Изобретение относится к технике сварки пластмасс и может быть использовано при сварке труб.
Цель изобретения - расширение технологических возможностей устройства.
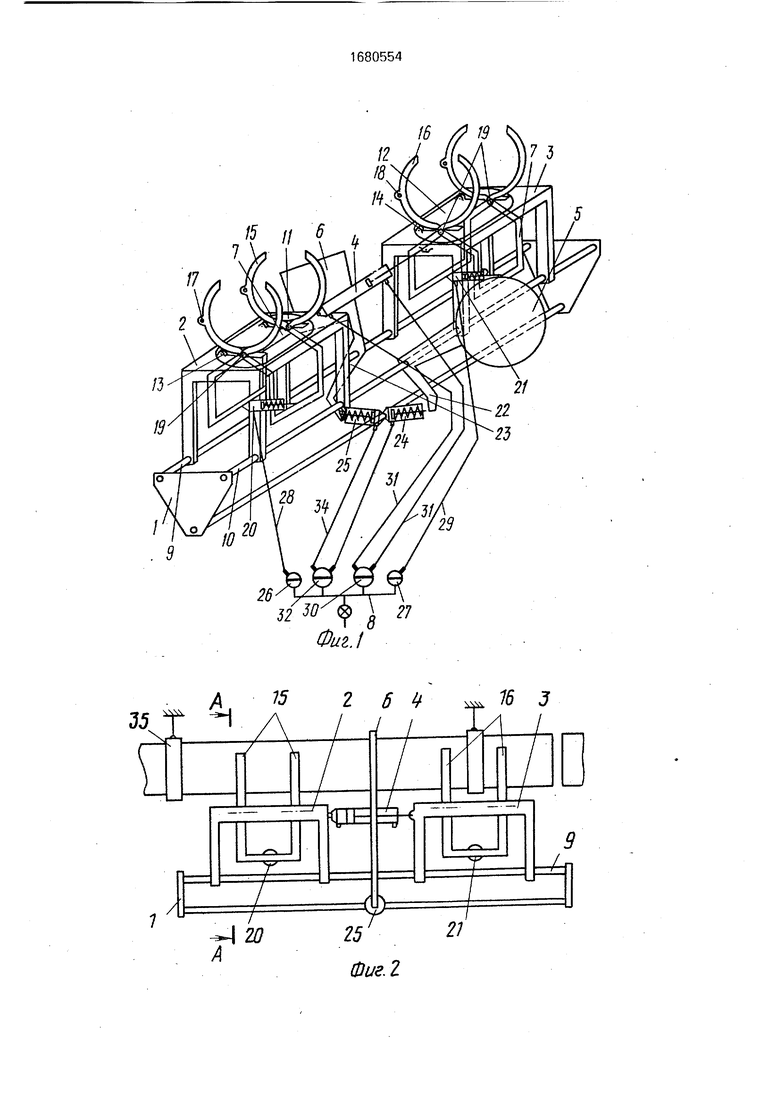
На фиг. 1 изображено устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2 при креплении трубопровода на вертикальных опорах-подвесках; на фиг. 4 - то же, при креплении трубопровода на горизонтальных подвесках.
Устройство для сварки пластмассовых труб содержит раму 1, подвижные каретки 2 иЗ, механизм перемещения в виде рабочего цилиндра 4, торцевальный механизм 5, нагреватель 6, центратор 7 труб и пульт 8 управления.
Рама 1 включает в себя продольные направляющие 9 и 10 для перемещения каре- ток2 и 3, на которых выполнены поворотные
платформы 11 и 12 со ступицами 13 и 14 и установлены центраторы 7 труб с зажимными хомутами 15 и 16. Хомуты имеют выступы с отверстиями 17 и 18 на боковой поверхности для связи со ступицами 13 и 14. Центраторы труб закреплены в поворотных платформах на осях 19. Зажимные хомуты выполнены в виде клещеобразных захватов, свободные концы которых связаны между собой посредством привода 20 и 21 захвата труб. Подвижные каретки 2 и 3 связаны через рабочий цилиндр 4 механизма перемещения.
Торцевальный механизм 5 и нагреватель 6 шарнирно установлены на раме посредством рычагов 22 и 23, которые приводятся в действие штоками цилиндров 24 и 25 соответственно. Пульт 8 управления посредством приборов 26 и 27 и магистральных трубопроводов 28 и 29 связан с привоО 00
о ел ел
J
дом 20 и 21 захвата труб, выполненным в виде цилиндров с рабочим штоком. Кран 30 и трубопроводы 31 связывают пульт управления с цилиндром 4. Кран 32 трубопроводом
33связан с приводным цилиндром 24 тор- цевального механизма 5 и трубопроводом
34с цилиндром 25 нагревателя 6. Устройство содержит также подвески 35 для крепления трубопровода и опоры (не показаны).
Устройство работает следующим образом.
Устройство на центраторах 7 подвешивают к первому звену разложенного на опорах трубопровода так, чтобы консольные элементы опор размещались в зазоре зажимных хомутов 15 и 16. При этом первое звено должно быть зафиксировано в неподвижных порах. Для передвижения к месту сварки, например, вдоль трубы слева направо каретку 2 зажимными хомутами 15 закрепляют на стенке трубы по команде с пульта 8 управления через прибор 26 и магистральный трубопровод 28 приводу 20 захвата труб, затем через прибор 30 и магистральный трубопровод 31 команду подают цилиндру 5, который в направляющих 9 и 10 рамы 1 перемещает связанную с трубой каретку 3. По завершении хода командой через прибор 27 и магистральный трубопровод 29 каретку 3 приводом 21 затормаживают захватными хомутами на трубе. Подачей рабочего агента в противоположную полость цилиндра 4 подтягивают платформу 2, предварительно ослабив зажимные хомуты 15 снятием давления в приводе 20 захвата труб через магистральный трубопровод 28 и прибор 26. На поворотах трубопровода зажимные хомуты 15и 16 центраторов 7 одной из рабочих поверхностей приходят в соприкосновение с поверхностью трубы и передают контактное усилие осями 19 поворотным платформам 11 и 12,разворачивая их в направлении закругления. Таким образом, сменяя захват трубы зажимными хомутами, размещенными на поворотных платформах разных кареток, взаимодействующих с механизмом перемещения и осадки труб, достигается передвижение устройства по трубопроводу, расположенному на любом уровне прокладки трубопровода, в том числе и на подземных трассах, без применения транспортных средств.
Крепежные элементы опор и подвесок типа штанг, крючьев и т.д не препятствуют
движению устройства, так как предусмотрен неполный охват труб по периметру с пропуском препятствий по зазору между зажимными хомутами, которые при горизонтальных подвесках 35 закрепляются в ступицах 13 и 14 за выступы с отверстиями 17 и 18(фиг.4).
Для сварки стыка одна из кареток закрепляется зажимными хомутами на участ0 ке закрепленного трубопровода, а вторая захватывает очередную свободную трубу в зазор между трубами, по команде с прибора 32 и магистрального трубопровода 33 цилиндром 24 посредством рычага 22 вводят
5 торцевальный механизм 5 и движением каретки с незакрепленной трубой трубы стыкуют, Торцевальным механизмом подготавливают торцы труб для сварки. Затем разводят трубы, переключением прибо0 ра 32 убирают торцевальный механизм, поворотом рычага 23 в зазор вводят нагреватель 6, трубы стыкуют и оплавляют. Затем торцы труб отводят от нагревателя (раздвигают трубы цилиндром и убирают нагревэ5 тель и осаживают трубы на расплавленные торцы цилиндром 4 с выдержкой до остывания расплава, после чего устройство передвигают к месту сварки следующего стыка. Устройством управляют дистанционно,
0 с пульта, который перемещается по земле. Формула изобретения
1.Устройство для сварки пластмассовых труб, содержащее раму с продольными направляющими, на которых установлены
5 подвижные каретки, механизм их перемещения, включающий рабочей цилиндр, зажимные хомуты, смонтированные на каретках с возможностью поворота, нагреватель и торцевальный механизм, о т л и ч а0 ю щ е е с я тем, что, с целью расширения технологических возможностей устройства, зажимные хомуты выполнены в виде клещеобрззных захватов, свободные концы которых связаны между собой посредством привода за5 хвата труб, причем зажимные хомуты смонтированы на подвижных каретках при помощи поворотных платформ, а подвижные каретки связаны между собой через рабочий цилиндр механизма перемещения.
0
2.Устройство поп1,отличающее- с я тем, что поворотные платформы выполнены со ступицами, а клещеобразные захваты - с отверстием на боковой поверхности
5 для закрепления их в ступице платформы.
15
17
/3
Ю
Фиг.
16
7 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Устройство для сварки труб из пластмасс | 1989 |
|
SU1682186A1 |
| Установка для сборки и сварки трубопроводов А.В.Бутылкина | 1981 |
|
SU967754A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| Центратор для сборки и сварки пластмассовых труб | 1987 |
|
SU1451044A1 |
| Установка для сварки полимерных труб | 1985 |
|
SU1362651A1 |
| Устройство для сварки труб из теромпластов | 1975 |
|
SU539777A1 |
| Установка для сварки труб из полимерных материалов | 1983 |
|
SU1199654A1 |

Изобретение относится к технике сварки пластмасс и может быть использовано при сварке труб. Цель - расширение технологических возможностей устройства Для этого в устройстве для сварки пластмассовых труб зажимные хомуты выполнены в виде клещеобразных захватов, свободные концы которых связаны между собой посредством привода захвата труб. Зажимные хомуты смонтированы на подвижных каретках при помощи поворотных- платформ. Подвижные каретки связаны между собой через рабочий цилиндр механизма перемещения. Кроме того, поворотные платформы выполнены со ступицами, а клещеобразные захваты - с отверстием на боковой поверхности для закрепления их в ступице платформы. 1 з.п. ф-лы, 4 ил неЁ
35 Т
Х
Ь
15
-И 20
А
25 21
Фиг. I
2 6 4
/ / /
16 J
WHA fJTMMM
.Xg-0
Фиг. 4
| Устройство для сварки труб из термопластов | 1986 |
|
SU1399163A1 |
| Солесос | 1922 |
|
SU29A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU274911A1 |
| Солесос | 1922 |
|
SU29A1 |
