О5
Сл
Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных профилей швеллерной формы, например про межуточной клеммы.
Целью изобретения является повышение производитсгльности прокатки путем сокращения числа пропусков.
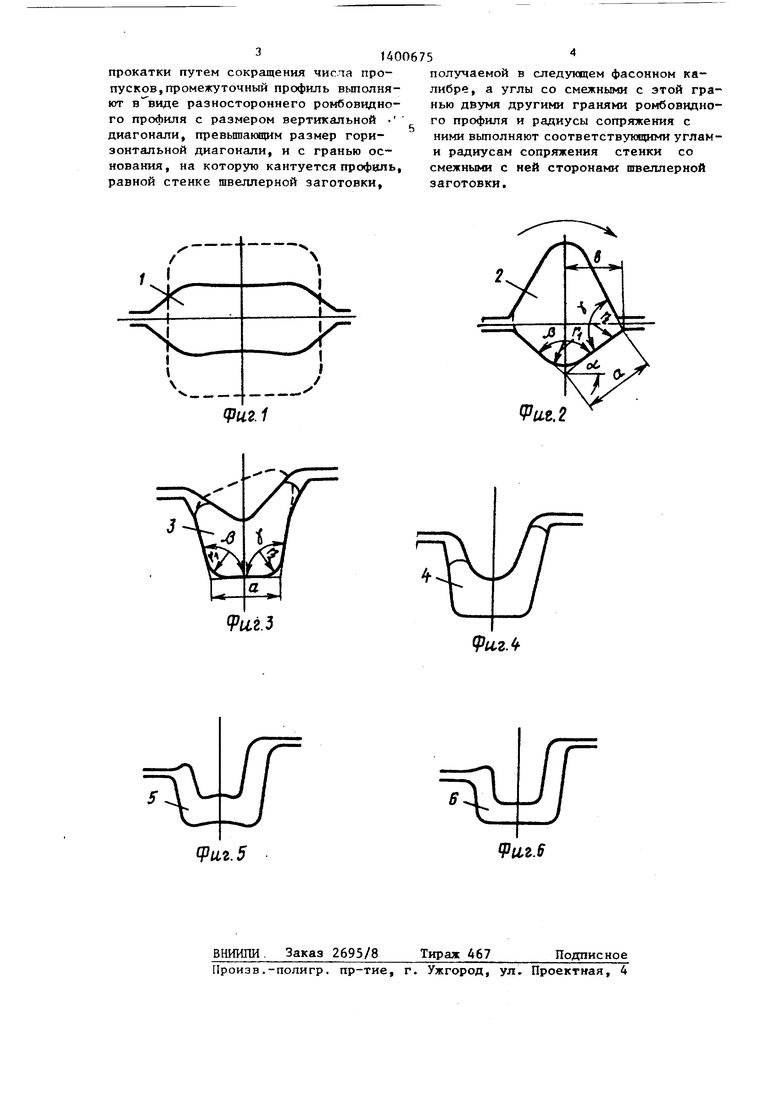
На фиг.1 представлена схема про- катки исходной заготовкиj на фиг.2 - прокатка и кантовка промежуточного ромбовидного профиля; на фиг.З - прокатка промежуточного ромбовидного профиля в первом фасонном швеллерном калибре; на фиг.4-6 - прокатка швеллерной заготовки в следующих фасонных калибрах.
Способ осуществляется следующим образом.
Исходная заготовка из щестигранно- го калибра 1 направляется в ромбовидный калибр 2. Получаемый в этом калибре профиль представляет собой разносторонний ромбовидный профиль, симметричный относительно вертикальной оси, размер вертикальной диагонали которого превьш1ает размер горизонтальной диагонали с Грань основания этого профиля равна стенке швеллерной заготовки получаемой в следующем первом фасонном калибре 3, а углы со смежными с этой гранью двумя другими гранями ромбовидного профиля и радиусы сопряжения с ними равны углам и ра
диусам сопряжения стенки со сторонами полок швеллерной заготовки, выходящей из следующего фасонного калибра.
Этот ромбовидный профиль на выхо- де из калибра кантуется на грань основания в сторону большей полки следующего швеллерного калибра. Кантовка производится на угол, определяеb
мый из выражения cosei- -, где а - раз
а
мер стенки первого фасонного калибра b - горизонтальная проекция грани основания диагонального профиля до кантовки, т.е. половина его горизонтальной диагонали.
При этом диагональньм раскат повторяет конфигурацию фасонного калибра в отношении уклонов, прилегающих к стенке наружных поверхностей фланцев, и радиусов закругления при ориентации в сторону короткого и длинного фланцев соответственно малой и большой граней.
5
0
5 О
5
д
с
0
При такой подготовке раскат четко фиксируется при прокатке в разрезном калибре, что обеспечивает устойчивость процесса. Прокатка металла в ромбовидном калибре также протекает устойчиво при задаче в него симметричного раската из шестигранного или овального калибров. Далее раскат прокатывают в фасонных калибрах 4-6.
При прокатке по предлагаемому способу сокращается число необходимых для прокатки данного профиля калибров, так при прокатке профиля (промежуточной клеммы) оказывается возможным ограничиться пятью калибрами 2- 6 (калибры 1 в расчет не принимаются, так как являются обычными и могут быть использованы также для прокатки других профилей).
Пример. Прямоугольная заготовка из стали сечением мм нагревается до 1200°С и прокатывается на стане 450 в шестиграннике 1 за два пропуска до сечения 48x120 мм. Затем раскат раскантовывается на 90 и прокатьгоается в специально подготовленном ромбовидном калибре 2 с обжатием по большой оси до размера 80 мм. Заполнение по ширине калибра 2 около 70 мм.
После прокатки в калибре 2 раскат самопроизвольно или с помощью вьгеод- ной привалкрвой арматуры раскантовы- вается по часовой стрелке на угол oi 35° (показано на калибре 3 пунктиром) и в таком положении прокатывается в первом фасонном калибре 3, ,надежно в нем центрируясь. за счет предварительно выбранных размеров сторон и уклонов ромбовидного калибра. Обжатие в калибре 3 составляет 27 мм при толщине стенки 37 мм. Далее в калибрах 4-6 раскат прокатывается как обычно.
Формула изобретения
Способ прокатки несимметричных профилей швеллерной формы, включающий получение симметричного относительно вертикальной оси промежуточного профиля с основанием, ограниченным двумя наклонными гранями, кантовку раската перед задачей в первый фасонный калибр относительно вершины угла между гранями на одну из них, отличающийся тем, что, с целью повьшения производительности
прокатки путем сокращения числа пропусков, промежуточный профиль выполняют разностороннего ромбовидного профиля с размером вертикальной диагонали, превышающим размер горизонтальной диагонали, и с гранью основания, на которую кантуется профиль, равной стенке швеллерной заготовки.
получаемой в следукдем фасонном калибре , а углы со смежными с этой гранью двумя другими гранями ромбовидного профиля и радиусы сопряжения с ними выполняют соответствующими углам- и радиусам сопряжения стенки со смежными с ней сторонами швеллерной заготовки.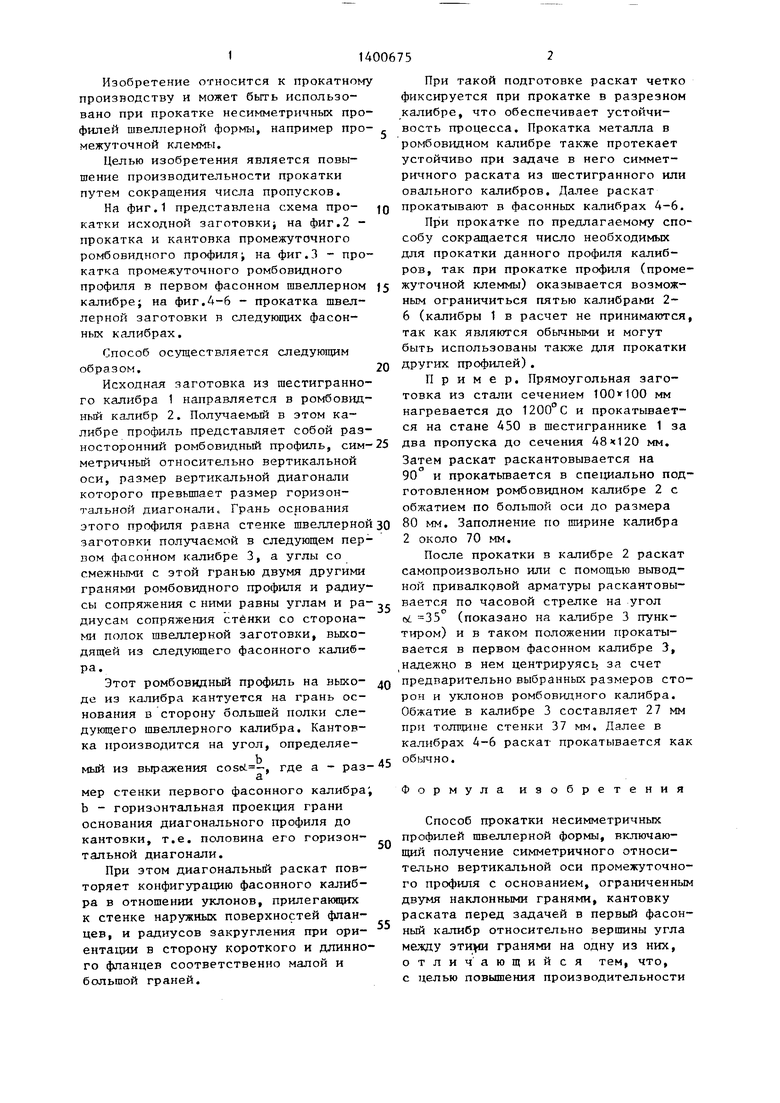
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных профилей швеллерной формы, например промежуточной клеммы. Целью изобретения является повышение производительности прокатки путем сокращения числа пропусков. Для этого из шестигранной заготовки получают ромбовидный профиль с гранями.у основания меньшего размера, чем верхние боковые грани, и кантуют профиль перед задачей в первый швеллерный калибр на одну из граней основания в сторону большей полки швеллерного калибра. Эта грань имеет размер, равный размеру стенки швеллерного калибра, а углы, образуемые со смежными сторонами, и радиусы их сопряжений повторяют соответствующие углы и радиусы сопряжения профиля, выходящего из первого швеллерного калибра. Это обеспечивает устойчивость при прокатке, хорошее выполнение элементов профиля и сокращает число пропусков, необходимых для вьшолнения элементов профиля, т.е. повьшает производительность прокатки. 6 ил. (Л
,х
fpU2.1
VuU
fPll2.5
вниипи
Заказ 2695/8
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
иг.2
чг.
Уиг.б
Тираж 467
Подписное
| Скороходов Н.Е | |||
| и др | |||
| Калибровка сложных профилей | |||
| - М.: Металлур гия, 1979, с.153 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
