ел
ее ее N:
х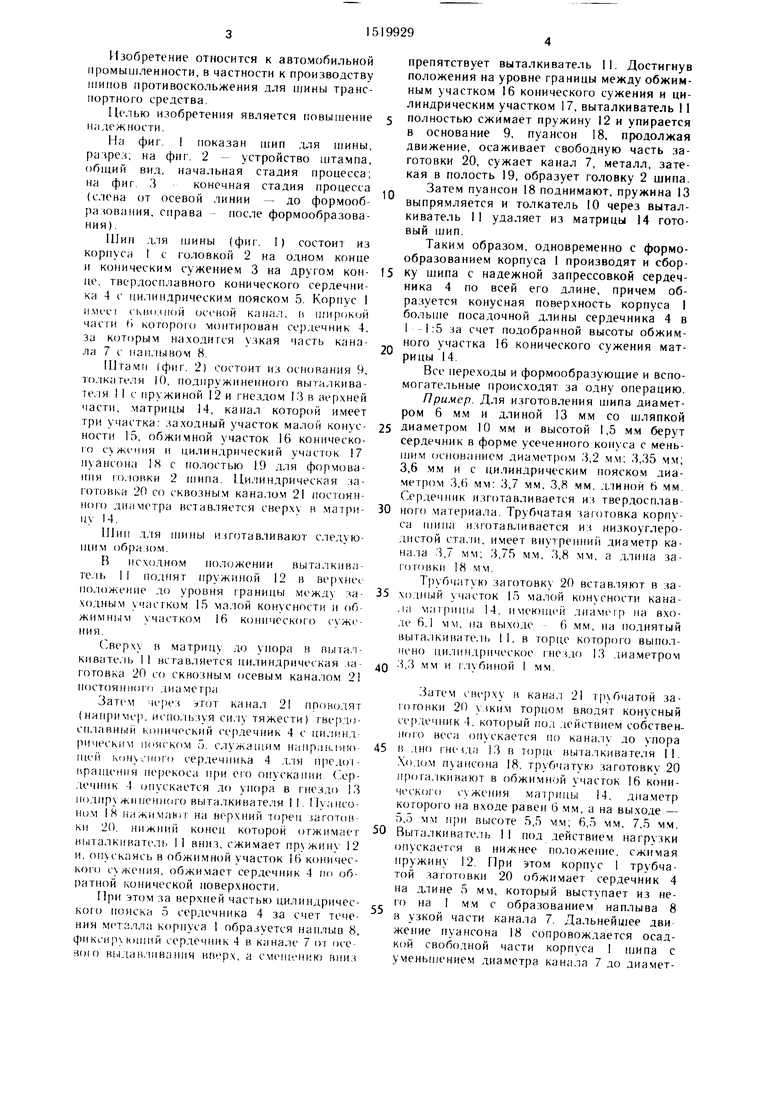
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2009 |
|
RU2397879C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| ПАТРОН, КУЛАЧКОВЫЙ ЭЛЕМЕНТ К НЕМУ И СПОСОБ ИЗГОТОВЛЕНИЯ КУЛАЧКОВОГО ЭЛЕМЕНТА | 1996 |
|
RU2150356C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ШТАМПОВКИ ОСТРОКОНЕЧНЫХ ГОЛОВНЫХ ЧАСТЕЙ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2008 |
|
RU2376099C1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| Штамп для обжима тонкостенных трубчатых заготовок | 1978 |
|
SU743757A1 |
I. Пии для сгиа. со.Н ржащий ный го.юнкои ческим суж(. нием ным отверстием уста нов. le и ный в ,| трансиортногч) сред- К(;риус, выиолнеи- на одном конце, конина другом конце и осе- и комический сердечник, осевом отверстии корпуса. при менынии торец расно.чожен на расстоянии от корпуса с оГ)1а:(()ванием BijicTyiia. оглччающийс.ч тем, что, с целью ноныик ния надежносш. д.шна конх сной части корпуса состав,тяет 1 - ,; посадочном длины сердечника, а уг ол конусности корпуса на 1/4 3 больше, че.м сердечника. 2.Способ и;и()тов, 1ения И1ипа путем устаиовки конического сердечника в цилиндрическую заготовку корпуса со сквозным осевым каналом, обжима его в указанной заготовке и высадки на последней торцового фланца, отличающийся тем, что, с целью упрощения ripoi.iecca, установку конического сердечника осуществ.жют, вводя его в заготовку корпуса со стороны торца нод ф,1анец, нри этом испо,ть;и ют .заготовку корпуса с осевым кана,1ом постоянного диаметра. 3.Штамп для изготовления типа, содержащий пуансон и матрицу, имеющую обжимной участок, отличающийся тем, что он снабжен выта, 1кивателем, рабочий торец которого размещен в зоне обжимного участка матрицы, матрица выполнена цельной со сквозным осевым каналом переменного диа- .метра, при этом обжи.мной участок матрицы образован поверхностью усеченного конуса с тлом КОНУСНОСТИ 1/4 - 7°. (/: с
Фиг.1
Изобретение относится к автомобильной мромышленности, в частности к производству типов противоскольжения для лины транспортного средства.
Целью изобретения является Г1овып1ение надежности.
На фиг. I показан шип для 1нины, разре.ч; на фиг. 2 - устройство штампа, общий вид, нача.чьная стадия процесса; на фиг. 3конечная стадия процесса
(слева от осевой линии - до фор.мооб- ра ювания, справа - после формообразования).
Шин для шины (фиг. 1) состоит из корпуса I с головкой 2 на одном конце и кони чески.м сужением 3 на другом конце, твердосплавного конического сердечника 4 с ци. жндрическим пояско.м 5. Корпус 1 ii.vH Ci осевой канал, 111Ир(Ж(;й части f) которого .монтирован сердечник 4, За которым находится узкая часть канала 7 с iian. ibiBOM 8.
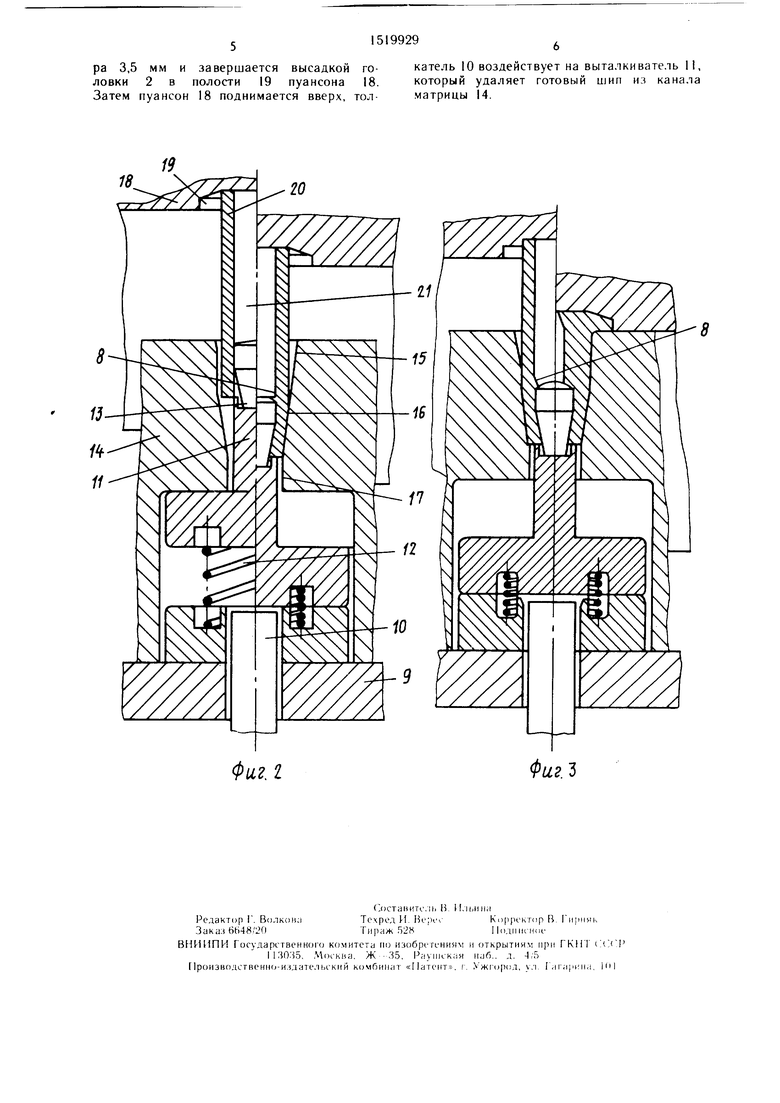
(фиг. 2) состоит из основания 9, 1о.;1кателя К), подпружиненного выталкивате. 1Я 1 I с пружиной 12 и гнездом 13 в верхней части, матрицы 14, канал которой имеет три участка: заходный участок малой конусности 15, обжимной участок 16 конического с ж1 иия и цилиндрический участок 17 пуансона 18 с гюлостью 19 для формования 1о. 2 шипа. Цилиндрическая за- 1 отовка 20 со сквозным кана, 1о.м 21 постоянного диаметра вставляется сверху н матрицу 14.
Шип для 1ПИИЫ изготавливают следующим обра.зом.
В пс(ханом ноложении выталкива- те.1Ь 1 I пoдflят пружиной 12 в Be)xnet- положение до уровня границы между за- .ходным участком 15 малой конусности и обжимным участко.м 16 конического сужения.
Сверху в матрицу до упора в пытал- кивате,чь II вставляется цилиндрическая заготовка 20 со сквозным осевым каналом 21 пост(зян11огп диамег)а
Зате.м через угот канал 21 провсхтят (например, испо,1ьзуя cii/iy тяжести) гве)до- сгмавный конический сердечник 4 с ци.чинд- тическим 11(1яском 5. служащим напраиляю- шей |)11)Л1ого сердечника 4 для предо 1- крашения перекоса при его опускании (.,ер- дечник 4 (впускается до упора в гнездо 13 нодпр) жипенного выталкивателя I 1. Пуансоном 18 нажимаюг на вер.хний торец заготовки 2(1 нижний конец которой отжимает выталкиватель I 1 вниз, сжимает пружину 12 и. опускаясь в обжимной участок 16 конического сужения, обжи.мает сердечник 4 пи обратной конической поверхности.
При этом за верхней частью цилиндрического пояска 5 сердечника 4 за счет течения металла корпуса 1 образуется нанлыв 8, фнксирчюший сердечник 4 в канале 7 оч f)ce- ною выдан, швапия вверх, а смешению вниз
0
препятствует выталкиватель 11. Достигнув положения на уровне границы между обжимным участком 16 конического сужения н цилиндрическим участком 17, выталкиватель 11
полностью сжимает пружину 12 и упирается в основание 9, пуансон 18, продолжая движение, осаживает свободную часть заготовки 20, сужает канал 7, металл, затекая в полость 19, образует головку 2 шипа. Затем пуансон 18 поднимают, пружина 13 выпрямляется и толкатель 10 через выталкиватель 11 удаляет из матрицы 14 готовый шип.
Таки.м образом, одновременно с формообразованием корпуса 1 производят и сбор5 ку шипа с надежной запрессовкой сердечника 4 по всей его длине, причем образуется конусная поверхность корпуса 1 больше посадочной длины сердечника 4 в 1-1:5 за счет подобранной высоты обжимного участка 16 конического сужения матрицы 14.
Все нереходы и формообразующие и вспомогательные происходят за одну операцию. Пример. Для изготовления шипа диаметром 6 мм и длиной 13 мм со шляпкой
5 диаметром 10 мм и высотой 1,5 мм берут сердечник в форме усеченного конуса с мень- njn.M основанием диа.метром 3,2 м.м; 3,35 .мм; 3,6 .мм и с цилиндрическим пояском диаметром 3,6 мм: 3,7 мм, 3,8 мм. длиной 6 мм. Сердечник изготавливается из твердосплав0 ного материала. Трубчатая :)аг()товка корпуса Hjnna изготавливается из низкоуглеродистой ста. ш, имеет внутренний диаметр канала .3,7 мм; 3,75 мм, 3,8 мм, а длина за- отоики 18 мм.
Т)убчатук) заготовку 20 встав.тяют в за5 ()дн11|й участок 15 малой конусности кана- .la маг|)ипы 14, имеюпкм диамет) на входе 6.1 1м, на вьгходе 6 мм, на поднятый выта;1киЕ ате,1Ь И, в торце которого выполнено цилиндрическое гнездо 13 диаметром
Q .3,3 мм и г. пбиной I мм.
Затем сверху и кана.т 21 1|пбчатой заготовки 20 у.жим торцом вводят конусный се)дечник 4, который пол действием собственного веса опускается по кана.ту до упора
5 1 дно гнсчда 13 в торт выта.чкивателя II. .Ходом пуансона 18. трубчатук) заготовку 20 )1)ота.1кивак)т в обжимной участок 16 конического сужения матрицы 14, диаметр которого на входе равен 6 мм, а на выходе - 5,5 мм при высоте 5,5 мм; 6,5 мм, 7,5 мм.
0 Выталкиватель 11 под действием нагрузки опускается в нижнее положение, сжимая нружину 12. При этом корпус 1 трубчатой заготовки 20 обжимает сердечник 4 на длине 5 мм, который выступает из не- го на 1 мм с образованием наплыва 8 в узкой части канала 7. Дальнейшее дви жение пуансона 18 сопровождается осадкой свободной части корпуса 1 шипа с уменьшением диаметра канала 7 до диаметpa 3,5 мм и завершается высадкой головки 2 в полости 19 пуансона 18. Затем пуансон 18 поднимается вверх, тол18
катель 10 воздействует на выталкиватель И, который удаляет готовый шип из канала матрицы 14.
