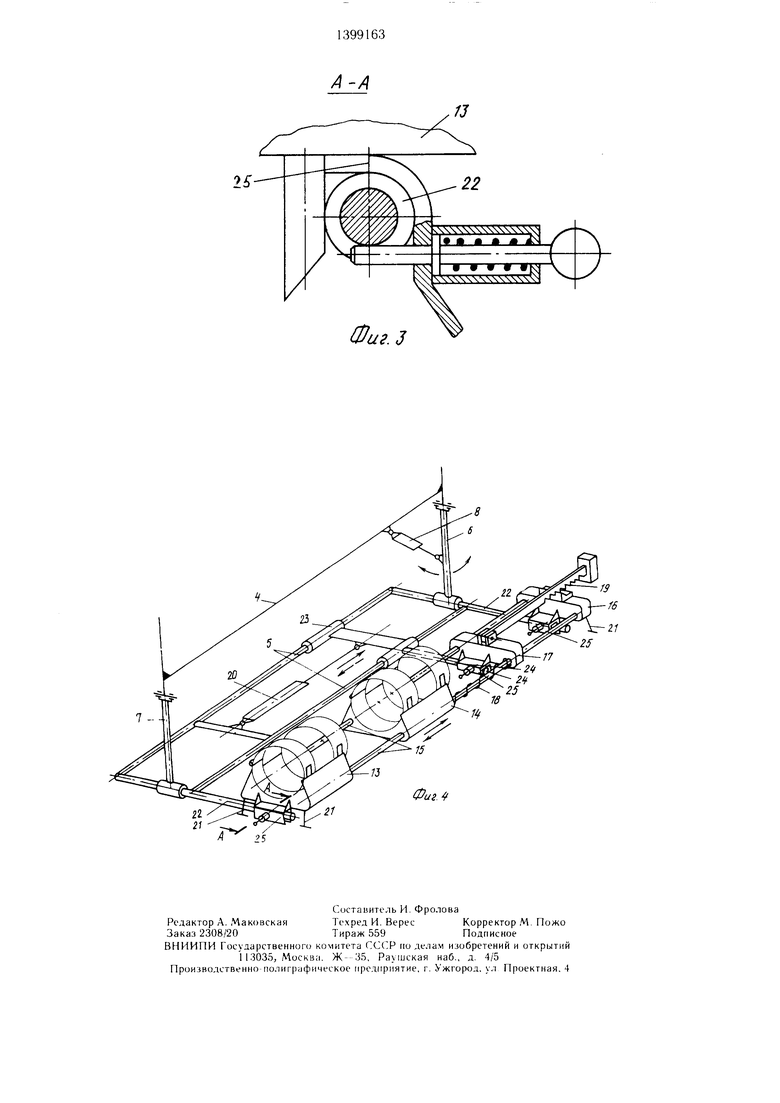
На фиг. 1 изображено нредлагае.мое устройство, обп1ИЙ вид; на фиг. 2 то же. без центраторов; на фиг. 3 замок для соединения центратора с кронштейнами и поводком; на фиг. 4вертика.11ЬН1; распо.юженпая рама и соединенный с ней центратор труб.
Устройство т TOJIIVIO пластов (фп1 . 2, 4| содержит механизм 1 перемещения, нагреватель 2, т(.)рце- вальный механизм 3, вертикально расположенную раму ((()И1 . 2. 4 ), вьшолненную в шарнирного нараллеюграмма и состоящую из верхнего горизоитал111{ого звена 4, нижнего горизонтального звена п и двух боковых звеньев 6. 7. ;1ля продол))Н1)1Х нереме- цепий нижнего звена 5 рама и.меет п|)и- вод 8. Вертпка.тьная рама )Н(.( с;вя- зана с механизмом I пе)еме1цения через рычаж11ую сис :ем, вк.- ючаюп1.ую ш соедипенн1 1е межд--. c(K )oii звенья 9 с()отвегствуюп1мми приводами 1 1 п Г|ОВ(;р()та этих звеньев в и;: ос кости, дикулярнсй цродоль.чой оси ycTpoiicTBa. Устро11с;чч) сп и жс но до меньшей мере центраторами т() б. сосдИ|1еннь1ми попеременно с 1П1ж: 1м .(вепом 5 рамы (. 4). Каждый цсч1 |) (включает цеп(.1ДВ11ж ный 13 и ;1одвиж11ый 14 заи имн1;1с ;i- муты, ycTaiiOiMCHiibie на паправ.чяюших 15. Направ:1ЯЮ1Цие 15 ,лечы жес |-К(1: , г;. пого конца п ;1еподвижном хомуте 13. а с другогч).:ри Htj.Muiuii пгл1еречинь, Hi
Цент)атор вкл. гакже механизм осадки, состоящий из о;ии1жного унора 17, пружины 18 и ф1 |чсато)а 19 по.т(/ е11пи подвижного (.. Механизм осадки с подви/к |ым хомутом 14 че|)ез ир жииу 18 Для перемеп1е1 ия по иа | 1авляюшим 1о под 1 ижного хомута 14 на нижнем звене 5 устапов.:1ен привод 20. Неподвижны хомут 13 и поперечина 1(1 снабжены О 10рами 21 д.ля устаиовки цеи|-ратора иа поверхпости земли.
Устройство снабжеио (фи1 . 2 и 4) крои- шгейпами 22, закреи.лепиыми в пижпих yi .Tax 1иарнп)пого па 1аллелограмк а, и lai- реткой 23 с иоводком 24. Карелка усл а- новлена на нижнем орпз(.)птал1) .iFiene г, рамы и связана с приводом 2(1 )еме- шепия подвижного хомута 14.
Кажд1)1Й пенл ратор снабжен замками 25 (фиг. 3) д.ля «.оединения с кронштейнами 22 и поводком 24 (фиг. 2 и 4). Для
2
0
5
0
5
г
0
0 5
Ь
сосмипения с кронштейнами 22 один из зам ков 25 установ.леи на неподвижном хомуте 13, а другойпа поперечине 16. Для соединения с поводком 24 замок 25 закреплен на подвижном упоре 17 механизма осадки.
Устройство (фиг. 1) работает следующим образом.
Д.ля сварки первого стыка труб вынол- пяют подготовите;|ьпь1е операции: устройство с помо1Ц1 ю механизма 1 передвигают с одним из центраторов и уетаиавливают на рабочую позицию к перво.му стыку труб, предварительно разложенных в одну линию на T|iacce строил ельства; первьп 1.1ентра- |0р ставят на поверхность земли и в его ;-;ажимных хомутах 13 и 14 закрепляют нер- 1 л ю и вторую трубы; торцы труб защищаю: н выравнивают горцевалы ым ме- .vaHii3MOM 3. Зате.м выполняется сварка первого сгыка: впачале нагревате.лем 2 .1ав. ;яют торцы труб; т|)убы подводят одна к друго оплав.ленными тор1.1ами и сжи- маюг до образования сварного нлва при помощи привода 20 (фиг. 4), действующего па юдвижиый х(;мут 14 через каретку 23. поводок 24, замок 25. подвижный унор 17, 11 через пружину 18 фиксируют давление осадки, создаваемое на торцах труб пружиной 18, :ij)H помощи фиксатора 19 положении.
На все перечисленные операции загра- чиваегся примерно столько же времени. cKo.ibKo и иа охлаждение сварного шва, кого)ое начипается с)азу после фиксирова- :шя давле1-1ия осадки.
В пе)ио.:1 ох.лаждепия (jro сварногп сгыка т|)б В1 1полняюг операции nt.. Fie)ecTti- ;l() центраторов. 1одготг)вительнь е onei)a- 1ЦП1 и сварку второго стыка л руб.
Нерестановка центраторов (фиг. 1) заключается в отсоединении от вертикальной jia.Miii первого центратора, в котором за- фл ксированы трубы, соедппенные первы.м сва П1ьгм швом, и последующем соединении с чг()й рамой другого (второго) центра- ro|.ui, находящегося вблизи устройства.
11е)естановка центрагоров выполняется лсдуюнщм образом.
Все :5а.мки 25 (фиг. 3) первого цен- гратора выводят из запертого положения, пос.лс- чего (фиг. 2, 4) путем воздействия приводов 11, 12 на звенья 9. 10 рычажной системы перемещают вертикальную |)аму в направлении, перпендикулярном продольной оси устройства, в результате чего KpoHHjTeftHbi 22 и поводок 24 одновременно выводятся из всех замков 25. Огсое;1ипенный от нижнего звена 5 рамы первый цептратор остается стоящим на опорах 21 на позиции сварки первого стыка труб, а механизм 1 передвигают к расположенному на траесе строительства другому (второму) центратору (фиг. 1) путем последовательных воздействий (фиг. 2, 4) приводов 11, 12 и (при необходимости) 8, 20; нижнее звено 5 рамы подводят к второму центратору, кронштейны 22 с новодком 24 одновременно вводят во все соответствующие замки 25, которые затем запирают (фиг. 3). Подсоединенный таким образом второй центратор приподнимают над землей с помощью приводов 11, 12 (фиг. 2, фиг. 4) и переносят механиз.мо.м 1 на следующую позицию сварки к второму стыку труб, где центратор опускают на землю на опоры 21. Затем выполняют такие же, как для первого стыка труб, операции по подготовке, сварке и охлаждению второго стыка труб во втором центраторе.
После фиксирования давления осадки для второго сварного стыка труб второй центратор рассоединяют с нижним звеном 5 рамы. К началу охлаждения вто)ого сварного стыка труб первый сварной cTiiiK нол- ностью охладится. Сваренные .между собой трубы вынимают из хомутов 13, 14 пер- во о центратора (фиг. 1). Механизм I возвращается к первому свободно стоящему центратору и переносит его на следующую третью позицию. Далее проводятся работы .т,ля третьего труб, где операции пов- оряются.
Так путем чередования работы обоих центраторов последовательно ведется сварка труб из термопластов.
12
0
5
Формула и: оС рсгсния Устройство для сва)ки труб из пластов, содержащее механизм перемещения, нагреватель, то1)цевальный механизм, вертикально расположенную раму, выпо,- ненную в виде шарнирного параллелограмма, щарнирно связанного с механиз.мом перемещения через рычажную систему. звенья которой шарнирно связаны между собой и снабжены приводами их поворота в плоскости, перпендикулярной продольно оси устройства, центратор труб, включающий неподвижный и подвижный зажимные хомуты, установленные на направ.чяюнигх, привод перемещения подвижного хомута и механиз.м осадки, связанный с подвижным хомутом, отличающееся тем, что, с целью цовьппения производительности иутем совмещения с операцией охлаждения каждого сварного стыка труб работ по подготовке и сварке каждого последую1цего стыка труб, оно снабжено дополнительным центратором труб, кронштейнами, установленными в нижних углах шарнирного параллелограмма, связанной с приводом перемещения подвижного хомута кареткой с поводком, установленной на нижнем горизонтальном звене щарпириого паралле,чогра.1ма, а каждый центратор снабжен замками д, 1я соединения его с кронщтейнами и поводком, причем за.мок для соединения с иоводком закреплен па механизме осадки.
22
2
22
Фиг. 2
Фие.З
Фиг.
| Устройство для сварки труб из теромпластов | 1975 |
|
SU539777A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Солесос | 1922 |
|
SU29A1 |
